Vous aimerez peut-être aussi
- Welding Inspector Interview QuestionDocument21 pagesWelding Inspector Interview Questionjeswin100% (5)
- FBC MNCS Service-, Error-, Infocodes ENDocument23 pagesFBC MNCS Service-, Error-, Infocodes ENDragos Stoian100% (1)
- Quartile1 PDFDocument2 pagesQuartile1 PDFHanifah Edres DalumaPas encore d'évaluation
- Welding Electrode Selection GuideDocument2 pagesWelding Electrode Selection GuideShanmuga Navaneethan100% (1)
- Zinc CoatingsDocument16 pagesZinc CoatingsShojikuriakoseT100% (2)
- Quick Study For Computer Keyboard Short CutsDocument2 pagesQuick Study For Computer Keyboard Short Cutsmahazari100% (3)
- SMAST - 150kW 02190 - 200929091953Document67 pagesSMAST - 150kW 02190 - 200929091953David GarciaPas encore d'évaluation
- Miller Welding TitaniumDocument20 pagesMiller Welding TitaniumrcpretoriusPas encore d'évaluation
- ANSI FlangeDocument10 pagesANSI FlangemechftpPas encore d'évaluation
- Asme Guide For Sec Viii Div 1Document1 pageAsme Guide For Sec Viii Div 1siddharth pawarPas encore d'évaluation
- Material Comparison ListDocument1 pageMaterial Comparison Listdarren84Pas encore d'évaluation
- Api600 Valve Trim ChartDocument2 pagesApi600 Valve Trim ChartBoankPas encore d'évaluation
- How To Order Alfa ValveDocument0 pageHow To Order Alfa ValveZoebairPas encore d'évaluation
- Sample2 DrawingDocument1 pageSample2 DrawingganeshPas encore d'évaluation
- PWHTDocument57 pagesPWHTssPas encore d'évaluation
- PR VESSEL FABRICATION - Awareness Session - 16.11.19Document50 pagesPR VESSEL FABRICATION - Awareness Session - 16.11.19avik100% (1)
- Astm A182 - Astm A182Document7 pagesAstm A182 - Astm A182phresendePas encore d'évaluation
- Material P NumberDocument11 pagesMaterial P NumberChaitanya Sai TPas encore d'évaluation
- Piping Inspection 22.01.2020Document72 pagesPiping Inspection 22.01.2020KarthikPas encore d'évaluation
- Nonferrous Alloys Al-6069Document16 pagesNonferrous Alloys Al-6069FMMServicesPas encore d'évaluation
- SC20 Sample CoolerDocument3 pagesSC20 Sample CoolerjdanastasPas encore d'évaluation
- GTAW Welding of CP Titanium and Ti6Al4VDocument1 pageGTAW Welding of CP Titanium and Ti6Al4VDeepak KumarPas encore d'évaluation
- Smith Gasket BrochureDocument29 pagesSmith Gasket BrochureJeesan MathewPas encore d'évaluation
- Presentation For KOM Vendor-SubcontDocument19 pagesPresentation For KOM Vendor-Subcontahmad kusumaPas encore d'évaluation
- Finned Tube Heat ExchangerDocument4 pagesFinned Tube Heat ExchangerneelPas encore d'évaluation
- JIS SectionDocument2 pagesJIS SectionthakrarhitsPas encore d'évaluation
- En 13121-3:2008+a1:2010 (E)Document1 pageEn 13121-3:2008+a1:2010 (E)TIME STAR COMPOSITEPas encore d'évaluation
- ASME B31.3 InterpretationsDocument44 pagesASME B31.3 InterpretationsChickenChick07Pas encore d'évaluation
- Camlock Couplings Fittings OverviewDocument21 pagesCamlock Couplings Fittings OverviewLokeshHkPas encore d'évaluation
- Page No:-Rev: - Doc., No: - Tag No: - 01. Cover Sheet Manufacture AddressDocument93 pagesPage No:-Rev: - Doc., No: - Tag No: - 01. Cover Sheet Manufacture AddressSiva baalanPas encore d'évaluation
- Studded Outlet HSB News Letter PDFDocument4 pagesStudded Outlet HSB News Letter PDFG.SWAMIPas encore d'évaluation
- New Microsoft Word DocumentDocument24 pagesNew Microsoft Word DocumentGaurav TripathiPas encore d'évaluation
- Instructed By: Hossein Sadeghi: An Introduction To Welded Tanks For Oil Storage, Api Standard 650Document287 pagesInstructed By: Hossein Sadeghi: An Introduction To Welded Tanks For Oil Storage, Api Standard 650Tania HuqPas encore d'évaluation
