Vous aimerez peut-être aussi
- Factura Organinal PDFDocument1 pageFactura Organinal PDFManuel Sandoval100% (2)
- Mantenimiento Preventivo A Mezcladores de PolvoDocument7 pagesMantenimiento Preventivo A Mezcladores de PolvoMIRIAM PERDOMO GOMEZPas encore d'évaluation
- 46 NISSAN - Pin CodeDocument4 pages46 NISSAN - Pin CodeSantiago Henao Villegas100% (1)
- Diseño de CizallaDocument9 pagesDiseño de Cizallaedson_gutierrez_12Pas encore d'évaluation
- SGC-C-I-DV-002 Instructivo para Reproceso de MaterialesDocument6 pagesSGC-C-I-DV-002 Instructivo para Reproceso de MaterialesYessika Valeria Camargo SierraPas encore d'évaluation
- Control de Equipos ProcedimientoDocument6 pagesControl de Equipos ProcedimientoPedro LazaroPas encore d'évaluation
- PHM-019 Procedimiento de Mantenimiento y Limpieza de VehiculosDocument7 pagesPHM-019 Procedimiento de Mantenimiento y Limpieza de VehiculosNathalie CorreaPas encore d'évaluation
- Validacion de Vida UtilDocument2 pagesValidacion de Vida UtilPyc granizadorasPas encore d'évaluation
- IQ y OQ de Equipos de Fabricacion de Productos Farmaceuticos PDFDocument187 pagesIQ y OQ de Equipos de Fabricacion de Productos Farmaceuticos PDFAndy RojasPas encore d'évaluation
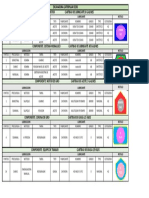
- Taller de Automaquillaje Propuesta de CostosDocument4 pagesTaller de Automaquillaje Propuesta de CostosDiana LopézPas encore d'évaluation
- GC-F-01 - Hoja de Vida de Equipos - Plantilla PDFDocument4 pagesGC-F-01 - Hoja de Vida de Equipos - Plantilla PDFJesus Sierra AldanaPas encore d'évaluation
- Configuracion EmbragueDocument15 pagesConfiguracion EmbragueEl Gil R G100% (2)
- Mdireccion de VentasDocument167 pagesMdireccion de VentasascenitaPas encore d'évaluation
- Mdireccion de VentasDocument167 pagesMdireccion de VentasascenitaPas encore d'évaluation
- HV-SST-PU-002 Hoja de Vida Pulidora-361Document2 pagesHV-SST-PU-002 Hoja de Vida Pulidora-361construcciones metalicasPas encore d'évaluation
- Suspensión HidroneumáticaDocument156 pagesSuspensión Hidroneumáticapolilla_verdePas encore d'évaluation
- Lepr-Df-002 - Limpieza y Sanitización Del Sistema de Aire ComprimidoDocument3 pagesLepr-Df-002 - Limpieza y Sanitización Del Sistema de Aire ComprimidoJosé Machado YepesPas encore d'évaluation
- 1 Pro-Cc Recep. Mat. Productos y EquiposDocument6 pages1 Pro-Cc Recep. Mat. Productos y Equiposjosec1959100% (1)
- Caso 2 La Casa Del RepuestoDocument6 pagesCaso 2 La Casa Del RepuestoLUIGGI JEREMY ZEVALLOS AMBROCIOPas encore d'évaluation
- Informe Viga Benkelman PDFDocument14 pagesInforme Viga Benkelman PDFDanny Sullcaccori100% (1)
- BPM - CapacitacionDocument86 pagesBPM - Capacitacionfernando mirandaPas encore d'évaluation
- VW PDFDocument0 pageVW PDFdavidninrio100% (1)
- Taller 1Document2 pagesTaller 1EL RINCON DEL ESTUDIANTE100% (3)
- Programa de Mantenimiento de EquiposDocument4 pagesPrograma de Mantenimiento de EquiposnanguerreroPas encore d'évaluation
- Tapadora Electrica Manual XK-C1Document7 pagesTapadora Electrica Manual XK-C1ericPas encore d'évaluation
