Vous aimerez peut-être aussi
- Increased welding defect analysisDocument6 pagesIncreased welding defect analysisFaiz IshakPas encore d'évaluation
- Full Thread CatalogDocument5 pagesFull Thread CatalogZahin BasriPas encore d'évaluation
- Threaded Rod: Key Benefits - PlainDocument6 pagesThreaded Rod: Key Benefits - PlainGuTyPas encore d'évaluation
- General Information: 2.1. ConcreteDocument4 pagesGeneral Information: 2.1. ConcreteWilliam ProvidoPas encore d'évaluation
- SAE J1926-1 — SAE Straight Thread O-ring Port (ISO 11926-1Document1 pageSAE J1926-1 — SAE Straight Thread O-ring Port (ISO 11926-1Ricardo Valle0% (1)
- RGU ENM 201 Wells Coursework-May2017 FinalDocument7 pagesRGU ENM 201 Wells Coursework-May2017 FinalEmenike Donald EjiejiPas encore d'évaluation
- Incoming GE-F5 TP Gheshm 1400-11 5030Document30 pagesIncoming GE-F5 TP Gheshm 1400-11 5030Ali Ramezani KhoozestaniPas encore d'évaluation
- Presentation Coupler SystemDocument21 pagesPresentation Coupler SystemPralhad Kore100% (1)
- Saso StandardsDocument16 pagesSaso StandardsshafeeqmPas encore d'évaluation
- Steel Girder Comparison and Sensitivity AnalysisDocument6 pagesSteel Girder Comparison and Sensitivity AnalysisvinoraamPas encore d'évaluation
- Optimization of Process Parameters of CO2 LasersDocument10 pagesOptimization of Process Parameters of CO2 LasersHassan HabibPas encore d'évaluation
- SERVICE (1)Document302 pagesSERVICE (1)JUAN MOTABANPas encore d'évaluation
- Tires and Wheels Secc 2eDocument10 pagesTires and Wheels Secc 2eMiguel Antonio Sanchez ValeraPas encore d'évaluation
- Informative Annex 2 - Surface FinishDocument10 pagesInformative Annex 2 - Surface FinishzaheerPas encore d'évaluation
- Applied Sciences: Pinion Failure Analysis of A Helical Reduction Gearbox in A Kraft ProcessDocument13 pagesApplied Sciences: Pinion Failure Analysis of A Helical Reduction Gearbox in A Kraft ProcessJeremie gbogboPas encore d'évaluation
- Mechanical Properties of High Strength Steel BarDocument4 pagesMechanical Properties of High Strength Steel Barsitaramap10 sathupallyPas encore d'évaluation
- 2V28 - 25deg - Biposte Structure - Design ReportDocument36 pages2V28 - 25deg - Biposte Structure - Design ReportSalauddinAnsariPas encore d'évaluation
- Assessment of Mechanical Properties of Reinforcing Steel Used Contruction Works at F.C.T, AbujaDocument10 pagesAssessment of Mechanical Properties of Reinforcing Steel Used Contruction Works at F.C.T, AbujaArsalan JamalPas encore d'évaluation
- Fundamentals of Hydraulic FiltrationDocument14 pagesFundamentals of Hydraulic FiltrationMarko PalekaPas encore d'évaluation
- c93f3c73-ab35-407a-89c1-9982e462e65dDocument4 pagesc93f3c73-ab35-407a-89c1-9982e462e65dKablayialijanPas encore d'évaluation
- CLC 17-13-5LN - High corrosion resistant austenitic stainless steelDocument4 pagesCLC 17-13-5LN - High corrosion resistant austenitic stainless steelPeterWayPas encore d'évaluation
- Strongwell Gridform Design GuideDocument352 pagesStrongwell Gridform Design GuideBintee PanchalPas encore d'évaluation
- TRAC Stabiliser Install & Operators Manual - Golden Arrow MarineDocument127 pagesTRAC Stabiliser Install & Operators Manual - Golden Arrow MarineRafael ValentePas encore d'évaluation
- Geocell Design Reports at Different SectionsDocument32 pagesGeocell Design Reports at Different SectionsPrakash Singh RawalPas encore d'évaluation
- Es Bu5t 14a121 AaDocument33 pagesEs Bu5t 14a121 AaNgọc Đại50% (2)
- Dtcp0193ford Explorer PDFDocument28 pagesDtcp0193ford Explorer PDFmariodavid1988Pas encore d'évaluation
- Master Link A345Document1 pageMaster Link A345Hunnymijie NorPas encore d'évaluation
- Steel Industry Standard for Gas Pipeline SelectionDocument11 pagesSteel Industry Standard for Gas Pipeline SelectionSarbendu PaulPas encore d'évaluation
