Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Shop Manuel WA900-3Document1 589 pagesShop Manuel WA900-3whmidi7331100% (2)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- CAT 345 B AGS 01 Up Hydraulic SchematicDocument7 pagesCAT 345 B AGS 01 Up Hydraulic SchematicGanapati Hegde100% (6)
- Heat King HK-400 and HK-400Ho PDFDocument45 pagesHeat King HK-400 and HK-400Ho PDFBolivarPas encore d'évaluation
- BS 13460 - Maintenance-Documents For Maintenance PDFDocument28 pagesBS 13460 - Maintenance-Documents For Maintenance PDFavmr100% (7)
- BS En-15341 PDFDocument28 pagesBS En-15341 PDFroben1979100% (8)
- The Complete Guide To Simple OEEDocument26 pagesThe Complete Guide To Simple OEEWan Sek Choon100% (2)
- BS en 60300 3 11 2009Document52 pagesBS en 60300 3 11 2009whmidi7331100% (4)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Yamaha XTZ 750 ST Service ManualDocument425 pagesYamaha XTZ 750 ST Service ManualAmigosek80% (5)
- Electrical System D10T2 Track-Type Tractor: Volume 1 - Component LocationDocument6 pagesElectrical System D10T2 Track-Type Tractor: Volume 1 - Component Locationwhmidi7331Pas encore d'évaluation
- B124 PM 1 (250 Hour Interval) - 2019-12-25Document1 pageB124 PM 1 (250 Hour Interval) - 2019-12-25whmidi7331Pas encore d'évaluation
- 416F2 Hyd UENR3748UENR3748-01 SISDocument9 pages416F2 Hyd UENR3748UENR3748-01 SISMaury Barrales100% (1)
- Hydraulic System D10T2 Track-Type Tractor: Machine Component LocationsDocument2 pagesHydraulic System D10T2 Track-Type Tractor: Machine Component Locationswhmidi7331Pas encore d'évaluation
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Document14 pagesInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768whmidi7331Pas encore d'évaluation
- 789C Off-Highway Truck, Powered by 3516 Engine (SEBP2790-223) - PM 2F METRIC (500 HOUR INTERVAL)Document1 page789C Off-Highway Truck, Powered by 3516 Engine (SEBP2790-223) - PM 2F METRIC (500 HOUR INTERVAL)whmidi7331Pas encore d'évaluation
- 11 - 8 Steps To Success in Maintenance Planning and Scheduling PDFDocument42 pages11 - 8 Steps To Success in Maintenance Planning and Scheduling PDFmsaad19103564100% (2)
- 789C Off-Highway Truck, Powered by 3516 Engine (SEBP2790-223) - PM 1 Metric (250 HOUR Interval)Document1 page789C Off-Highway Truck, Powered by 3516 Engine (SEBP2790-223) - PM 1 Metric (250 HOUR Interval)whmidi7331Pas encore d'évaluation
- 789C Off-Highway Truck, Powered by 3516 Engine (SEBP2790-223) - PM 1F METRIC (250 HOUR INTERVAL)Document1 page789C Off-Highway Truck, Powered by 3516 Engine (SEBP2790-223) - PM 1F METRIC (250 HOUR INTERVAL)whmidi7331Pas encore d'évaluation
- FEN03960-01 Volume2Document808 pagesFEN03960-01 Volume2whmidi7331Pas encore d'évaluation
- Previous Screen Welcome: m400rs: Truck 789D Truck SPD 789D Off-Highway Truck SPD00001-UP (MACHINE) POWERED BY 3516 EngineDocument2 pagesPrevious Screen Welcome: m400rs: Truck 789D Truck SPD 789D Off-Highway Truck SPD00001-UP (MACHINE) POWERED BY 3516 Enginewhmidi7331Pas encore d'évaluation
- Maintenance Key Performance IndicatorsDocument15 pagesMaintenance Key Performance Indicatorswhmidi7331100% (3)
- Modern Approach To Overall Equipment Effectiveness (Oee)Document36 pagesModern Approach To Overall Equipment Effectiveness (Oee)Kailas Sree Chandran100% (1)
- Moradizadeh Hasan 200309484 MASC ISE Fall2014Document129 pagesMoradizadeh Hasan 200309484 MASC ISE Fall2014whmidi7331Pas encore d'évaluation
- Standards Related To Maintenance November 2012Document17 pagesStandards Related To Maintenance November 2012whmidi7331100% (1)
- Overall Equipment EffectivenessDocument27 pagesOverall Equipment EffectivenessMarciano ZanottoPas encore d'évaluation
- ECN0215 Dash CompletedDocument8 pagesECN0215 Dash Completedwhmidi7331Pas encore d'évaluation
- OEEDocument23 pagesOEEkayumanggiPas encore d'évaluation
- Maintenance Reaility CheckDocument3 pagesMaintenance Reaility Checkwhmidi7331100% (1)
- 11 - 8 Steps To Success in Maintenance Planning and Scheduling PDFDocument42 pages11 - 8 Steps To Success in Maintenance Planning and Scheduling PDFmsaad19103564100% (2)
