Vous aimerez peut-être aussi
- Low and High Cycle FatigueDocument85 pagesLow and High Cycle FatigueKevin TsuiPas encore d'évaluation
- Damage and Cracking of Concrete Structures From Theory To PracticeDocument299 pagesDamage and Cracking of Concrete Structures From Theory To PracticeMartin RogićPas encore d'évaluation
- International Society For Rock Mechanics Commission On Testing MethodsDocument26 pagesInternational Society For Rock Mechanics Commission On Testing MethodsDavid Almanza PerezPas encore d'évaluation
- Master SteelDocument5 118 pagesMaster Steelsabiutayo100% (3)
- (Merge) AmpDocument19 pages(Merge) AmpKathirvel KPas encore d'évaluation
- Nanoparticulas para Biorrmediar El SueloDocument14 pagesNanoparticulas para Biorrmediar El SueloSiro CaePas encore d'évaluation
- Pelloux - Crack Extension by Alternating ShearDocument12 pagesPelloux - Crack Extension by Alternating ShearDavid C HouserPas encore d'évaluation
- Computational Crystal PlasticityDocument260 pagesComputational Crystal PlasticityTejaPas encore d'évaluation
- Contact FatigueDocument6 pagesContact Fatiguemans2014Pas encore d'évaluation
- About The Correlation Between Crude Oil Corrosiveness and Results From Corrosion Monitoring in An Oil RefineryDocument17 pagesAbout The Correlation Between Crude Oil Corrosiveness and Results From Corrosion Monitoring in An Oil RefineryGustav MolMedPas encore d'évaluation
- U-Shaped Bolts Fracture Failure Analysis: SciencedirectDocument6 pagesU-Shaped Bolts Fracture Failure Analysis: SciencedirectFarshid TabatabaeePas encore d'évaluation
- 713 PDFDocument6 pages713 PDFAnonymous wTM6YusLYPas encore d'évaluation
- Kunjomana 1991Document5 pagesKunjomana 1991MarcioPas encore d'évaluation
- Solution of Spur Gear Meshing Stiffness and Analysis of Degradation CharacteristicsDocument8 pagesSolution of Spur Gear Meshing Stiffness and Analysis of Degradation CharacteristicsHari KiranPas encore d'évaluation
- 6 Deflection and BucklingDocument13 pages6 Deflection and BucklingJ.p. ZhuPas encore d'évaluation
- Pavelko2016 Article DeterminationOfTheModeIInterlaDocument12 pagesPavelko2016 Article DeterminationOfTheModeIInterlaVenkatesh VarmaPas encore d'évaluation
- EgelyFaces of LENR Part2Document15 pagesEgelyFaces of LENR Part2pierre DufourPas encore d'évaluation
- Glass Panes Acting As Shear Wall: E.M.P. Huveners, F. Van Herwijnen, F. Soetens, and H. HofmeyerDocument26 pagesGlass Panes Acting As Shear Wall: E.M.P. Huveners, F. Van Herwijnen, F. Soetens, and H. Hofmeyer83357796Pas encore d'évaluation
- Effects of Prep On CreepDocument11 pagesEffects of Prep On CreepFlo RencePas encore d'évaluation
- Deformacao Plastica2014Document6 pagesDeformacao Plastica2014Kauê CarvalhoPas encore d'évaluation
- Quiz 9 Morphologyof Complex MaterialsDocument3 pagesQuiz 9 Morphologyof Complex Materialssahilahmad7148Pas encore d'évaluation
- 1 s2.0 0956715194905029 Main PDFDocument13 pages1 s2.0 0956715194905029 Main PDFPeterPas encore d'évaluation
- Aplicacion de Las Proyecciones EstereograficasDocument264 pagesAplicacion de Las Proyecciones EstereograficasIrwing Borja ValdezPas encore d'évaluation
- Simple Shear Model of Twist Extrusion and Its DeviationsDocument11 pagesSimple Shear Model of Twist Extrusion and Its DeviationsЯн БейгельзимерPas encore d'évaluation
- Kennon 1982Document5 pagesKennon 1982Muhammad Falqi YusufPas encore d'évaluation
- FumingationDocument8 pagesFumingationLeslie MasiyandimaPas encore d'évaluation
- Leuven Ceramics Research GroupDocument21 pagesLeuven Ceramics Research GroupBakan HalilPas encore d'évaluation
- 9 Thgrade 3 SetDocument20 pages9 Thgrade 3 SetLoriana AndreiPas encore d'évaluation
- 42 Palmstrom On Characterizing Rockmass StrengthDocument10 pages42 Palmstrom On Characterizing Rockmass StrengthSEDIMPas encore d'évaluation
- Moment-Rotation Characterization of Cold-Formed Steel Beam in Box SectionDocument1 pageMoment-Rotation Characterization of Cold-Formed Steel Beam in Box SectionXavier NietoPas encore d'évaluation
- Chapter 3 2D Simulations 1Document23 pagesChapter 3 2D Simulations 1Tran Van TienPas encore d'évaluation