- Sew MoteurDocument7 pagesSew MoteurAoun mouloudPas encore d'évaluation
- CADENA EXCAVADORA HD UCFN10-008b - ARDocument4 pagesCADENA EXCAVADORA HD UCFN10-008b - ARGlcc WarezPas encore d'évaluation
- Analysis of The Drive Shaft Fracture ofDocument13 pagesAnalysis of The Drive Shaft Fracture ofkaustavPas encore d'évaluation
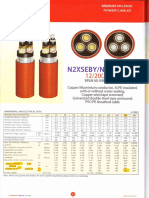
- MV Cable Current Carrying Capacity NA2XSEYBY SucacoDocument1 pageMV Cable Current Carrying Capacity NA2XSEYBY SucacoharisPas encore d'évaluation
- CLC 18.10LN: A Nitrogen Containing 18Cr-10Ni Austenitic Stainless Steel (304LN Grade)Document4 pagesCLC 18.10LN: A Nitrogen Containing 18Cr-10Ni Austenitic Stainless Steel (304LN Grade)PeterWayPas encore d'évaluation
- 300 C SailDocument2 pages300 C Sailchandrabhushan kushwahaPas encore d'évaluation
- Cube Report 035Document1 pageCube Report 035Matt MattPas encore d'évaluation
- Regulations for Exterior Defects Standard (RevisedDocument43 pagesRegulations for Exterior Defects Standard (RevisedyeucongnghemoiPas encore d'évaluation
- Sr. No. Description Material Grade Length (MM) Weight (KG)Document4 pagesSr. No. Description Material Grade Length (MM) Weight (KG)Shriniwas NaikPas encore d'évaluation
- SAE-J1926 Port Reference DimensionsDocument1 pageSAE-J1926 Port Reference DimensionsSamuel RochettePas encore d'évaluation
- H4091-Mm24-Lathe FinalDocument73 pagesH4091-Mm24-Lathe FinalАндрей РознатовскийPas encore d'évaluation
- CANAN Steel Deck Catalogue - 2023Document48 pagesCANAN Steel Deck Catalogue - 2023Clarice Lispector100% (1)
- Block Shear Connection Design Checks PDFDocument7 pagesBlock Shear Connection Design Checks PDF112160rbc100% (1)
- PL-118766 Test CertificateDocument1 pagePL-118766 Test CertificateDavid DonadoPas encore d'évaluation
- D-02 Model 7041 Flange Adapter - PN 10 PN 16Document4 pagesD-02 Model 7041 Flange Adapter - PN 10 PN 16Yovanny TelloPas encore d'évaluation
- Static & Dynamic Analysis of EN 47 Leaf Spring & E-Glass Fiber With Epoxy Resin Hardner Based Unidirection Laminated Composite Leaf SpringDocument6 pagesStatic & Dynamic Analysis of EN 47 Leaf Spring & E-Glass Fiber With Epoxy Resin Hardner Based Unidirection Laminated Composite Leaf SpringS.Mohana sundaramPas encore d'évaluation
- SD II PDF - OCRDocument18 pagesSD II PDF - OCRSuraj KumarPas encore d'évaluation
- R/F - Pn16 Rating Cast Compact 'Y'-Type Strainer: Sdd/Ycp/Pn16/StlDocument1 pageR/F - Pn16 Rating Cast Compact 'Y'-Type Strainer: Sdd/Ycp/Pn16/StlGỗ MộcPas encore d'évaluation
- Saso Gso 1438 2003 e PDFDocument12 pagesSaso Gso 1438 2003 e PDFshafeeqm3086Pas encore d'évaluation
- Maxnovo Multiturn Quarteturn Rev.1Document29 pagesMaxnovo Multiturn Quarteturn Rev.1Krammer KodelPas encore d'évaluation
- Part Number 22320EMW33W800C4, Spherical Roller Bearings - Brass CageDocument4 pagesPart Number 22320EMW33W800C4, Spherical Roller Bearings - Brass CageMiguel Angel TandaypanPas encore d'évaluation
- Fictitious Asphalt Engineering, IncDocument7 pagesFictitious Asphalt Engineering, IncSami AjPas encore d'évaluation
- Design, Analysis and Weight Optimization of LMV Shaft by Using AL + GF CompositeDocument7 pagesDesign, Analysis and Weight Optimization of LMV Shaft by Using AL + GF CompositeIJRASETPublicationsPas encore d'évaluation
- C1 Full DesignDocument16 pagesC1 Full Designsuhel29Pas encore d'évaluation
- 10-24 A.K. INSERT (Spaenaur)Document1 page10-24 A.K. INSERT (Spaenaur)Jennifer FrenchPas encore d'évaluation
- Study and Optimization of Transfer Press Machine Process Parameters For Carbide MaterialDocument8 pagesStudy and Optimization of Transfer Press Machine Process Parameters For Carbide MaterialIJRASETPublicationsPas encore d'évaluation