- Certificado Calidad EDTA TetrasodicoDocument1 pageCertificado Calidad EDTA TetrasodicoMaykey Jazz GutierrezPas encore d'évaluation
- Procedimiento de Quejas y Reclamos y Producto No ConformaDocument6 pagesProcedimiento de Quejas y Reclamos y Producto No ConformaKarol FallaPas encore d'évaluation
- GRAFADORADocument3 pagesGRAFADORAMaleja LagunaPas encore d'évaluation
- Certificado Calidad #084-2022-Trigo MoteDocument1 pageCertificado Calidad #084-2022-Trigo MoteNataly Yulessy GrándezPas encore d'évaluation
- Formato de Rechazos y Materia ExtrañaDocument7 pagesFormato de Rechazos y Materia ExtrañaMelina PachecoPas encore d'évaluation
- Manual Molino MezcladorDocument16 pagesManual Molino MezcladorJose LeoncioPas encore d'évaluation
- Carta de Lubricacion PDFDocument1 pageCarta de Lubricacion PDFjuanPas encore d'évaluation
- Productos Famser Ltda. 2020 1. Molino Tipo MatilloDocument26 pagesProductos Famser Ltda. 2020 1. Molino Tipo MatilloWilliam Fernando Agudelo GarzonPas encore d'évaluation
- Reglamento Técnico Centroamericano de Etiquetado General de Los Alimentos PreenvasadosDocument17 pagesReglamento Técnico Centroamericano de Etiquetado General de Los Alimentos PreenvasadosStebanVDPas encore d'évaluation
- Procedimiento de LimpiezaDocument4 pagesProcedimiento de LimpiezaFlor Delia Pérez TorresPas encore d'évaluation
- Reparaciones TemporalesDocument1 pageReparaciones TemporalesPatrick JanePas encore d'évaluation
- 1790 Inspección Visual de InyectablesDocument22 pages1790 Inspección Visual de InyectablesVerónica Jazmín Miranda VázquezPas encore d'évaluation
- 1 - Puntos de Muestreo PDFDocument20 pages1 - Puntos de Muestreo PDFSEAHORSE79Pas encore d'évaluation
- Breve Nota Sobre El: DüsseldorfDocument6 pagesBreve Nota Sobre El: DüsseldorfJuan Fernando HerreraPas encore d'évaluation
- A Ejercicios Con La Norma Chilena 44, Co y Probabilidades - Sin RespuestasDocument10 pagesA Ejercicios Con La Norma Chilena 44, Co y Probabilidades - Sin RespuestasJaviera Fernanda Riquelme BestetePas encore d'évaluation
- PTS - 001 Procedimiento de Limpieza y Desinfección de Vehículos Rev. 2Document7 pagesPTS - 001 Procedimiento de Limpieza y Desinfección de Vehículos Rev. 2marioliaasPas encore d'évaluation
- Formato Control de Ingreso VisitantesDocument1 pageFormato Control de Ingreso VisitantesCabrejo Rodriguez RoselinoPas encore d'évaluation
- Procedimient de Diseño y Desarrollo Iso 9001Document10 pagesProcedimient de Diseño y Desarrollo Iso 9001Lizeth Puello100% (1)
- Ficha Técnica - CutterDocument2 pagesFicha Técnica - CutterJMonica MQPas encore d'évaluation
- Planillas CervezaDocument3 pagesPlanillas CervezaJuan Diego Ramos Ascue100% (2)
- SDS - FO - MTTO-04 Formato de Mantenimiento CorrectivoDocument1 pageSDS - FO - MTTO-04 Formato de Mantenimiento CorrectivoANA COLINA100% (1)
- In-Gaa-161 Instructivo para Determinar Conductividad en AguasDocument8 pagesIn-Gaa-161 Instructivo para Determinar Conductividad en Aguasangelik almanzaPas encore d'évaluation
