Vous aimerez peut-être aussi
- ElectrodesDocument10 pagesElectrodesGanesh BaskerPas encore d'évaluation
- 814 1991Document32 pages814 1991Balasubramanian Singaravelu100% (1)
- Welding in Thermal Power PlantDocument2 pagesWelding in Thermal Power Plantkiki270977Pas encore d'évaluation
- ESAB Welding HandbookDocument31 pagesESAB Welding Handbookhooky1100% (4)
- Serenity RPG Firefly Role Playing Game PDFDocument225 pagesSerenity RPG Firefly Role Playing Game PDFNathaniel Broyles67% (3)
- Papalia Welcome Asl 1 Guidelines 1 1Document14 pagesPapalia Welcome Asl 1 Guidelines 1 1api-403316973Pas encore d'évaluation
- Company Registration Procedure Handbook in Cambodia, EnglishDocument124 pagesCompany Registration Procedure Handbook in Cambodia, EnglishThea100% (16)
- Covered Welding ElectrodesDocument11 pagesCovered Welding ElectrodesAqsa BanoPas encore d'évaluation
- Welding Electrode Selection GuideDocument3 pagesWelding Electrode Selection GuideMohamed AzabPas encore d'évaluation
- Welding Electrode Complete Guide (Includes Charts)Document15 pagesWelding Electrode Complete Guide (Includes Charts)Robert DelafossePas encore d'évaluation
- SMAW LessonDocument8 pagesSMAW LessonOJ DogplacePas encore d'évaluation
- AWS Specifications For Filler MaterialDocument9 pagesAWS Specifications For Filler MaterialExsan OthmanPas encore d'évaluation
- Welding Consumables - Part 5 - Job Knowledge 86Document3 pagesWelding Consumables - Part 5 - Job Knowledge 86Sengupta VivekPas encore d'évaluation
- Shielded Metal Arc WeldingDocument29 pagesShielded Metal Arc WeldingobijistephenPas encore d'évaluation
- 814Document30 pages814prasenjitsayantanPas encore d'évaluation
- Welding ElectrodesDocument5 pagesWelding ElectrodesNicholasPas encore d'évaluation
- Welding Rods and WiresDocument13 pagesWelding Rods and WiresHamid RehmanPas encore d'évaluation
- Types of Welding RodsDocument7 pagesTypes of Welding Rodsadib nassarPas encore d'évaluation
- Gas Metal Arc Welding ElectrodeDocument1 pageGas Metal Arc Welding Electrodeadib nassarPas encore d'évaluation
- About Welding Process 57Document1 pageAbout Welding Process 57XerexPas encore d'évaluation
- Usability Designators FCAWDocument5 pagesUsability Designators FCAWAnonymous dh6DITPas encore d'évaluation
- wj1106 54Document5 pageswj1106 54koner_debasishPas encore d'évaluation
- About Welding Process 54Document1 pageAbout Welding Process 54XerexPas encore d'évaluation
- Two Run Tecnique AWS 5.23 RevisionDocument3 pagesTwo Run Tecnique AWS 5.23 RevisionMatteo Peddis100% (1)
- Metal Core WireDocument30 pagesMetal Core WireHuỳnh TrươngPas encore d'évaluation
- Weld Op IDocument110 pagesWeld Op IAndres_Pastor1987Pas encore d'évaluation
- SMAW Basci Concept DoxDocument30 pagesSMAW Basci Concept DoxAmrut KajvePas encore d'évaluation
- Dinlasan - Electric Arc Safety WeldingDocument9 pagesDinlasan - Electric Arc Safety Weldingshin deiruPas encore d'évaluation
- SMAWDocument8 pagesSMAWmostafaPas encore d'évaluation
- Guidelines For Specification, Welding and Inspection of Stainless Alloy Piping Craig Reid, P.EngDocument19 pagesGuidelines For Specification, Welding and Inspection of Stainless Alloy Piping Craig Reid, P.EngFinnFan8Pas encore d'évaluation
- Classification and Designation of Welding Filler MaterialsDocument4 pagesClassification and Designation of Welding Filler MaterialsEka Putri MayaSariPas encore d'évaluation
- Filler Metals For Welding: Part One: AbstractDocument4 pagesFiller Metals For Welding: Part One: AbstractsierthinPas encore d'évaluation
- Electrode Converted Into TextDocument14 pagesElectrode Converted Into TextNeha NimbarkPas encore d'évaluation