- Calculation Sheet For Ramset AnchorsDocument7 pagesCalculation Sheet For Ramset AnchorsJohnMichaelM.ManaloPas encore d'évaluation
- 1.8-2 XLPE-PVC-SWA-PVC CableDocument1 page1.8-2 XLPE-PVC-SWA-PVC CableSoltani AliPas encore d'évaluation
- Drilling Engineering Problems and Solutions: A Field Guide for Engineers and StudentsD'EverandDrilling Engineering Problems and Solutions: A Field Guide for Engineers and StudentsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Upload Kaizen Charter - Form 1 PGDocument2 pagesUpload Kaizen Charter - Form 1 PGmanuelPas encore d'évaluation
- Reading Reports Excel PDFDocument3 pagesReading Reports Excel PDFmanuelPas encore d'évaluation
- 9321-21-040 MTU Eng Ins Spares Contract OY3 - SOW (P00004)Document17 pages9321-21-040 MTU Eng Ins Spares Contract OY3 - SOW (P00004)manuelPas encore d'évaluation
- Amendment of Solicitation/Modification of Contract: (No., Street, County, State and ZIP Code)Document3 pagesAmendment of Solicitation/Modification of Contract: (No., Street, County, State and ZIP Code)manuelPas encore d'évaluation
- 2-53-921 Pinning Operation: Honesty & Integrity Good Corporate Citizen Open Communication Continuous ImprovementDocument7 pages2-53-921 Pinning Operation: Honesty & Integrity Good Corporate Citizen Open Communication Continuous ImprovementmanuelPas encore d'évaluation
- Microsoft PowerPoint - Root Cause Analysis and Corrective Action Inverted Taper May 29 Rev.10Document21 pagesMicrosoft PowerPoint - Root Cause Analysis and Corrective Action Inverted Taper May 29 Rev.10manuelPas encore d'évaluation
- 15 de DicDocument2 pages15 de DicmanuelPas encore d'évaluation
- Requested FileDocument30 pagesRequested Filesshridhar2008Pas encore d'évaluation
- ISCARS Al 15 de JunioDocument18 pagesISCARS Al 15 de JuniomanuelPas encore d'évaluation
- Control Plan Inspection - Rebroaching PRESENTATIONDocument11 pagesControl Plan Inspection - Rebroaching PRESENTATIONmanuelPas encore d'évaluation
- 15 de DicDocument2 pages15 de DicmanuelPas encore d'évaluation
- Organization Identity Requester Creation DateDocument3 pagesOrganization Identity Requester Creation DatemanuelPas encore d'évaluation
- Root Cause Analysis and Corrective Action Inverted Taper 23mayDocument19 pagesRoot Cause Analysis and Corrective Action Inverted Taper 23maymanuelPas encore d'évaluation
- Recommendations For Cardanes Inspection With Hammer ProcessDocument3 pagesRecommendations For Cardanes Inspection With Hammer ProcessmanuelPas encore d'évaluation
- Tabla de Carta de ControlDocument1 pageTabla de Carta de ControlKeyLa MaEstre RiCaurtePas encore d'évaluation
- Dimensional Results 10050250Document3 pagesDimensional Results 10050250manuelPas encore d'évaluation
- Book 1Document4 pagesBook 1manuelPas encore d'évaluation
- 5997551-2 Measurement BOW & WOWDocument8 pages5997551-2 Measurement BOW & WOWmanuelPas encore d'évaluation
- 5G MethodDocument1 page5G MethodmanuelPas encore d'évaluation
- Visit to Mexico Week Of MayDocument2 pagesVisit to Mexico Week Of MaymanuelPas encore d'évaluation
- Dev Rep Cardanes Aug 18, 2016 - Response3Document8 pagesDev Rep Cardanes Aug 18, 2016 - Response3manuelPas encore d'évaluation
- Informacion Actualizada YUGOSDocument6 pagesInformacion Actualizada YUGOSmanuelPas encore d'évaluation
- Oisr Ncs Tüv 2016-08Document116 pagesOisr Ncs Tüv 2016-08manuelPas encore d'évaluation
- Visit to Mexico Week Of MayDocument2 pagesVisit to Mexico Week Of MaymanuelPas encore d'évaluation
- Krar Unit 86Document73 pagesKrar Unit 86manuelPas encore d'évaluation
- Visit to Mexico Week Of MayDocument2 pagesVisit to Mexico Week Of MaymanuelPas encore d'évaluation
