Vous aimerez peut-être aussi
- ÉlectroDocument8 pagesÉlectroTUNIMECAPas encore d'évaluation
- Résistance Des Matériaux 2 Baccalauréat Design Industriel Interrogation 1 2008 - 2009Document6 pagesRésistance Des Matériaux 2 Baccalauréat Design Industriel Interrogation 1 2008 - 2009yfuyyPas encore d'évaluation
- Chapitre 2 Les Cycles Fixes de TournageDocument24 pagesChapitre 2 Les Cycles Fixes de Tournagesummaries & Goals ملخصات وأهدافPas encore d'évaluation
- Serie Theorie de CoupeDocument9 pagesSerie Theorie de Coupezouga zougaPas encore d'évaluation
- Chapitre 4 Les Cycles Fixes de TournageDocument24 pagesChapitre 4 Les Cycles Fixes de TournageAmeni Khaled100% (3)
- Exo MOCNDocument14 pagesExo MOCNSahil MohamedPas encore d'évaluation
- Devoir Vraie KammouniDocument6 pagesDevoir Vraie KammouniChamlal WadiaPas encore d'évaluation
- Généralités - EnfonçageDocument16 pagesGénéralités - EnfonçageAbdelghani EloudinniPas encore d'évaluation
- Examen Productique1 2019-CorrigéDocument3 pagesExamen Productique1 2019-CorrigéThouraya SaddiPas encore d'évaluation
- Fiche Technqiue Cable IncendieDocument3 pagesFiche Technqiue Cable IncendieFatima HamdiPas encore d'évaluation
- Fiches NewDocument4 pagesFiches NewZakaria BelrhzalPas encore d'évaluation
- Les Types D'usinage Par Électro-ÉrosionDocument11 pagesLes Types D'usinage Par Électro-ÉrosionBensaid Mouhib100% (1)
- TP de SoudageDocument13 pagesTP de Soudagerobertmutabi1Pas encore d'évaluation
- Sist Metal-Fiche Technique-PoutrelleDocument4 pagesSist Metal-Fiche Technique-PoutrelleFay OulebPas encore d'évaluation
- Fiches Techniques: T4V7H 355-03Z-M20-2138Document6 pagesFiches Techniques: T4V7H 355-03Z-M20-2138ocpbenguerir22Pas encore d'évaluation
- DC-Novembre 2019 - CNC-1Document4 pagesDC-Novembre 2019 - CNC-1hannachi medaminePas encore d'évaluation
- Exercice CN TOURNAGEDocument5 pagesExercice CN TOURNAGEBouallegue Mounir0% (1)
- CNCDocument22 pagesCNCya ssminePas encore d'évaluation
- Compte Rendu Tournage CNDocument7 pagesCompte Rendu Tournage CNNour Khenine100% (1)
- 2KJ3308-5HJ13-6FA2-Z D02+G20+G23+G34+G49+G77+G78+H09+K01+K06+K26+L02+L12+L75+M68+N41+W10+W11+W12 Datasheet FR enDocument2 pages2KJ3308-5HJ13-6FA2-Z D02+G20+G23+G34+G49+G77+G78+H09+K01+K06+K26+L02+L12+L75+M68+N41+W10+W11+W12 Datasheet FR enJechrist DetchitemboPas encore d'évaluation
- Champ Magnétiques Dans Les Machine Électrique.: Présente ParDocument10 pagesChamp Magnétiques Dans Les Machine Électrique.: Présente ParBį BįčhøūPas encore d'évaluation
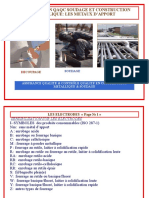
- Cours Sur Le Metal D'apport - Gustave NgokaDocument20 pagesCours Sur Le Metal D'apport - Gustave NgokaGustave NGOKAPas encore d'évaluation
- Rapport TP Tournage Avec Machine-Outil À Commande Numérique-G10Document5 pagesRapport TP Tournage Avec Machine-Outil À Commande Numérique-G10ismail kaddachPas encore d'évaluation
- Djouweinan Yves (Rapport)Document8 pagesDjouweinan Yves (Rapport)Djouweinannodji YvesPas encore d'évaluation
- TD Tournage Niveau 3Document2 pagesTD Tournage Niveau 3Iheb KahouachPas encore d'évaluation
- Disjoncteurs Fiche TechniqueDocument8 pagesDisjoncteurs Fiche TechniqueAbdellah BennisPas encore d'évaluation
- Ameni ZemzmiDocument24 pagesAmeni ZemzmiAmeni Zemzmi40% (5)
- Examen 2zDocument3 pagesExamen 2zMadani MadaniPas encore d'évaluation
- Dossier EleveDocument9 pagesDossier ElevekaoutarPas encore d'évaluation
- Comde Électro Mot THDocument63 pagesComde Électro Mot THayoubPas encore d'évaluation
- LEG008011Document11 pagesLEG008011KouassiPas encore d'évaluation
- Datasheet WL260-F270 6020976 FRDocument8 pagesDatasheet WL260-F270 6020976 FRRachid MoussaouiPas encore d'évaluation
- Caractéristiques Techniques F200K ... / F200K ... Ex-II ... / F200K ... ExDocument5 pagesCaractéristiques Techniques F200K ... / F200K ... Ex-II ... / F200K ... Exإبراهيم الزايدي الكيحلPas encore d'évaluation
- Découpeur Plasma Portatif CUT40/50/60/80/100/160ADocument20 pagesDécoupeur Plasma Portatif CUT40/50/60/80/100/160AVitalisPas encore d'évaluation
- Formulaire Compte Rendu TP1Document14 pagesFormulaire Compte Rendu TP1jy100% (1)