- Dim of Pipes Flanges and FittingsDocument10 pagesDim of Pipes Flanges and FittingsGeorge Manuel100% (1)
- Tabla de Referencia de Materiales: Material Reference ChartDocument2 pagesTabla de Referencia de Materiales: Material Reference Chartsateesh chandPas encore d'évaluation
- SMAW Electrode IdentificationDocument2 pagesSMAW Electrode IdentificationAsim AliPas encore d'évaluation
- Steel Specification-Kalyani ForgeDocument8 pagesSteel Specification-Kalyani ForgedramiltPas encore d'évaluation
- CCUG P91 Fabrication Guidelines Dave Buzza-1Document22 pagesCCUG P91 Fabrication Guidelines Dave Buzza-1Ranjith KumarPas encore d'évaluation
- Sample2 DrawingDocument1 pageSample2 DrawingSourav HaitPas encore d'évaluation
- Process Industry Practices Coatings: PIP CTCE1000 External Coating System Selection CriteriaDocument27 pagesProcess Industry Practices Coatings: PIP CTCE1000 External Coating System Selection CriteriaCarlos Maldonado SalazarPas encore d'évaluation
- Welding ConsumablesDocument1 pageWelding ConsumablesBalakumarPas encore d'évaluation
- Post Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12Document18 pagesPost Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12mohd as shahiddin jafriPas encore d'évaluation
- Titan Flow Control, IncDocument178 pagesTitan Flow Control, IncKemQuePas encore d'évaluation
- Weld Visual Inspection For Store Girder 1Document1 pageWeld Visual Inspection For Store Girder 1Ashwani DograPas encore d'évaluation
- Corrosion Resistance TablesDocument9 pagesCorrosion Resistance TablesManoj BPas encore d'évaluation
- L&T Double Block and Bleed Plug ValvesDocument12 pagesL&T Double Block and Bleed Plug Valvesvijay10484Pas encore d'évaluation
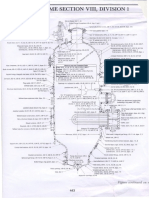
- Quick Reference Guide: Section VIII, Division I - 2017 EditionDocument1 pageQuick Reference Guide: Section VIII, Division I - 2017 EditionVenicio AchermanPas encore d'évaluation
- Coating Materials For Metal-Seated Ball Valves: Ensuring Tight Shut-Off and Extreme Reliability in ServiceDocument6 pagesCoating Materials For Metal-Seated Ball Valves: Ensuring Tight Shut-Off and Extreme Reliability in Serviceharish mohammedPas encore d'évaluation
- Selection of Bolting Materials, Carbon and Alloy Steel For PDocument7 pagesSelection of Bolting Materials, Carbon and Alloy Steel For PswatkoolPas encore d'évaluation
- Filters Strainers Barton PDFDocument81 pagesFilters Strainers Barton PDFEdward Julian100% (1)
- HT Heat ExchangerDocument17 pagesHT Heat Exchangerpatel jatinPas encore d'évaluation
- Welding Technology Steelconstr - EngDocument32 pagesWelding Technology Steelconstr - EngLukman Tarigan SumatraPas encore d'évaluation
- Titanium Guide PDFDocument48 pagesTitanium Guide PDFthanghanvicoPas encore d'évaluation
- Final Welding of Ti Alloys and MG AlloysDocument32 pagesFinal Welding of Ti Alloys and MG AlloysArjyajyoti GoswamiPas encore d'évaluation
- Steel, Strip, High-Carbon, Cold-Rolled, Spring Quality, General Requirements ForDocument5 pagesSteel, Strip, High-Carbon, Cold-Rolled, Spring Quality, General Requirements ForProduction DepartmentPas encore d'évaluation
- Scope Aerospace MaterialsDocument8 pagesScope Aerospace MaterialsmurphygtPas encore d'évaluation
- Mig Handbook (Despark)Document19 pagesMig Handbook (Despark)Izad Bin IdrisPas encore d'évaluation
- Oriental Manufacturers: Title: Purchase Order Specification For Carbon Steel PlatesDocument18 pagesOriental Manufacturers: Title: Purchase Order Specification For Carbon Steel PlatesTejas ShahPas encore d'évaluation
