Vous aimerez peut-être aussi
- Parts Manual Parts Manual Service Manual: Reach TrucksDocument22 pagesParts Manual Parts Manual Service Manual: Reach TrucksChristian Bedoya10% (10)
- Man Truck Central On-Board Computer System Description T 64 2nd Edition Electrical SystemDocument159 pagesMan Truck Central On-Board Computer System Description T 64 2nd Edition Electrical SystemServicepart Support100% (5)
- Involute Spline Strength CalculationsDocument1 pageInvolute Spline Strength CalculationsRjgandhi65Pas encore d'évaluation
- Ansys Report of Knuckle JointDocument27 pagesAnsys Report of Knuckle JointNíthìsh GøwdåPas encore d'évaluation
- Belt and Chain DrivesDocument10 pagesBelt and Chain DrivesJagdip ShethPas encore d'évaluation
- Wire Tensions in Stranding MachinesDocument30 pagesWire Tensions in Stranding MachinesShrikant DeshpandePas encore d'évaluation
- Tape Recording 1954 10Document44 pagesTape Recording 1954 10backvlacko100% (1)
- Body Bulder Guide New GIGADocument272 pagesBody Bulder Guide New GIGAMuhammad Hanif FuadiPas encore d'évaluation
- Shafts and BearingsDocument43 pagesShafts and BearingsMario AndrewPas encore d'évaluation
- Belt Drive Handout - 05Document3 pagesBelt Drive Handout - 05NkoshiEpaphrasShoopalaPas encore d'évaluation
- Spiral Springs PDFDocument18 pagesSpiral Springs PDFEngr Eze Chuklet ChukwumaPas encore d'évaluation
- Shaft DesignDocument4 pagesShaft DesignGurpinder Singh GillPas encore d'évaluation
- Shaft Calculation Base PDFDocument27 pagesShaft Calculation Base PDFBarsanu AlexPas encore d'évaluation
- Spur Gear Design 1Document16 pagesSpur Gear Design 1Nagu SriramaPas encore d'évaluation
- Failure Analysis of ShaftDocument15 pagesFailure Analysis of ShaftHAmza AliPas encore d'évaluation
- MESYS Shaft CalculationDocument51 pagesMESYS Shaft Calculationdd hhPas encore d'évaluation
- 11.shafting and Associated Parts - V002Document64 pages11.shafting and Associated Parts - V002Policarpo AlmeidaPas encore d'évaluation
- Design and Analysis of Crankshaft With Different CompositeDocument9 pagesDesign and Analysis of Crankshaft With Different CompositeSAI CHARANPas encore d'évaluation
- Shaft Stress CalculationsDocument2 pagesShaft Stress CalculationsVivek PrajapatiPas encore d'évaluation
- Static Analysis of A Bycycle FrameDocument24 pagesStatic Analysis of A Bycycle FrameADARSH SINGHPas encore d'évaluation
- Muff Coupling & Split Muff CouplingDocument19 pagesMuff Coupling & Split Muff CouplingRamanathan DuraiPas encore d'évaluation
- SPC Notes PDFDocument82 pagesSPC Notes PDFKevin YapPas encore d'évaluation
- Project II-gearBoxDocument1 pageProject II-gearBoxephantusPas encore d'évaluation
- ANSI Table of Fits PDFDocument32 pagesANSI Table of Fits PDFAbdullah FahmiPas encore d'évaluation
- Automobile Fender Sheet Metal DesignDocument35 pagesAutomobile Fender Sheet Metal DesignAnti VenomPas encore d'évaluation
- Design and Analysis of Rack and Pinion Steering System ComponentsDocument22 pagesDesign and Analysis of Rack and Pinion Steering System ComponentsOmar MuñozPas encore d'évaluation
- Numerical Analysis - I. Jacques and C. Judd PDFDocument109 pagesNumerical Analysis - I. Jacques and C. Judd PDFMaria AquisePas encore d'évaluation
- Ball - Screw - Calculations - As Per THK and PmiDocument5 pagesBall - Screw - Calculations - As Per THK and PmiDharmeshPatelPas encore d'évaluation
- Tolerances FitsDocument25 pagesTolerances FitsAnonymous E2oSW7Pas encore d'évaluation
- Design & Analysis of Steering System Drag Link Against Buckling Loads For Tipper ApplicationDocument7 pagesDesign & Analysis of Steering System Drag Link Against Buckling Loads For Tipper ApplicationIJIERT-International Journal of Innovations in Engineering Research and TechnologyPas encore d'évaluation