- Steel TechnologiesDocument1 pageSteel TechnologiesmanuelPas encore d'évaluation
- Gemba KaizenDocument64 pagesGemba KaizenJohnson Gitonga Nderi100% (3)
- Handout Tps-LeanDocument92 pagesHandout Tps-LeanmanuelPas encore d'évaluation
- Suzuki 3Document19 pagesSuzuki 3manuelPas encore d'évaluation
- One Page AdventuresDocument24 pagesOne Page AdventuresPotato Knishes100% (1)
- 2022 Intro To Process and Plant Safety NewDocument163 pages2022 Intro To Process and Plant Safety Newdavid gabriel100% (2)
- LLL'DSWD: Administrative Order No. Series 2017Document18 pagesLLL'DSWD: Administrative Order No. Series 2017SGTPas encore d'évaluation
- PatternPro Variable Pitch GunDocument2 pagesPatternPro Variable Pitch GunVõ HòaPas encore d'évaluation
- Glulam Wood BeamsDocument37 pagesGlulam Wood Beamsu16sr6Pas encore d'évaluation
- KPI and Supplier Performance Scorecard ToolDocument7 pagesKPI and Supplier Performance Scorecard ToolJayant Kumar JhaPas encore d'évaluation
- Save and share GZCL training spreadsheets onlineDocument263 pagesSave and share GZCL training spreadsheets onlinejohn wick100% (1)
- Ipao Program Flyer 17novDocument1 pageIpao Program Flyer 17novapi-246252391Pas encore d'évaluation
- DQ RMGDocument23 pagesDQ RMGDhaval ChaplaPas encore d'évaluation
- Jeremy Tan Resume and CVDocument3 pagesJeremy Tan Resume and CVapi-359540985Pas encore d'évaluation
- Auxiliary Range: CLR - High Speed Trip Lockout RelayDocument2 pagesAuxiliary Range: CLR - High Speed Trip Lockout Relaydave chaudhuryPas encore d'évaluation
- Ra 9520 Chapter VDocument8 pagesRa 9520 Chapter VLorribelle OcenarPas encore d'évaluation
- Book 1Document100 pagesBook 1Devasyruc100% (1)
- Maxicare Individual and Family ProgramDocument43 pagesMaxicare Individual and Family Programbzkid82Pas encore d'évaluation
- Rorschach y SuicidioDocument17 pagesRorschach y SuicidioLaura SierraPas encore d'évaluation
- Technical Bulletins Miglow Underwater12Document1 pageTechnical Bulletins Miglow Underwater12Arnaud PoliPas encore d'évaluation
- Archives of Oral Biology 100 (2019) 42-48Document7 pagesArchives of Oral Biology 100 (2019) 42-48pedro cuellar proPas encore d'évaluation
- Excel - All Workout Routines Exercises Reps Sets EtcDocument10 pagesExcel - All Workout Routines Exercises Reps Sets EtcJanus Blacklight100% (1)
- Q 400 SYSTEM BestDocument9 pagesQ 400 SYSTEM BestTeddy EshtePas encore d'évaluation
- Respiration PHYSIODocument23 pagesRespiration PHYSIOTauseef AfridiPas encore d'évaluation
- Photodegradation and Photoprotection of Wood SurfaceDocument14 pagesPhotodegradation and Photoprotection of Wood Surfaceichsan hakimPas encore d'évaluation
- Ageism PowerpointDocument11 pagesAgeism Powerpointapi-254132646Pas encore d'évaluation
- Horlicks: Cooking Tips For HorlicksDocument4 pagesHorlicks: Cooking Tips For HorlickschhandacPas encore d'évaluation
- Galapagos Penguins: Shelter, Niche and NeedsDocument8 pagesGalapagos Penguins: Shelter, Niche and Needsjim munkPas encore d'évaluation
- 4front Projects: BbbeeDocument12 pages4front Projects: BbbeeBrand Media OfficePas encore d'évaluation
- Essay On Covid 19Document15 pagesEssay On Covid 19Priyanka Dubey67% (3)
- SECOND PERIODICAL TEST in TLE 9Document3 pagesSECOND PERIODICAL TEST in TLE 9Lima Alpha91% (103)
- Makalah ThoughtDocument5 pagesMakalah Thoughtifa safiraPas encore d'évaluation
- Project Report On Biodegradable Plates, Glasses, Food Container, Spoon Etc.Document6 pagesProject Report On Biodegradable Plates, Glasses, Food Container, Spoon Etc.EIRI Board of Consultants and Publishers0% (1)
- Environmental Stewardship - Sustainability Assignment - Ethan GabrielDocument3 pagesEnvironmental Stewardship - Sustainability Assignment - Ethan GabrielEthan GabrielPas encore d'évaluation