Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Arenisca BereaDocument19 pagesArenisca BereaJair NaranjoPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- NMR FundamentalsDocument11 pagesNMR FundamentalsJair NaranjoPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- A Practical Method For DeterminingDocument39 pagesA Practical Method For DeterminingJair NaranjoPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- SPE 113995 Investigation of Diffusion Coefficients of Heavy Oil and Hydrocarbon Solvent Systems in Porous MediaDocument10 pagesSPE 113995 Investigation of Diffusion Coefficients of Heavy Oil and Hydrocarbon Solvent Systems in Porous MediaJair NaranjoPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- NMR FundamentalsDocument11 pagesNMR FundamentalsJair NaranjoPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Jitorres - Capitulo 1 Libro Surface Production Operations PDFDocument49 pagesJitorres - Capitulo 1 Libro Surface Production Operations PDFAna María VargasPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Selection of Optimal Acquisition Parameters For Mril Logs PDFDocument10 pagesSelection of Optimal Acquisition Parameters For Mril Logs PDFJair NaranjoPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- SPE 110522 The Effect of Volume Changes Due To Mixing On Diffusion Coefficient Determination in Heavy Oil and Hydrocarbon Solvent SystemDocument7 pagesSPE 110522 The Effect of Volume Changes Due To Mixing On Diffusion Coefficient Determination in Heavy Oil and Hydrocarbon Solvent SystemJair NaranjoPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Restricted Diffusion and Internal Field GradientsDocument13 pagesRestricted Diffusion and Internal Field GradientsJair NaranjoPas encore d'évaluation
- High Resistivity, High Water SaturationDocument7 pagesHigh Resistivity, High Water SaturationJair NaranjoPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- NMR FundamentalsDocument11 pagesNMR FundamentalsJair NaranjoPas encore d'évaluation
- SPE 20720 ChengDocument8 pagesSPE 20720 ChengRaul GalvisPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- SPE 20720 ChengDocument8 pagesSPE 20720 ChengRaul GalvisPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- NMR LogDocument11 pagesNMR LogMoraMaduPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- Experimental Study of The Effects of Wettability and Fluid Saturation On Nuclear Magnetic Resonance and Dielectric Measurements in LimestoneDocument15 pagesExperimental Study of The Effects of Wettability and Fluid Saturation On Nuclear Magnetic Resonance and Dielectric Measurements in LimestoneJair NaranjoPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Capitulo 14 McCainDocument6 pagesCapitulo 14 McCainJair NaranjoPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Water Supply Sanitary Eng PDFDocument5 pagesWater Supply Sanitary Eng PDFReddy NaveenPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- AERMOTORDocument12 pagesAERMOTORSharid PickeringPas encore d'évaluation
- Training Document: 120 113 304 f Gilbarco GmbH + Co. KG Error Codes - Sandpiper IIDocument5 pagesTraining Document: 120 113 304 f Gilbarco GmbH + Co. KG Error Codes - Sandpiper IICharlie ShowPas encore d'évaluation
- 30 International Cablemakers Federation Schroth PDFDocument25 pages30 International Cablemakers Federation Schroth PDFsajuaanalsaPas encore d'évaluation
- AD534Document12 pagesAD534Vaibhav GaurPas encore d'évaluation
- Magnets Test 3rd GradeDocument4 pagesMagnets Test 3rd Gradeapi-33371151667% (3)
- Tk09 Report Assignment 4Document112 pagesTk09 Report Assignment 4Bella Novia BerlianaPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Exercise-01 Check Your Grasp: O CH HO HODocument7 pagesExercise-01 Check Your Grasp: O CH HO HOChesta MalhotraPas encore d'évaluation
- Background Study: SCBA) Shown in Figure 2Document11 pagesBackground Study: SCBA) Shown in Figure 2Miza AneesaPas encore d'évaluation
- Rotational Motion Engineering Mechanics IIT KanpurDocument67 pagesRotational Motion Engineering Mechanics IIT KanpurNitin SharmaPas encore d'évaluation
- Compressor Station MallnowDocument8 pagesCompressor Station MallnowMANIU RADU-GEORGIANPas encore d'évaluation
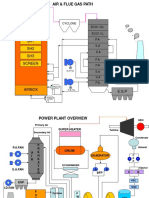
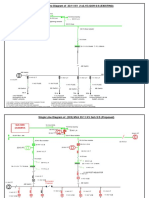
- Air & Flue Gas Path CFBCDocument2 pagesAir & Flue Gas Path CFBCJAY PARIKHPas encore d'évaluation
- SUNSLATES™ 6 PV Roof Tile - Award Winning Architectural AppealDocument2 pagesSUNSLATES™ 6 PV Roof Tile - Award Winning Architectural AppealFaeria20Pas encore d'évaluation
- 29B - Acid Gas Removal TechnologyDocument17 pages29B - Acid Gas Removal Technologyarlucky5459100% (1)
- Agenda Dynamics and Policy Subsystems Baumgartner1991Document32 pagesAgenda Dynamics and Policy Subsystems Baumgartner1991Gustavo Decap AgüeroPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Heat Transfer and Pressure Drop Characteristics of Finned Tube Banks in Forced Convection (Comparison of The Heat Transfer Characteristics Between Spiral Fin and Serrated Fin)Document14 pagesHeat Transfer and Pressure Drop Characteristics of Finned Tube Banks in Forced Convection (Comparison of The Heat Transfer Characteristics Between Spiral Fin and Serrated Fin)nadir adel100% (1)
- Paper 3 Acid Dew Point Corrosion in HRSGsDocument83 pagesPaper 3 Acid Dew Point Corrosion in HRSGsKarna2504100% (1)
- PotentiometryDocument27 pagesPotentiometryShafique Ahmed100% (2)
- AC192Document1 pageAC192soares_alexPas encore d'évaluation
- 1 - WTE Forum - Info About WTE in The PhilippinesDocument2 pages1 - WTE Forum - Info About WTE in The PhilippinesMatti Grey Celestial DG IIPas encore d'évaluation
- Downstream - Processing - Lecture 5rnjDocument8 pagesDownstream - Processing - Lecture 5rnjqwertyuPas encore d'évaluation
- 9 - Free Point and Backoff - (Houston)Document29 pages9 - Free Point and Backoff - (Houston)Usama Bin Sabir100% (2)
- F0358 CMM 010Document164 pagesF0358 CMM 010MJI EUWPas encore d'évaluation
- 10 STD Specifications - Building - 2018 (A1)Document902 pages10 STD Specifications - Building - 2018 (A1)Logan LiPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Pest of PelDocument7 pagesPest of PelSaqib AkhtarPas encore d'évaluation
- Methods in Environmental Analysis III - ElectrogravimetryDocument20 pagesMethods in Environmental Analysis III - ElectrogravimetryseyseaPas encore d'évaluation
- 3 Goshu 3Document18 pages3 Goshu 3nega cheruPas encore d'évaluation
- LevyDocument4 pagesLevyRamon FerreiraPas encore d'évaluation
- 33 11KV Substation SLDDocument3 pages33 11KV Substation SLDRajeshYadav100% (1)
- Engine Fundamentals 1Document3 pagesEngine Fundamentals 1anuradhaPas encore d'évaluation