- SMAW ElectrodesDocument2 pagesSMAW ElectrodesAsaad MohamedPas encore d'évaluation
- Guidelines For Specification, Welding and Inspection of Stainless Alloy PipingDocument19 pagesGuidelines For Specification, Welding and Inspection of Stainless Alloy Pipingafr5364Pas encore d'évaluation
- Welding EngineeringDocument338 pagesWelding EngineeringMuhammed Sulfeek100% (3)
- TIGBook Chpt4Document12 pagesTIGBook Chpt4luyckxjPas encore d'évaluation
- 10.3 The American Welding Society (Aws) : Lesson XDocument1 page10.3 The American Welding Society (Aws) : Lesson XcrysPas encore d'évaluation
- Lesson X Specification No. DescriptionDocument1 pageLesson X Specification No. DescriptioncrysPas encore d'évaluation
- A Guide To Welding Electrodes On Ships-Part 1Document7 pagesA Guide To Welding Electrodes On Ships-Part 1Salwan ShubhamPas encore d'évaluation
- Amta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesDocument132 pagesAmta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesSaurav Kumaar GuptaPas encore d'évaluation
- InTech-Welding of Aluminum Alloys PDFDocument25 pagesInTech-Welding of Aluminum Alloys PDFCortesar ManuPas encore d'évaluation
- IntroDocument3 pagesIntroMUHAMMAD AFIQ IQWAN KAMARUL BADRINPas encore d'évaluation
- Welding BasicsDocument37 pagesWelding BasicsSnehal DeshmukhPas encore d'évaluation
- Welding Processe1Document3 pagesWelding Processe1Balaji SrinivasanPas encore d'évaluation
- Welding Electrodes ExplainedDocument6 pagesWelding Electrodes ExplainedOwais SialPas encore d'évaluation
- Soldadura SAW en Inglés + VERNONDocument6 pagesSoldadura SAW en Inglés + VERNONVernon Gustavo Barrios CampoPas encore d'évaluation
- Basic Mig Welding ProcessDocument4 pagesBasic Mig Welding Processamiter84Pas encore d'évaluation
- FGF%TFK Tiati: Ma $I-QtsDocument32 pagesFGF%TFK Tiati: Ma $I-QtsAmit JainPas encore d'évaluation
- Weld Filler Metal SelectionDocument7 pagesWeld Filler Metal SelectionRajesh AutorajeshPas encore d'évaluation
- Manual Metal Arc WeldingDocument13 pagesManual Metal Arc WeldingHirenPas encore d'évaluation
- Primary Manufacturing Process (ME403) : Prepared byDocument5 pagesPrimary Manufacturing Process (ME403) : Prepared byArterixpestcontrolPas encore d'évaluation
- 3-Gas Metal Arc Welding (GMAW)Document13 pages3-Gas Metal Arc Welding (GMAW)abastosuaptPas encore d'évaluation
- Astm B399Document5 pagesAstm B399rcarrasco07Pas encore d'évaluation
- Weld Filler Metal SelectionDocument7 pagesWeld Filler Metal SelectionsusanwebPas encore d'évaluation
- Welding Electrodes NomenclatureDocument4 pagesWelding Electrodes NomenclatureBaran ShafqatPas encore d'évaluation
- GMAW (CO2) Welding CourseDocument129 pagesGMAW (CO2) Welding Courseanon_554333607Pas encore d'évaluation
- Specification For Welded Large Diameter Austenitic Steel Pipe For Corrosive or High-Temperature ServiceDocument8 pagesSpecification For Welded Large Diameter Austenitic Steel Pipe For Corrosive or High-Temperature Serviceedisson_barreraPas encore d'évaluation
- Control and Analysis in Iron and SteelmakingD'EverandControl and Analysis in Iron and SteelmakingÉvaluation : 3 sur 5 étoiles3/5 (2)
- Electroplating for Amateurs: Classic Reference for Small WorkshopsD'EverandElectroplating for Amateurs: Classic Reference for Small WorkshopsPas encore d'évaluation
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonD'EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonPas encore d'évaluation
- Session 4A - West Bengal Shops Estab Act Brief 1963Document6 pagesSession 4A - West Bengal Shops Estab Act Brief 1963Pravin KumarPas encore d'évaluation
- Session 4 Company LawDocument29 pagesSession 4 Company LawPravin KumarPas encore d'évaluation