- PFXi User Manual V1 - 3 - Spanish LOVIBONDDocument57 pagesPFXi User Manual V1 - 3 - Spanish LOVIBONDGiselaPas encore d'évaluation
- FT AProRedDocument3 pagesFT AProRedJa BshPas encore d'évaluation
- ALM-P-01 Procedimiento de Recepción de Materias Primas, Materiales e Insumos.Document3 pagesALM-P-01 Procedimiento de Recepción de Materias Primas, Materiales e Insumos.Calidad Fluid ContainmentPas encore d'évaluation
- Lup Iso 9001 2015 62 622Document1 pageLup Iso 9001 2015 62 622Daniel JRodríguez MxPas encore d'évaluation
- Oxysan Plus - FDSDocument5 pagesOxysan Plus - FDSjenniffer maltesPas encore d'évaluation
- FT Bevro SheenDocument2 pagesFT Bevro SheenPEdro100% (1)
- Procedimiento de Envasado de Productos Inflamables Por RevisarDocument3 pagesProcedimiento de Envasado de Productos Inflamables Por RevisarCristian ContrerasPas encore d'évaluation
- For-Lp-012 Listas de Verificacion - FisicoquímicosDocument10 pagesFor-Lp-012 Listas de Verificacion - FisicoquímicosLuis LozoyaPas encore d'évaluation
- Fichas Tecnicas GustDocument1 pageFichas Tecnicas GustIng AlbertoPas encore d'évaluation
- PO-VTA-01 Procedimiento de VentasDocument11 pagesPO-VTA-01 Procedimiento de VentasdayanaPas encore d'évaluation
- Po-Mt-053 Montaje y Mantenimiento Del Detector de MetalesDocument3 pagesPo-Mt-053 Montaje y Mantenimiento Del Detector de MetalesNutrimackPas encore d'évaluation
- Hoja de Vida - Flow PackDocument4 pagesHoja de Vida - Flow Packjuan paPas encore d'évaluation
- Bactium Ox 1000 PDFDocument3 pagesBactium Ox 1000 PDFfredcaceresPas encore d'évaluation
- El Plan Maestro de Validación Al Detalle - Quality by DesignDocument8 pagesEl Plan Maestro de Validación Al Detalle - Quality by DesignivanPas encore d'évaluation
- Limpiza de AlmacenDocument3 pagesLimpiza de AlmacenJunior RamosPas encore d'évaluation
- Alerta de CalidadDocument12 pagesAlerta de CalidadEduardo MartinezPas encore d'évaluation
- Anexo 26 PO06 SS 6027 P001 Manejo de Resultados Fuera de EspecificacionesDocument8 pagesAnexo 26 PO06 SS 6027 P001 Manejo de Resultados Fuera de EspecificacionesFredy AlvaroPas encore d'évaluation
- Procedimiento Recepcion de TarimasDocument1 pageProcedimiento Recepcion de Tarimasrolothefallen6Pas encore d'évaluation
- Curva SanitariaDocument2 pagesCurva SanitariaRaymundo MartínezPas encore d'évaluation
- POES Embutidoras, Video Jet, Detector de Metales y Bandas de CodificadoDocument60 pagesPOES Embutidoras, Video Jet, Detector de Metales y Bandas de CodificadoJulian SierraPas encore d'évaluation
- Rg-CA-11-01 Registro de Verificación de Equipos de MedicionDocument1 pageRg-CA-11-01 Registro de Verificación de Equipos de MedicionJohn Q. Pampa CantaroPas encore d'évaluation
- I Cal Ope 10 Operaciones en RoladoraDocument3 pagesI Cal Ope 10 Operaciones en RoladoraPauli Rodriguez BernalesPas encore d'évaluation
- Instructivo RoladoDocument3 pagesInstructivo RoladoPauli Rodriguez BernalesPas encore d'évaluation
- Cap06-Procedimientos Operativos - Eje Reb. ComercialDocument28 pagesCap06-Procedimientos Operativos - Eje Reb. ComercialLuis ZutaraPas encore d'évaluation