- Sustainability 05 00338 v3Document19 pagesSustainability 05 00338 v3whmidi7331Pas encore d'évaluation
- General Standards in Physical Asset ManagementDocument54 pagesGeneral Standards in Physical Asset ManagementMazin Al-Ghamdi100% (1)
- 4480 B59 Komatsu To ParkerDocument23 pages4480 B59 Komatsu To Parkerwhmidi7331Pas encore d'évaluation
- H D B I, S, M M: Ydraulic ISC Rake Nstallation Ervice Aintenance AnualDocument9 pagesH D B I, S, M M: Ydraulic ISC Rake Nstallation Ervice Aintenance AnualOsscar Charlee PahpahPas encore d'évaluation
- W26 358 9004Document29 pagesW26 358 9004MROstop.comPas encore d'évaluation
- Installation Instructions Overhead Volleyball System by DraperDocument2 pagesInstallation Instructions Overhead Volleyball System by DraperAmr GadPas encore d'évaluation
- Planos Del Manual ZARANDAS (Error Hojas 43 y 14)Document52 pagesPlanos Del Manual ZARANDAS (Error Hojas 43 y 14)Jesùs Amèsquita0% (1)
- Whirlpool 7mwt9601ww0 Manual de UsuarioDocument12 pagesWhirlpool 7mwt9601ww0 Manual de UsuarioMARTIN CABRERAPas encore d'évaluation
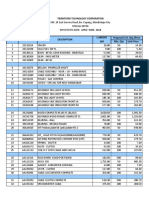
- Special Price Bulletin (April - June.18)Document68 pagesSpecial Price Bulletin (April - June.18)Mae D. Turn0% (1)
- Beta Positioners PDFDocument20 pagesBeta Positioners PDFEvandro Amaral RodriguesPas encore d'évaluation
- APV VRA UK tcm11-63414Document22 pagesAPV VRA UK tcm11-63414RicardoPas encore d'évaluation
- Hyundai Accent 2003 Wheel AlignmentDocument4 pagesHyundai Accent 2003 Wheel AlignmentRodrigo SandovalPas encore d'évaluation
- AI. Griptec Assembly InstructionsDocument26 pagesAI. Griptec Assembly InstructionsAditya DubewarPas encore d'évaluation
- Catálogo D257axDocument736 pagesCatálogo D257axKeler AraujoPas encore d'évaluation
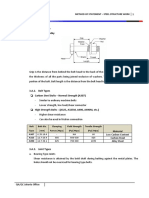
- Workshop Manual: Technical DataDocument36 pagesWorkshop Manual: Technical DataNaing Min HtunPas encore d'évaluation
- Assembly - Manual - FELIX - 3 - 0 - Eng - V3 - B PDFDocument45 pagesAssembly - Manual - FELIX - 3 - 0 - Eng - V3 - B PDFAnonymous JDHMOvPas encore d'évaluation
- Bolted Connection: Structural Design - 2 CE 524Document35 pagesBolted Connection: Structural Design - 2 CE 524Kenneth GutierrezPas encore d'évaluation
- Gestra Pa46 Mpa46 Pa47 Mpa47 Installation..Document32 pagesGestra Pa46 Mpa46 Pa47 Mpa47 Installation..cadhoaPas encore d'évaluation
- Volvo Tad1250 Electric ManualDocument235 pagesVolvo Tad1250 Electric ManualMouloud DerrahiPas encore d'évaluation
- Fig.981 Fast Attacj Universal Swivel Sway Brace Attachment - TOLCODocument1 pageFig.981 Fast Attacj Universal Swivel Sway Brace Attachment - TOLCOEdwin G Garcia ChPas encore d'évaluation
- MOS SS-HTB Tightening PartDocument9 pagesMOS SS-HTB Tightening PartjimdabrondPas encore d'évaluation
- Assembly Bolt ListDocument2 pagesAssembly Bolt ListFair MutasaPas encore d'évaluation
- Pressure Part Method StatementDocument49 pagesPressure Part Method StatementSerkan Yaşa67% (3)
- Gantrail Bolted Fixing: Specifications: Bolt Grade 8.8 10.9Document2 pagesGantrail Bolted Fixing: Specifications: Bolt Grade 8.8 10.9Borislav StoychevPas encore d'évaluation
- Barrett 98B Operators ManualDocument36 pagesBarrett 98B Operators ManualThallusrhamesPas encore d'évaluation
- Attachment 3 - Bolt Tensioning Task PlanDocument4 pagesAttachment 3 - Bolt Tensioning Task Planchancele nguepdjopPas encore d'évaluation
- Front Suspension: Group 33Document22 pagesFront Suspension: Group 33Toponari MedvePas encore d'évaluation
- British Standards and Codes of Practice Relating To Steel ConstructionDocument23 pagesBritish Standards and Codes of Practice Relating To Steel ConstructionChris LiuPas encore d'évaluation
- 50215-104 - Quincy 325Document41 pages50215-104 - Quincy 325Jose AntonioPas encore d'évaluation
- BS 03288 2 2009Document98 pagesBS 03288 2 2009André Ferreira100% (1)
- Copia de Copia de AMC 2Document3 pagesCopia de Copia de AMC 2MarioPas encore d'évaluation