- Dynamic Force Analysis ProblemsDocument8 pagesDynamic Force Analysis Problemsa c s KumarPas encore d'évaluation
- Lecture - 11 HELICAL GEARS (Prof. K.Gopinath & Prof. M.M.Mayuram)Document21 pagesLecture - 11 HELICAL GEARS (Prof. K.Gopinath & Prof. M.M.Mayuram)niranjanbmazirePas encore d'évaluation
- Fatigue Life Assessment of Welded Bridge Details Using Structural Hot Spot Stress MethodDocument134 pagesFatigue Life Assessment of Welded Bridge Details Using Structural Hot Spot Stress MethodThong NguyenPas encore d'évaluation
- Mass Moment of Inertia Formulas PDFDocument2 pagesMass Moment of Inertia Formulas PDFAsrar AhmedPas encore d'évaluation
- Shaft and bearing design calculationsDocument24 pagesShaft and bearing design calculationsArul Gnana JohnPas encore d'évaluation
- Relationship between angle of twist, torque, length and diameterDocument6 pagesRelationship between angle of twist, torque, length and diameterAhsan MumtazPas encore d'évaluation
- Worm gear calculation softwareDocument22 pagesWorm gear calculation softwarekismugan0% (1)
- Design of Bearings & Miscellaneous ElementsDocument14 pagesDesign of Bearings & Miscellaneous ElementsjvanandhPas encore d'évaluation
- Stress and StrainDocument33 pagesStress and StrainShaktivell LetchumananPas encore d'évaluation
- Friction torque of rotary shaft lip sealDocument5 pagesFriction torque of rotary shaft lip sealmans2014Pas encore d'évaluation
- Fatigue & Fracture Mean Stress Effects Strain-LifeDocument16 pagesFatigue & Fracture Mean Stress Effects Strain-LifeGuilherme NascimentoPas encore d'évaluation
- Brake Calculation SheetDocument2 pagesBrake Calculation SheetvijayPas encore d'évaluation
- 07 Power Screws and Threaded Fasteners (Handout)Document16 pages07 Power Screws and Threaded Fasteners (Handout)tnvsaikiran3100% (3)
- 02 Mechanical BasicsDocument29 pages02 Mechanical BasicsVLADIMIR YOLVIS CHOQUEHUANCA GALINDOPas encore d'évaluation
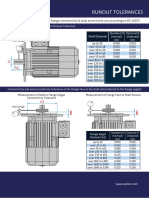
- IEC 60072 Shaft and Flange Runout TolerancesDocument1 pageIEC 60072 Shaft and Flange Runout Tolerancesbiranchi satapathyPas encore d'évaluation
- Chapter 7 Rolling Contact Bearing-2Document33 pagesChapter 7 Rolling Contact Bearing-2Abaziz Mousa OutlawZzPas encore d'évaluation
- Klein Technical GuidelineDocument21 pagesKlein Technical GuidelinePeter100% (2)
- Design and Analysis of Disc Brake and Caliper of Four WheelerDocument5 pagesDesign and Analysis of Disc Brake and Caliper of Four WheelerIJSTEPas encore d'évaluation
- Chapter 9 Gear TrainsDocument99 pagesChapter 9 Gear TrainsAmalina100% (1)
- Knuckle Joints DesignDocument10 pagesKnuckle Joints DesignKvrd Prasad100% (1)
- Catalogo Holders TungaloyDocument156 pagesCatalogo Holders Tungaloyabsalon_jarvPas encore d'évaluation
- ISO Gear Standards GuideDocument6 pagesISO Gear Standards GuideEslam YehiaPas encore d'évaluation
- Gear CorrectionDocument17 pagesGear CorrectionMurugesanPas encore d'évaluation
- Design For Fatigue and Simulation of Glass Fibre Epoxy Composite Automobile Leaf SpringDocument22 pagesDesign For Fatigue and Simulation of Glass Fibre Epoxy Composite Automobile Leaf SpringjonPas encore d'évaluation
- Practical Rotordynamics For Centrifugal PumpsDocument52 pagesPractical Rotordynamics For Centrifugal PumpsRavi Shankar100% (1)
- Machine Design Lec3Document75 pagesMachine Design Lec3sam0415Pas encore d'évaluation
- Eccentric Column BucklingDocument10 pagesEccentric Column BucklingMukeshChopraPas encore d'évaluation
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987D'EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonPas encore d'évaluation