- Stellite Alloys For HardfacingDocument15 pagesStellite Alloys For HardfacingSandeep MatetiPas encore d'évaluation
- Welding of Titanium and Its AlloysDocument3 pagesWelding of Titanium and Its AlloysMuhammed SulfeekPas encore d'évaluation
- About Titanium WeldingDocument6 pagesAbout Titanium Weldingckkashyap0007Pas encore d'évaluation
- Welding of Nickel AlloysDocument4 pagesWelding of Nickel AlloysMuhammed SulfeekPas encore d'évaluation
- An Excellent Reference On Fastener DesignDocument32 pagesAn Excellent Reference On Fastener DesignSuthirak SumranPas encore d'évaluation
- Thermal Spray Coatings of Zinc and Aluminum Zinc MetallizingDocument37 pagesThermal Spray Coatings of Zinc and Aluminum Zinc MetallizingromwamaPas encore d'évaluation
- List of Piping CodesDocument43 pagesList of Piping CodesRathnakrajaPas encore d'évaluation
- Final TNSET 2018 Notification (12.12.2017)Document16 pagesFinal TNSET 2018 Notification (12.12.2017)venkatgramPas encore d'évaluation
- Top 10 Most Populated Countries in The WorldDocument20 pagesTop 10 Most Populated Countries in The WorldRathnakrajaPas encore d'évaluation
- Helen Keller Love Quotes and SayingsDocument8 pagesHelen Keller Love Quotes and SayingsRathnakrajaPas encore d'évaluation
- Visual Inspection ProcedureDocument589 pagesVisual Inspection ProcedureRathnakrajaPas encore d'évaluation
- Helen Keller Love Quotes and SayingsDocument8 pagesHelen Keller Love Quotes and SayingsRathnakrajaPas encore d'évaluation
- Stainless Selection PDFDocument1 pageStainless Selection PDFRathnakrajaPas encore d'évaluation
- Intergranular Crack (Igc)Document11 pagesIntergranular Crack (Igc)RathnakrajaPas encore d'évaluation
- TNPSCDocument28 pagesTNPSCRathnakrajaPas encore d'évaluation
- Welding InspectorDocument2 pagesWelding InspectorRathnakrajaPas encore d'évaluation
- Hobart Welding Tips PDFDocument24 pagesHobart Welding Tips PDFRathnakrajaPas encore d'évaluation
- HepatomegalyDocument2 pagesHepatomegalyRathnakrajaPas encore d'évaluation
- Nonpolar Covalent Bonds: ChemistryDocument9 pagesNonpolar Covalent Bonds: ChemistryRathnakrajaPas encore d'évaluation
- Clutch: Clutch For A Drive Shaft: The Clutch Disc (Center)Document3 pagesClutch: Clutch For A Drive Shaft: The Clutch Disc (Center)RathnakrajaPas encore d'évaluation
- Line Pipe IsDocument2 pagesLine Pipe IsRathnakrajaPas encore d'évaluation
- B-16-05107 KMT Stellite HardfacingAlloys Brochure en LRDocument28 pagesB-16-05107 KMT Stellite HardfacingAlloys Brochure en LRromanosky11Pas encore d'évaluation
- Nonpolar Covalent Bonds: ChemistryDocument9 pagesNonpolar Covalent Bonds: ChemistryRathnakrajaPas encore d'évaluation
- Solid State Welding ProcessDocument17 pagesSolid State Welding ProcessRathnakrajaPas encore d'évaluation
- Prog CPPDocument736 pagesProg CPPMarcus RGPas encore d'évaluation
- B-16-05107 KMT Stellite HardfacingAlloys Brochure en LRDocument28 pagesB-16-05107 KMT Stellite HardfacingAlloys Brochure en LRromanosky11Pas encore d'évaluation
- Mechanical Inspection / TestDocument7 pagesMechanical Inspection / TestRathnakrajaPas encore d'évaluation
- Causes and Cures of Common Welding TroublesDocument1 pageCauses and Cures of Common Welding TroublesRathnakrajaPas encore d'évaluation
- Teachers Recruitment Board - 6095390 PDFDocument2 pagesTeachers Recruitment Board - 6095390 PDFRathnakrajaPas encore d'évaluation
- Difference Between DT & NDTDocument3 pagesDifference Between DT & NDTRathnakrajaPas encore d'évaluation
- What Is InspectionDocument6 pagesWhat Is InspectionRathnakrajaPas encore d'évaluation
- What Is TPMDocument5 pagesWhat Is TPMRathnakrajaPas encore d'évaluation
