Vous aimerez peut-être aussi
- Dissolution of Partnership FirmDocument5 pagesDissolution of Partnership FirmPrageeth Roshan WeerathungaPas encore d'évaluation
- Practice Problems: Decision MakingDocument3 pagesPractice Problems: Decision MakingSamar Abdel Rahman100% (1)
- Huc Acc201-Revision Questions May Intake, 2022Document29 pagesHuc Acc201-Revision Questions May Intake, 2022Sritel Boutique HotelPas encore d'évaluation
- Chapter 15 - Applied Problem Solutions PDFDocument4 pagesChapter 15 - Applied Problem Solutions PDFZoha KamalPas encore d'évaluation
- Basic BEP Problems and Solutions PDFDocument3 pagesBasic BEP Problems and Solutions PDFseepumma100% (1)
- CH 1SDocument26 pagesCH 1Snikhil junnarkarPas encore d'évaluation
- Cost Accounting 2 Fourth Year Second Semester 2020-2021 Review Questions CH (7) & CH (8) Part (Dr. El Ghareeb) (5) Presented By: Dr. Ahmed MokhtarDocument11 pagesCost Accounting 2 Fourth Year Second Semester 2020-2021 Review Questions CH (7) & CH (8) Part (Dr. El Ghareeb) (5) Presented By: Dr. Ahmed Mokhtarمحمود احمدPas encore d'évaluation
- Management Science PDFDocument131 pagesManagement Science PDFAngela Lei SanJuan BucadPas encore d'évaluation
- Cengage Eco Dev Chapter 13 - The Environment and Sustainable Development in AsiaDocument32 pagesCengage Eco Dev Chapter 13 - The Environment and Sustainable Development in AsiaArcy LeePas encore d'évaluation
- Tugas Akmen 3.2A - 3.3ADocument2 pagesTugas Akmen 3.2A - 3.3ADias AdhyaksaPas encore d'évaluation
- ABC Sample ProblemsDocument16 pagesABC Sample ProblemsrsalicsicPas encore d'évaluation
- ManAcc Quiz 2Document13 pagesManAcc Quiz 2Deepannita ChakrabortyPas encore d'évaluation
- Practice Questions 3-11 - 2020Document11 pagesPractice Questions 3-11 - 2020MUHAMMAD AZAMPas encore d'évaluation
- Testbank For Business FinanceDocument49 pagesTestbank For Business FinanceSpencer1234556789Pas encore d'évaluation
- Chapter 5: The Expenditure Cycle Part 1: Purchases and Cash Disbursements ProceduresDocument7 pagesChapter 5: The Expenditure Cycle Part 1: Purchases and Cash Disbursements ProceduresAstxilPas encore d'évaluation
- Prologue: Managerial Accounting and The Business EnvironmentDocument156 pagesPrologue: Managerial Accounting and The Business EnvironmentMarcus MonocayPas encore d'évaluation
- ECON 461 Test 1 Fall 2014Document17 pagesECON 461 Test 1 Fall 2014Umaira925Pas encore d'évaluation
- w9 - L2 - Review For Lecture Midterm 2Document14 pagesw9 - L2 - Review For Lecture Midterm 2Rashid AyubiPas encore d'évaluation
- 0462Document4 pages0462tinuPas encore d'évaluation
- Management Science FinalDocument8 pagesManagement Science FinalAAUMCLPas encore d'évaluation
- CFF 3 Im 04Document33 pagesCFF 3 Im 04AL SeneedaPas encore d'évaluation
- Advanced Accounting BU 455A Spring 2013 Test OneDocument14 pagesAdvanced Accounting BU 455A Spring 2013 Test OneMichael Tai Maimoni100% (2)
- Mathematical ModelingDocument3 pagesMathematical Modelingcumimayang0% (1)
- Quiz 2 Cost AccountingDocument1 pageQuiz 2 Cost AccountingRocel DomingoPas encore d'évaluation
- Tutorial - Chapter 3 - Consumer Behaviour - QuestionsDocument5 pagesTutorial - Chapter 3 - Consumer Behaviour - QuestionsNandiie100% (2)
- Accounting and Controlling Labor CostDocument14 pagesAccounting and Controlling Labor Costfirestorm riveraPas encore d'évaluation