- High Performance Composite V-Belts: Technical Data & Power RatingsDocument9 pagesHigh Performance Composite V-Belts: Technical Data & Power RatingsPepa perezPas encore d'évaluation
- Elatech - Drive Calculation D E 0316Document24 pagesElatech - Drive Calculation D E 0316akshayPas encore d'évaluation
- High Performance Composite V-Belts: Technical Data & Power RatingsDocument9 pagesHigh Performance Composite V-Belts: Technical Data & Power RatingsPepa perezPas encore d'évaluation
- Torque Sensors: An Overview of Design and ApplicationDocument8 pagesTorque Sensors: An Overview of Design and ApplicationdavlascPas encore d'évaluation
- Celda de CargaDocument18 pagesCelda de CargaronaintePas encore d'évaluation
- Study of Reliability Analysis of CVT SystemDocument13 pagesStudy of Reliability Analysis of CVT Systemswapnil pandePas encore d'évaluation
- Fujitsu Siemens Lifebook T4220 - User GuideDocument136 pagesFujitsu Siemens Lifebook T4220 - User GuidebackvlackoPas encore d'évaluation
- Sim 2010 Hotd EngDocument162 pagesSim 2010 Hotd EngFidel CruzPas encore d'évaluation
- Shock and Vibration Response Spectra Study Course - Tom IrvineDocument268 pagesShock and Vibration Response Spectra Study Course - Tom IrvinebackvlackoPas encore d'évaluation
- Analysis Method For Vibration Signal With Amplitude Modulation in Bearing System - ArticleDocument36 pagesAnalysis Method For Vibration Signal With Amplitude Modulation in Bearing System - ArticlebackvlackoPas encore d'évaluation
- Eric Sauther Sine Sweep TutorialDocument18 pagesEric Sauther Sine Sweep TutorialbackvlackoPas encore d'évaluation
- Jabra CC&O ProductCatalog Q1 2017-Ilovepdf-CompressedDocument25 pagesJabra CC&O ProductCatalog Q1 2017-Ilovepdf-Compressedsaqr8000Pas encore d'évaluation
- Brother B1110 Remans by StaticDocument14 pagesBrother B1110 Remans by StaticbackvlackoPas encore d'évaluation
- Cepstrum Analysis Detects Gearbox Fault PeriodicityDocument21 pagesCepstrum Analysis Detects Gearbox Fault PeriodicitybackvlackoPas encore d'évaluation
- HERO5Black UM ENG REVB Web PDFDocument47 pagesHERO5Black UM ENG REVB Web PDFanne mogolPas encore d'évaluation
- Thinkpad x220 ManualDocument272 pagesThinkpad x220 Manual47ASSOPas encore d'évaluation
- Lenovo Thinkpad X220 PDFDocument144 pagesLenovo Thinkpad X220 PDFBruno Guilherme AmuiPas encore d'évaluation
- Nagre Vatel IDocument34 pagesNagre Vatel IbackvlackoPas encore d'évaluation
- Cepstrum Analysis Detects Gearbox Fault PeriodicityDocument21 pagesCepstrum Analysis Detects Gearbox Fault PeriodicitybackvlackoPas encore d'évaluation
- PM Manual SMALL Rev June11 GATES Manual Tension CorreasDocument67 pagesPM Manual SMALL Rev June11 GATES Manual Tension CorreasDavid SaldarriagaPas encore d'évaluation
- Dell Inspiron 6400 LCD Panel - AUOptonics B154EW02-V6 DatasheetDocument36 pagesDell Inspiron 6400 LCD Panel - AUOptonics B154EW02-V6 DatasheetbackvlackoPas encore d'évaluation
- I Ns Truc Tio NsDocument1 pageI Ns Truc Tio NsbackvlackoPas encore d'évaluation
- 7145Document448 pages7145backvlackoPas encore d'évaluation
- Characterizing Photometric Flicker - US Department of EnergyDocument24 pagesCharacterizing Photometric Flicker - US Department of EnergybackvlackoPas encore d'évaluation
- Balancing Procedure Method - SKF ArticleDocument6 pagesBalancing Procedure Method - SKF ArticlebackvlackoPas encore d'évaluation
- Sharp Photodevices Application CirquitsDocument7 pagesSharp Photodevices Application CirquitsbackvlackoPas encore d'évaluation
- Handbook Calibration en Co 46251Document73 pagesHandbook Calibration en Co 46251pritheemadanPas encore d'évaluation
- Grounding Considerations for Accurate MeasurementsDocument5 pagesGrounding Considerations for Accurate MeasurementsbackvlackoPas encore d'évaluation