- Metallurgists-Quiz No.6 (: Mutiple Choice QuestionsDocument6 pagesMetallurgists-Quiz No.6 (: Mutiple Choice QuestionsRathnakrajaPas encore d'évaluation
- The History of AstrologyDocument36 pagesThe History of AstrologyDharani Dharendra DasPas encore d'évaluation
- End of Summer Course Test August 2021Document16 pagesEnd of Summer Course Test August 2021Thanh Nguyen vanPas encore d'évaluation
- Armadio Presentation-2019Document45 pagesArmadio Presentation-2019Subhash Singh TomarPas encore d'évaluation
- Us Navy To Evaluate Anti Submarine Warfare Training SystemDocument2 pagesUs Navy To Evaluate Anti Submarine Warfare Training SystemVictor PileggiPas encore d'évaluation
- Practice For Mounting Buses & Joints-374561Document11 pagesPractice For Mounting Buses & Joints-374561a_sengar1Pas encore d'évaluation
- Karl MarxDocument4 pagesKarl Marxeirvine noah isidroPas encore d'évaluation
- 1 Circuit TheoryDocument34 pages1 Circuit TheoryLove StrikePas encore d'évaluation
- MA 106: Linear Algebra Tutorial 1: Prof. B.V. Limaye IIT DharwadDocument4 pagesMA 106: Linear Algebra Tutorial 1: Prof. B.V. Limaye IIT Dharwadamar BaroniaPas encore d'évaluation
- Management of DredgedExcavated SedimentDocument17 pagesManagement of DredgedExcavated SedimentMan Ho LamPas encore d'évaluation
- 331-10 331 Operators Manual enDocument12 pages331-10 331 Operators Manual enYahir VidalPas encore d'évaluation
- English Class Vii PDFDocument101 pagesEnglish Class Vii PDFpannapurohitPas encore d'évaluation
- Ict 2120 Animation NC Ii Week 11 20 by Francis Isaac 1Document14 pagesIct 2120 Animation NC Ii Week 11 20 by Francis Isaac 1Chiropractic Marketing NowPas encore d'évaluation
- CulvertsDocument18 pagesCulvertsAmmar A. Ali100% (1)
- Dna Adduct As Biomarker: Prof. Dr. Yahdiana Harahap, MS, AptDocument68 pagesDna Adduct As Biomarker: Prof. Dr. Yahdiana Harahap, MS, AptNadia AaqilahPas encore d'évaluation
- Earth Science Essential Learning Competencies 2020Document5 pagesEarth Science Essential Learning Competencies 2020Charry CervantesPas encore d'évaluation
- Tokyo Guidelines 2018Document115 pagesTokyo Guidelines 2018Alik Razi100% (1)
- Synthesis Essay Coming To Grips With GenesisDocument11 pagesSynthesis Essay Coming To Grips With Genesisapi-259381516Pas encore d'évaluation
- MC MATH 01 Syllabus SJCCDocument11 pagesMC MATH 01 Syllabus SJCCAcire NonacPas encore d'évaluation
- Optik: Original Research ArticleDocument6 pagesOptik: Original Research ArticlesimarpreetPas encore d'évaluation
- ACR39U-U1: (USB Type A) Smart Card ReaderDocument8 pagesACR39U-U1: (USB Type A) Smart Card Readersuraj18in4uPas encore d'évaluation
- Segmentation of Blood Vessels Using Rule-Based and Machine-Learning-Based Methods: A ReviewDocument10 pagesSegmentation of Blood Vessels Using Rule-Based and Machine-Learning-Based Methods: A ReviewRainata PutraPas encore d'évaluation
- Vanish Magic Magazine VANISH MAGIC MAGAZINE 58 May 2019Document118 pagesVanish Magic Magazine VANISH MAGIC MAGAZINE 58 May 2019mick byrnes100% (1)
- Iec60227-3 (Ed2.1) en DDocument6 pagesIec60227-3 (Ed2.1) en Duntuk donlod aaaPas encore d'évaluation
- Valdez, Shenny RoseDocument3 pagesValdez, Shenny Roseyeng botzPas encore d'évaluation
- DIVAR IP All-In-One 7000 3U Datasheet 51 en 66297110155Document5 pagesDIVAR IP All-In-One 7000 3U Datasheet 51 en 66297110155Javier RochaPas encore d'évaluation
- EXCEL For Pump DesignDocument2 pagesEXCEL For Pump Designkad-7Pas encore d'évaluation
- Clocks (New) PDFDocument5 pagesClocks (New) PDFAbhay DabhadePas encore d'évaluation