- This Study Resource Was: Econ 315 Connect HW CHP 8Document6 pagesThis Study Resource Was: Econ 315 Connect HW CHP 8Reniella AllejePas encore d'évaluation
- Assignment No.2 206Document5 pagesAssignment No.2 206Halimah SheikhPas encore d'évaluation
- Case 11-1 2004Document2 pagesCase 11-1 2004Bitan BanerjeePas encore d'évaluation
- HO3 - Cost Concepts and Estimation PDFDocument9 pagesHO3 - Cost Concepts and Estimation PDFPATRICIA PEREZPas encore d'évaluation
- Chapter 4 Test BankDocument13 pagesChapter 4 Test Bankwasif ahmedPas encore d'évaluation
- Session 2Document8 pagesSession 2Muhammad Haris100% (1)
- Chapter 3Document54 pagesChapter 3Enges Formula100% (1)
- Module 2. Cost-Volume-Profit AnalysisDocument10 pagesModule 2. Cost-Volume-Profit AnalysisAnnalyn ArnaldoPas encore d'évaluation
- Soal-Soal Capital Budgeting # 1Document2 pagesSoal-Soal Capital Budgeting # 1Danang0% (2)
- Week 3 Discussion ProblemsDocument23 pagesWeek 3 Discussion ProblemsKiran JojiPas encore d'évaluation
- Intro To Cost Accounting ReviewerDocument2 pagesIntro To Cost Accounting ReviewerJosephine YenPas encore d'évaluation
- What Interesting Things Are Seen On EnronDocument16 pagesWhat Interesting Things Are Seen On Enronjeffau88Pas encore d'évaluation
- MA Tutorial 2Document6 pagesMA Tutorial 2Jia WenPas encore d'évaluation
- Inventory MGMT ComprehensiveDocument4 pagesInventory MGMT ComprehensivebigbaekPas encore d'évaluation
- Problems and Exercises in Introduction in Acctg and CVPDocument4 pagesProblems and Exercises in Introduction in Acctg and CVPJanellePas encore d'évaluation
- Chapter Review Guide QuestionsDocument1 pageChapter Review Guide QuestionsRick RantePas encore d'évaluation
- Quizzes in Cost AccountingDocument31 pagesQuizzes in Cost AccountingRicalyn BugarinPas encore d'évaluation
- Complete Mock Mcqs DoneDocument49 pagesComplete Mock Mcqs Doneadil jahangir100% (1)
- 4-28. Job Costing Actual, Normal, and Variation From Normal CostingDocument2 pages4-28. Job Costing Actual, Normal, and Variation From Normal CostingFadilah KamilahPas encore d'évaluation
- 0568-Cost and Management AccountingDocument7 pages0568-Cost and Management AccountingWaqar AhmadPas encore d'évaluation
- Pom Exam Part 2 PDFDocument11 pagesPom Exam Part 2 PDFREIGN EBONY ANNE AGUSTINPas encore d'évaluation
- Worksheet For Cost Accounting11Document3 pagesWorksheet For Cost Accounting11Abdii Dhufeera100% (1)
- Kelengkapan Rencana Awal Medis 2021Document10 pagesKelengkapan Rencana Awal Medis 2021anggiaPas encore d'évaluation
- TabulasiDocument108 pagesTabulasiFitrinurul PramestiPas encore d'évaluation
- Respondents Data MOBILE PAYMENTDocument15 pagesRespondents Data MOBILE PAYMENTEugenePas encore d'évaluation
- Datos de Modelo LogitDocument28 pagesDatos de Modelo LogitAnonymous DxHNPl0IGPas encore d'évaluation
- Prot - Proyecto 102Document4 pagesProt - Proyecto 102ANGEL DEMETRIO VAZQUEZ PERALTAPas encore d'évaluation
- Tablas de ConversionesDocument19 pagesTablas de Conversioneswapak79654Pas encore d'évaluation
- Taller 3 Mercado LaboralDocument27 pagesTaller 3 Mercado LaboralMaria Carolina Araujo BossioPas encore d'évaluation
- Respondent 1.1 1.2 2.1 2.2 2.3 2.4 2.5Document52 pagesRespondent 1.1 1.2 2.1 2.2 2.3 2.4 2.5ingridPas encore d'évaluation
- Analisis Pas Ganjil 2018 - Kelas 1Document29 pagesAnalisis Pas Ganjil 2018 - Kelas 1Denny YohansyahPas encore d'évaluation