- Datasheet KT5W-2N1116 1018045 FRDocument8 pagesDatasheet KT5W-2N1116 1018045 FRLarbi LouhichiPas encore d'évaluation
- Devis Nkolda 123Document3 pagesDevis Nkolda 123Michel TobioPas encore d'évaluation
- TxD2 - FbAaODocument17 pagesTxD2 - FbAaOhamza chaabaniPas encore d'évaluation
- Cable FRN1X1G1Document3 pagesCable FRN1X1G1adem nejmaPas encore d'évaluation
- Itec Bar GT p11fDocument2 pagesItec Bar GT p11fruterboyPas encore d'évaluation
- Sujetsomab350 PDFDocument6 pagesSujetsomab350 PDFMakrem CherifPas encore d'évaluation
- Programmation Theorique PDFDocument12 pagesProgrammation Theorique PDFالمركز الخاص بالتكوين المهنيPas encore d'évaluation
- Poste de Soudage Multiprocede Citomig 200mp Oerlikon FRDocument4 pagesPoste de Soudage Multiprocede Citomig 200mp Oerlikon FRLuluPas encore d'évaluation
- Datasheet RT-P2231 1063190 FRDocument6 pagesDatasheet RT-P2231 1063190 FRKarim BazizPas encore d'évaluation
- Soudage À L'arcDocument10 pagesSoudage À L'arcMekki FarahPas encore d'évaluation
- E52 Vdef PDFDocument28 pagesE52 Vdef PDFSimoMonkadPas encore d'évaluation
- NOTICE HE FR enDocument3 pagesNOTICE HE FR enYahya BouaalalaPas encore d'évaluation
- TD2 Transmission Palan MotDocument6 pagesTD2 Transmission Palan MotFerchichi HatemPas encore d'évaluation
- RéservoirDocument11 pagesRéservoirtraore zachariePas encore d'évaluation
- FT N207 Elti-1c FR - 012020Document2 pagesFT N207 Elti-1c FR - 012020Abdelwahed El AlamiPas encore d'évaluation
- TP 2 ELTDocument6 pagesTP 2 ELTmor sliPas encore d'évaluation
- Examen Productique1-TF 2021Document2 pagesExamen Productique1-TF 2021Oumayma BoudaboussPas encore d'évaluation
- TD2 SoudureDocument1 pageTD2 SoudureRebika ArmyPas encore d'évaluation
- C Users Hafaifa Desktop TravauxScientifiquesralissen2015 CommunicationInternationale20155Document12 pagesC Users Hafaifa Desktop TravauxScientifiquesralissen2015 CommunicationInternationale20155Salim MohamedPas encore d'évaluation
- CCP TSI Mod 2017 Vibrofoncage Sujet PDFDocument16 pagesCCP TSI Mod 2017 Vibrofoncage Sujet PDFTheo PotelPas encore d'évaluation
- Datenblatt LBL PDFDocument2 pagesDatenblatt LBL PDFRobert DeaconuPas encore d'évaluation
- 602 - N Helio CH + FRDocument6 pages602 - N Helio CH + FRAli BENSEBIAPas encore d'évaluation
- Le syndrome périodique associé à la cryopyrine (CAPS)D'EverandLe syndrome périodique associé à la cryopyrine (CAPS)Pas encore d'évaluation
- A propos du Digital!: Le digital pour tous! Le numérique en questions/réponses pour le modélisme ferroviaireD'EverandA propos du Digital!: Le digital pour tous! Le numérique en questions/réponses pour le modélisme ferroviaireÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Moulages Des Alliages D'aluminium Généralités - Moules DestrucDocument14 pagesMoulages Des Alliages D'aluminium Généralités - Moules DestrucCherche Annonce AnnoncePas encore d'évaluation
- Mocn 2 PDFDocument46 pagesMocn 2 PDFBentchikou MohPas encore d'évaluation
- Electro PDFDocument8 pagesElectro PDFCherche Annonce AnnoncePas encore d'évaluation
- La Programmation Des MOCN - Codes ISO PDFDocument8 pagesLa Programmation Des MOCN - Codes ISO PDFCherche Annonce AnnoncePas encore d'évaluation
- La Programmation Des MOCN - Codes ISO PDFDocument8 pagesLa Programmation Des MOCN - Codes ISO PDFCherche Annonce AnnoncePas encore d'évaluation
- Chapitre I 2012Document24 pagesChapitre I 2012Cherche Annonce Annonce0% (1)
- Chapitre II 2012Document18 pagesChapitre II 2012Cherche Annonce AnnoncePas encore d'évaluation
- Chapitre III 2012Document13 pagesChapitre III 2012Cherche Annonce Annonce100% (1)
- Les Differents Procedes - Cours - MoulageDocument48 pagesLes Differents Procedes - Cours - MoulageCherche Annonce AnnoncePas encore d'évaluation
- CVDocument2 pagesCVCherche Annonce Annonce33% (3)
- Tuto Usi catiaV5R15Document10 pagesTuto Usi catiaV5R15mounirgemPas encore d'évaluation
- Programmation Commande NumeriqueDocument12 pagesProgrammation Commande NumeriquetarekPas encore d'évaluation
- CV December2016Document4 pagesCV December2016Cherche Annonce AnnoncePas encore d'évaluation
- Les Conditions de CoupesDocument15 pagesLes Conditions de CoupesNeoXana01Pas encore d'évaluation