- bpw34 DatasheetDocument5 pagesbpw34 DatasheetAnonymous LGKgX6J8wpPas encore d'évaluation
- Flicker Parameters From Solid State Lighting SystemsDocument10 pagesFlicker Parameters From Solid State Lighting SystemsbackvlackoPas encore d'évaluation
- Eric Sauther Sine Sweep TutorialDocument18 pagesEric Sauther Sine Sweep TutorialbackvlackoPas encore d'évaluation
- Evaluation of Flicker in LED LuminairesDocument25 pagesEvaluation of Flicker in LED LuminairesbackvlackoPas encore d'évaluation
- Configuration For A PostScript PrinterDocument21 pagesConfiguration For A PostScript PrinterbackvlackoPas encore d'évaluation
- Fluorescent Illuminants and TubesDocument16 pagesFluorescent Illuminants and TubesbackvlackoPas encore d'évaluation
- 2023-05-16 Package 21 OC Rev.4Document123 pages2023-05-16 Package 21 OC Rev.4pham locPas encore d'évaluation
- Implementing Turbulence Models Into The Compressible RANS EquationsDocument3 pagesImplementing Turbulence Models Into The Compressible RANS EquationsSiva RajPas encore d'évaluation
- Goodyear Hydraulics Adapters Catalog PDFDocument165 pagesGoodyear Hydraulics Adapters Catalog PDFpsolutions.franciscoPas encore d'évaluation
- User'S Design Requirements For Single Chamber Pressure VesselsDocument8 pagesUser'S Design Requirements For Single Chamber Pressure VesselspjsanchezmPas encore d'évaluation
- Thermowave Competence Refrigeration enDocument21 pagesThermowave Competence Refrigeration enTechnill Serviços e RepresentaçõesPas encore d'évaluation
- Finite Element Analysis of Unreinforced Masonry Walls: MahammedDocument14 pagesFinite Element Analysis of Unreinforced Masonry Walls: MahammedSaad HneidiPas encore d'évaluation
- Flange Design Tablated FormDocument4 pagesFlange Design Tablated Formmukesh100% (1)
- Characteristics of the Hydraulic Jump LabDocument10 pagesCharacteristics of the Hydraulic Jump LabnaeemPas encore d'évaluation
- Global Service LearningDocument63 pagesGlobal Service LearningEslamAldenAbdo100% (4)
- Group Assignment Q1Document2 pagesGroup Assignment Q1Muhdhadi SajariPas encore d'évaluation
- Dean Brochure High TempDocument10 pagesDean Brochure High TempAntonio VelardePas encore d'évaluation
- CMT Capitolul 4 - Transmisii Curele DintateDocument19 pagesCMT Capitolul 4 - Transmisii Curele DintateANAPas encore d'évaluation
- SamSung CompreSSor SM SeriesDocument8 pagesSamSung CompreSSor SM SeriesmaisheyanPas encore d'évaluation
- Esr-1990 Fis emDocument18 pagesEsr-1990 Fis emEduardo Antonio Duran SepulvedaPas encore d'évaluation
- Aluminium Using AFSDDocument12 pagesAluminium Using AFSDKinesys TechsolutionsPas encore d'évaluation
- PTI AnchorageDocument18 pagesPTI AnchorageMG Kim100% (1)
- Fastener Fair Stuttgart 2017 Show PreviewDocument81 pagesFastener Fair Stuttgart 2017 Show PreviewAmit PrajapatiPas encore d'évaluation
- Heat Flow Calculations Made Using The V C: Ventilation Test InstrumentsDocument6 pagesHeat Flow Calculations Made Using The V C: Ventilation Test Instrumentsretrospect1000Pas encore d'évaluation
- UiiuDocument20 pagesUiiupravi2010Pas encore d'évaluation
- WA1200 6 English BrochureDocument16 pagesWA1200 6 English BrochureJosé Henrique de Oliveira BentoPas encore d'évaluation
- Dugoff Tire ModelDocument1 pageDugoff Tire Modelkmallon12Pas encore d'évaluation
- Manual NovaturnDocument86 pagesManual NovaturnVictor SerranoPas encore d'évaluation
- 'Westerbeke: Parts ListDocument106 pages'Westerbeke: Parts ListasdrubalaraujoPas encore d'évaluation
- Valvulas de Bola - JAMESBURYDocument4 pagesValvulas de Bola - JAMESBURYcasv9Pas encore d'évaluation
- Cee 451 Lecture 8Document23 pagesCee 451 Lecture 8ahmed almhjaniPas encore d'évaluation
- 4.DB Flats (1-7) & SMDB TypicalDocument9 pages4.DB Flats (1-7) & SMDB TypicalhpzenPas encore d'évaluation