- Ràng Bu C 1Document2 pagesRàng Bu C 1Thanh Phương Thái HoàngPas encore d'évaluation
- Case Study 9Document5 pagesCase Study 9aulia_affaniPas encore d'évaluation
- CDR 6 MRI SelectedDocument144 pagesCDR 6 MRI SelectedaPas encore d'évaluation
- Dell-Strategic MGT-EFE Matrix-UpdatedDocument2 pagesDell-Strategic MGT-EFE Matrix-UpdatedSimantoPreeom100% (1)
- Hofstede's Six Dimensions of CultureDocument9 pagesHofstede's Six Dimensions of CultureSimantoPreeomPas encore d'évaluation
- Questionnaire Survey UpdatedDocument7 pagesQuestionnaire Survey UpdatedSimantoPreeomPas encore d'évaluation
- CH 11 Culture and Subculture Influence On CBDocument10 pagesCH 11 Culture and Subculture Influence On CBSimantoPreeomPas encore d'évaluation
- Sample Design 21Document1 pageSample Design 21SimantoPreeomPas encore d'évaluation
- Chapter 02 - PowerPointDocument20 pagesChapter 02 - PowerPointSimantoPreeom100% (1)
- CH 10 The Family and Social Class Influence On CBDocument24 pagesCH 10 The Family and Social Class Influence On CBSimantoPreeomPas encore d'évaluation
- Chap 3Document20 pagesChap 3SimantoPreeomPas encore d'évaluation
- Chapter 9 - Communication and Consumer BehaviorDocument17 pagesChapter 9 - Communication and Consumer BehaviorSimantoPreeomPas encore d'évaluation
- CH 3 STP and CBDocument27 pagesCH 3 STP and CBSimantoPreeom100% (1)
- Chapter 01 PowerPoint BBADocument26 pagesChapter 01 PowerPoint BBASimantoPreeomPas encore d'évaluation
- IT InfrastructureDocument3 pagesIT InfrastructureSimantoPreeomPas encore d'évaluation
- Global Marketing - Chapter 13 - Global Marketing Communications DecisionsDocument45 pagesGlobal Marketing - Chapter 13 - Global Marketing Communications DecisionsSimantoPreeomPas encore d'évaluation
- Chapter-5 - Customer Perceptions of ServicesDocument23 pagesChapter-5 - Customer Perceptions of ServicesSimantoPreeom50% (4)
- TQM Tools in MFG and Service IndustriesDocument29 pagesTQM Tools in MFG and Service IndustriesSimantoPreeomPas encore d'évaluation
- Updated Promo On April2017 TextDocument117 pagesUpdated Promo On April2017 TextSimantoPreeomPas encore d'évaluation
- Chapter-4 - Customer Expectations of ServiceDocument28 pagesChapter-4 - Customer Expectations of ServiceSimantoPreeomPas encore d'évaluation
- Chapter 4 - Choosing Brand ElementsDocument23 pagesChapter 4 - Choosing Brand ElementsSimantoPreeom100% (1)
- Chapter-1 - Introduction To ServicesDocument30 pagesChapter-1 - Introduction To ServicesSimantoPreeom100% (1)
- Continuous Improvement Strategies in TQMDocument28 pagesContinuous Improvement Strategies in TQMSimantoPreeomPas encore d'évaluation
- House Rent and Other ChargesDocument1 pageHouse Rent and Other ChargesSimantoPreeomPas encore d'évaluation
- Course Outline - Social Media and Digital Marketing - Fall 2016-2017 SemesterDocument5 pagesCourse Outline - Social Media and Digital Marketing - Fall 2016-2017 SemesterSimantoPreeomPas encore d'évaluation
- IMC Assignment For Final Examination - TVC Making & Print Advertisement DevelopmentDocument4 pagesIMC Assignment For Final Examination - TVC Making & Print Advertisement DevelopmentSimantoPreeomPas encore d'évaluation
- Iso and TQMDocument10 pagesIso and TQMSimantoPreeomPas encore d'évaluation
- Origin ManualDocument186 pagesOrigin ManualmariaPas encore d'évaluation
- Quality Control of Rigid Pavements 1Document58 pagesQuality Control of Rigid Pavements 1pranjpatil100% (1)