- Peach Blush Beauty Makeup Facebook PostDocument6 pagesPeach Blush Beauty Makeup Facebook PostDiana LopézPas encore d'évaluation
- Nombre: Grado: Fecha:: Orden de Los Números RacionalesDocument1 pageNombre: Grado: Fecha:: Orden de Los Números RacionalesDiana LopézPas encore d'évaluation
- Live Maquillaje SemncilloDocument6 pagesLive Maquillaje SemncilloDiana LopézPas encore d'évaluation
- Unidad 2 100402 Estudios de CasoDocument6 pagesUnidad 2 100402 Estudios de CasoDiana LopézPas encore d'évaluation
- Rankin Mes de AbrilDocument10 pagesRankin Mes de AbrilDiana LopézPas encore d'évaluation
- Jardin NDocument124 pagesJardin NDiana LopézPas encore d'évaluation
- Modulo Induccion A La EmpresaDocument226 pagesModulo Induccion A La EmpresaDiana LopézPas encore d'évaluation
- KWSH16 8Document1 pageKWSH16 8Javier Guillermo Nuñez Briones100% (1)
- Contrato de Arrendamiento de Vehículo AutomotorDocument7 pagesContrato de Arrendamiento de Vehículo AutomotorBereniiCe GarCia100% (1)
- Catalogo Cargador Frontal L330e VolvoDocument20 pagesCatalogo Cargador Frontal L330e VolvoLevy ArteagaPas encore d'évaluation
- AUTOMARCALIDocument5 pagesAUTOMARCALIsebas londoñoPas encore d'évaluation
- La Ergonomia en El AutomovilDocument3 pagesLa Ergonomia en El AutomovilMikel EsponjaPas encore d'évaluation
- Mod LineasdeesperaDocument8 pagesMod LineasdeesperaValery OtinianoPas encore d'évaluation
- Manual ITV EspañaDocument209 pagesManual ITV EspañaMarlon MontenegroPas encore d'évaluation
- CHilario TesisDoctoral PDFDocument245 pagesCHilario TesisDoctoral PDFFrancisco Rodriguez MartinezPas encore d'évaluation
- 11A1Document12 pages11A1Sonny HurtadoPas encore d'évaluation
- Gráfica X-RDocument25 pagesGráfica X-RDaniel MartinezPas encore d'évaluation
- Chavetas InformeDocument5 pagesChavetas InformeAlejandro RoblesPas encore d'évaluation
- Descripcion de Puesto Mecanico AutomotrizDocument4 pagesDescripcion de Puesto Mecanico AutomotrizErika GutiérrezPas encore d'évaluation
- Sistemas Del TractorDocument12 pagesSistemas Del TractorJFrank Salcedo CamposPas encore d'évaluation
- Solicitud de Franquicia 0Document4 pagesSolicitud de Franquicia 0Alexis DosantosPas encore d'évaluation
- Santander y La Fórmula 1Document3 pagesSantander y La Fórmula 1SaskyaMartinPas encore d'évaluation
- Manual de OperadorDocument825 pagesManual de OperadorRicky VilPas encore d'évaluation
- Curriculum Irene CelyDocument4 pagesCurriculum Irene CelyGuillermo CelyPas encore d'évaluation
- Pets 012 A Desmontaje Caja de CambiosDocument7 pagesPets 012 A Desmontaje Caja de CambiosDiego MendozaPas encore d'évaluation
- Ejemplo - Enunciado InventarioDocument2 pagesEjemplo - Enunciado InventarioErickHernandez50% (2)
- Grúa Todo Terreno TADANO ATF 50G-3 BluetecDocument26 pagesGrúa Todo Terreno TADANO ATF 50G-3 BluetecCésar Vinces Fox100% (1)
- Folleto Mecanismo HallDocument9 pagesFolleto Mecanismo HallLuis LandricinaPas encore d'évaluation
- Llave de GanchoDocument8 pagesLlave de Ganchoedgil2009100% (1)