- Session 1-Labour Laws in IndiaDocument25 pagesSession 1-Labour Laws in IndiaPravin KumarPas encore d'évaluation
- Financial Statement: - Balance Sheet - Profit & LossDocument56 pagesFinancial Statement: - Balance Sheet - Profit & LossPravin KumarPas encore d'évaluation
- LabDocument1 pageLabPravin KumarPas encore d'évaluation
- A Brief Check List of Labour Laws: H.R.DasguptaDocument54 pagesA Brief Check List of Labour Laws: H.R.DasguptaPravin KumarPas encore d'évaluation
- The Sale of Goods Act, 1930Document37 pagesThe Sale of Goods Act, 1930Shreya SharmaPas encore d'évaluation
- Analytical InstrumentsDocument9 pagesAnalytical InstrumentsPravin KumarPas encore d'évaluation
- Com Trend Iwss User ServletDocument9 pagesCom Trend Iwss User ServletPravin KumarPas encore d'évaluation
- Session 3 Managing Legal Aspects of ContractsDocument19 pagesSession 3 Managing Legal Aspects of ContractsPravin KumarPas encore d'évaluation
- Environmental Monitoring ParametersDocument2 pagesEnvironmental Monitoring ParametersPravin KumarPas encore d'évaluation
- PidDocument10 pagesPidPravin KumarPas encore d'évaluation
- Hazardous Waste MOEFDocument12 pagesHazardous Waste MOEFPravin KumarPas encore d'évaluation
- Tafa CoatingDocument10 pagesTafa CoatingPravin KumarPas encore d'évaluation
- Oil Guns and Gas Firing Equipment PDFDocument24 pagesOil Guns and Gas Firing Equipment PDFPravin KumarPas encore d'évaluation
- 1 - Positive Attitude Is EverythingDocument15 pages1 - Positive Attitude Is EverythingPravin KumarPas encore d'évaluation
- Mechanical IES2013objective Paper 1Document19 pagesMechanical IES2013objective Paper 1modisuryaharshaPas encore d'évaluation
- Boiler Feedwater PumpsDocument2 pagesBoiler Feedwater PumpsPravin KumarPas encore d'évaluation
- Hazardous Waste ManagementDocument3 pagesHazardous Waste ManagementPravin KumarPas encore d'évaluation
- Performance Evaluation of Air Preheater in Thermal Power PlantDocument1 pagePerformance Evaluation of Air Preheater in Thermal Power PlantPravin KumarPas encore d'évaluation
- How Much Water Is Required To Generate 1kw of ElectricityDocument1 pageHow Much Water Is Required To Generate 1kw of ElectricityPravin KumarPas encore d'évaluation
- Performance Evaluation and Optimization of Air Preheater in Thermal Power PlantDocument9 pagesPerformance Evaluation and Optimization of Air Preheater in Thermal Power PlantIAEME PublicationPas encore d'évaluation
- What Is Scooptube in Boiler Feed Pump (BFPDocument1 pageWhat Is Scooptube in Boiler Feed Pump (BFPPravin KumarPas encore d'évaluation
- Coal Fired Steam Boiler Temperature Regulation 1 638Document1 pageCoal Fired Steam Boiler Temperature Regulation 1 638Pravin KumarPas encore d'évaluation
- Boiler Feed Pumps TpsDocument1 pageBoiler Feed Pumps TpsPravin KumarPas encore d'évaluation
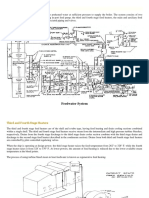
- Feedwater SystemDocument5 pagesFeedwater SystemPravin KumarPas encore d'évaluation
- Marine Boiler Water Level ControlDocument2 pagesMarine Boiler Water Level ControlPravin KumarPas encore d'évaluation
- Pumps For Thermal Power Stations Boiler Feed PumpsDocument2 pagesPumps For Thermal Power Stations Boiler Feed PumpsPravin KumarPas encore d'évaluation
- Name of The Business-Rainbow Blooms LLC. Executive SummaryDocument17 pagesName of The Business-Rainbow Blooms LLC. Executive SummaryAhamed AliPas encore d'évaluation
- Ict's - 2022 - Mentorship - Summarized - Thread - by - Trader - Theory - Sep 22, 22 - From - RattibhaDocument11 pagesIct's - 2022 - Mentorship - Summarized - Thread - by - Trader - Theory - Sep 22, 22 - From - RattibhaChristiana OnyinyePas encore d'évaluation