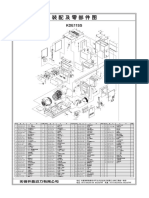
- KDE11SSDocument2 pagesKDE11SSluisgomezpasion1Pas encore d'évaluation
- AMICO Bar Grating CatalogDocument57 pagesAMICO Bar Grating CatalogAdnanPas encore d'évaluation
- Five Reasons Hazards Are Downplayed or Not ReportedDocument19 pagesFive Reasons Hazards Are Downplayed or Not ReportedMichael Kovach100% (1)
- Chapter 13 CarbohydratesDocument15 pagesChapter 13 CarbohydratesShanna Sophia PelicanoPas encore d'évaluation
- (20836104 - Artificial Satellites) Investigation of The Accuracy of Google Earth Elevation DataDocument9 pages(20836104 - Artificial Satellites) Investigation of The Accuracy of Google Earth Elevation DataSunidhi VermaPas encore d'évaluation
- Song Book Inner PagesDocument140 pagesSong Book Inner PagesEliazer PetsonPas encore d'évaluation
- Nikos MIDI Pack - Chord Progression GuideDocument5 pagesNikos MIDI Pack - Chord Progression GuideSamuel ThompsonPas encore d'évaluation
- Existentialism in CinemaDocument25 pagesExistentialism in CinemanormatthewPas encore d'évaluation
- De Thi Hoc Ki 1 Lop 11 Mon Tieng Anh Co File Nghe Nam 2020Document11 pagesDe Thi Hoc Ki 1 Lop 11 Mon Tieng Anh Co File Nghe Nam 2020HiềnPas encore d'évaluation
- Unit 1 Module 3 Rep in PlantsDocument26 pagesUnit 1 Module 3 Rep in Plantstamesh jodhanPas encore d'évaluation
- EMD Question Bank II 2Document4 pagesEMD Question Bank II 2Soham MisalPas encore d'évaluation
- 2nd Term Project 4º Eso Beauty Canons 2015-16 DefinitivoDocument2 pages2nd Term Project 4º Eso Beauty Canons 2015-16 DefinitivopasferacosPas encore d'évaluation
- Pioneer 1019ah-K Repair ManualDocument162 pagesPioneer 1019ah-K Repair ManualjekPas encore d'évaluation
- Alchemy of The HeartDocument7 pagesAlchemy of The HeartAbdul RahimPas encore d'évaluation
- Coaxial Cable Attenuation ChartDocument6 pagesCoaxial Cable Attenuation ChartNam PhamPas encore d'évaluation
- SG110CX: Multi-MPPT String Inverter For SystemDocument2 pagesSG110CX: Multi-MPPT String Inverter For SystemKatherine SmithPas encore d'évaluation
- BiografijaDocument36 pagesBiografijaStjepan ŠkalicPas encore d'évaluation
- KPI AssignmentDocument7 pagesKPI AssignmentErfan Ahmed100% (1)
- Alfa Week 1Document13 pagesAlfa Week 1Cikgu kannaPas encore d'évaluation
- Shri Naina Devi Aarti English 167Document5 pagesShri Naina Devi Aarti English 167ratt182Pas encore d'évaluation
- Tangerine - Breakfast Set Menu Wef 16 Dec UpdatedDocument3 pagesTangerine - Breakfast Set Menu Wef 16 Dec Updateddeveloper louPas encore d'évaluation
- Philodendron Plants CareDocument4 pagesPhilodendron Plants CareSabre FortPas encore d'évaluation
- Immunity Question Paper For A Level BiologyDocument2 pagesImmunity Question Paper For A Level BiologyJansi Angel100% (1)
- Applying For A Job: Pre-ReadingDocument5 pagesApplying For A Job: Pre-ReadingDianitta MaciasPas encore d'évaluation
- Chapter 5 Constructing An Agile Implementation PlanDocument4 pagesChapter 5 Constructing An Agile Implementation PlanAHMADPas encore d'évaluation
- Jonathan Livingston Seagull - Richard Bach - (SAW000) PDFDocument39 pagesJonathan Livingston Seagull - Richard Bach - (SAW000) PDFAdrià SonetPas encore d'évaluation
- Module 5 What Is Matter PDFDocument28 pagesModule 5 What Is Matter PDFFLORA MAY VILLANUEVAPas encore d'évaluation
- Ej. 1 Fin CorpDocument3 pagesEj. 1 Fin CorpChantal AvilesPas encore d'évaluation