- LMSTC Questionnaire EFFECTIVENESS IN THE IMPLEMENTATION OF LUCENA MANPOWER SKILLS TRAINING CENTER BASIS FOR PROGRAM ENHANCEMENTDocument3 pagesLMSTC Questionnaire EFFECTIVENESS IN THE IMPLEMENTATION OF LUCENA MANPOWER SKILLS TRAINING CENTER BASIS FOR PROGRAM ENHANCEMENTCriselda Cabangon DavidPas encore d'évaluation
- Resa Auditing Theorydocx - CompressDocument64 pagesResa Auditing Theorydocx - CompressMaePas encore d'évaluation
- Purification of Dilactide by Melt CrystallizationDocument4 pagesPurification of Dilactide by Melt CrystallizationRaj SolankiPas encore d'évaluation
- 5G NR Essentials Guide From IntelefyDocument15 pages5G NR Essentials Guide From IntelefyUzair KhanPas encore d'évaluation
- Learning Module - Joints, Taps and SplicesDocument9 pagesLearning Module - Joints, Taps and SplicesCarlo Cartagenas100% (1)
- Course Outline Cbmec StratmgtDocument2 pagesCourse Outline Cbmec StratmgtskyiePas encore d'évaluation
- 2021-01-01 - Project (Construction) - One TemplateDocument1 699 pages2021-01-01 - Project (Construction) - One TemplatemayalogamPas encore d'évaluation
- Review and Basic Principles of PreservationDocument43 pagesReview and Basic Principles of PreservationKarl Marlou Bantaculo100% (1)
- TRAVEL POLICY CARLO URRIZA OLIVAR Standard Insurance Co. Inc - Travel Protect - Print CertificateDocument4 pagesTRAVEL POLICY CARLO URRIZA OLIVAR Standard Insurance Co. Inc - Travel Protect - Print CertificateCarlo OlivarPas encore d'évaluation
- DXFtoGerberConversionGuide Rev2!12!10 13Document8 pagesDXFtoGerberConversionGuide Rev2!12!10 13Tomasz BarwińskiPas encore d'évaluation
- Technology 6 B Matrixed Approach ToDocument12 pagesTechnology 6 B Matrixed Approach ToNevin SunnyPas encore d'évaluation
- Coefficient of Restitution - Center of MassDocument3 pagesCoefficient of Restitution - Center of MassMannyCesPas encore d'évaluation
- Aqa Ms Ss1a W QP Jun13Document20 pagesAqa Ms Ss1a W QP Jun13prsara1975Pas encore d'évaluation
- Multi-Media Approach To Teaching-LearningDocument8 pagesMulti-Media Approach To Teaching-LearningswethashakiPas encore d'évaluation
- Microbiological Quality Ice CreamDocument9 pagesMicrobiological Quality Ice CreamocortezlariosPas encore d'évaluation
- Frequently Asked Questions: Lecture 7 To 9 Hydraulic PumpsDocument5 pagesFrequently Asked Questions: Lecture 7 To 9 Hydraulic PumpsJatadhara GSPas encore d'évaluation
- Subject: PSCP (15-10-19) : Syllabus ContentDocument4 pagesSubject: PSCP (15-10-19) : Syllabus ContentNikunjBhattPas encore d'évaluation
- ITCNASIA23 - Visitor GuideDocument24 pagesITCNASIA23 - Visitor Guideibrahim shabbirPas encore d'évaluation
- Different Principles Tools and Techniques in Creating A BusinessDocument5 pagesDifferent Principles Tools and Techniques in Creating A BusinessLuna LedezmaPas encore d'évaluation
- Ebook Stackoverflow For ItextDocument336 pagesEbook Stackoverflow For ItextAnonymous cZTeTlkag9Pas encore d'évaluation
- Steve Jobs TalkDocument3 pagesSteve Jobs TalkDave CPas encore d'évaluation
- Sheet (8) Synchronous Machine Problem (1) :: SolutionDocument5 pagesSheet (8) Synchronous Machine Problem (1) :: Solutionمكاريوس عيادPas encore d'évaluation
- DLL in Health 7 3rd QuarterDocument2 pagesDLL in Health 7 3rd QuarterJuna Lyn Hermida ArellonPas encore d'évaluation
- Southern California International Gateway Final Environmental Impact ReportDocument40 pagesSouthern California International Gateway Final Environmental Impact ReportLong Beach PostPas encore d'évaluation
- WFM 5101 Watershed Hydrology: Shammi HaqueDocument18 pagesWFM 5101 Watershed Hydrology: Shammi HaquejahirPas encore d'évaluation