- The Mechanisms of Formation of W e L D Defects in High-Frequency Electric Resistance W e L D I N GDocument6 pagesThe Mechanisms of Formation of W e L D Defects in High-Frequency Electric Resistance W e L D I N Gilze86Pas encore d'évaluation
- Moving Into Another Dimension: News & ViewsDocument2 pagesMoving Into Another Dimension: News & ViewsJoseph HoffmanPas encore d'évaluation
- Ikatan Pada Logam Dan AlloyDocument1 pageIkatan Pada Logam Dan AlloyKiki LestariPas encore d'évaluation
- InTech-Evaluating The Integrity of Pressure Pipelines by Fracture MechanicsDocument28 pagesInTech-Evaluating The Integrity of Pressure Pipelines by Fracture MechanicsMAT-LIONPas encore d'évaluation
- Defetcs in CeramicsDocument11 pagesDefetcs in CeramicsRaza AliPas encore d'évaluation
- Nano Coatings ClassDocument41 pagesNano Coatings ClassAshwin Vijaysai100% (1)
- Creep Evolution MicrostructureDocument17 pagesCreep Evolution MicrostructurepreslePas encore d'évaluation
- Influence of The Steel Properties On The Ductility of R.C. StructuresDocument8 pagesInfluence of The Steel Properties On The Ductility of R.C. StructuresTshewang NidupPas encore d'évaluation
- 02chapters3 4Document45 pages02chapters3 4DK White LionPas encore d'évaluation
- Chapter 6Document65 pagesChapter 6蘇翊愷Pas encore d'évaluation
- Deformation Behaviour of Al-Li BaseDocument7 pagesDeformation Behaviour of Al-Li BaseAvikan OdynsonPas encore d'évaluation
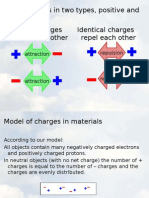
- Charge Comes in Two Types, Positive and Negative Opposite Charges Attract Each Other Identical Charges Repel Each OtherDocument47 pagesCharge Comes in Two Types, Positive and Negative Opposite Charges Attract Each Other Identical Charges Repel Each OtherchrisdamatoPas encore d'évaluation
- Kinetic Theory and DiffusionDocument42 pagesKinetic Theory and DiffusionFatema Khatun100% (1)
- Corrosion Science: Yuqian Zheng, Ying WangDocument16 pagesCorrosion Science: Yuqian Zheng, Ying WangKY PengPas encore d'évaluation
- Well Testing Methods For Naturally Fractured Reservoirs: KM KFDocument33 pagesWell Testing Methods For Naturally Fractured Reservoirs: KM KFmisterkoroPas encore d'évaluation
- En Echofield 12mm Akustikpaneele Wand Acoustic Wall Panels 150419-1Document10 pagesEn Echofield 12mm Akustikpaneele Wand Acoustic Wall Panels 150419-1Lavkesh SinghPas encore d'évaluation
- 2010 Mechanisms of Wafer SawingDocument10 pages2010 Mechanisms of Wafer SawingUnggul Teguh PrasetyoPas encore d'évaluation
- Three Stages of Ductile Fracture Process and Criteria of Void Initiation in Spheroidized and Ferrite Pearlite SteelsDocument9 pagesThree Stages of Ductile Fracture Process and Criteria of Void Initiation in Spheroidized and Ferrite Pearlite SteelsSERGIO ESTEBAN REYES HENAOPas encore d'évaluation
- Electron Microscopy Investigations of Ferrous MartensitesDocument13 pagesElectron Microscopy Investigations of Ferrous MartensitesLuiz Fernando VieiraPas encore d'évaluation
- Pre and Post Test Forms and Answer KeyDocument6 pagesPre and Post Test Forms and Answer KeyLaura ElenaPas encore d'évaluation
- Ce 7 Sem Estimating and Costing Winter 2016Document4 pagesCe 7 Sem Estimating and Costing Winter 2016Paras HarshePas encore d'évaluation
- Seybold Report: CertificateDocument1 pageSeybold Report: CertificateAkshaynkPas encore d'évaluation
- Scan 4 Jun 2021Document8 pagesScan 4 Jun 2021Devinderjit KaurPas encore d'évaluation
- Formation and Pattern of Hexagonal Pyramid and Triangular Etch Pits and Relationship To Dislocation in Deformed Nickel Based Super AlloysDocument5 pagesFormation and Pattern of Hexagonal Pyramid and Triangular Etch Pits and Relationship To Dislocation in Deformed Nickel Based Super AlloysIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalPas encore d'évaluation
- Fracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Document8 pagesFracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Aung Khant KyawPas encore d'évaluation
- Soft-Soil and Soft-Soil-Creep Models - DF PDFDocument6 pagesSoft-Soil and Soft-Soil-Creep Models - DF PDFmiquixtli4192Pas encore d'évaluation
- Role of Stress Triaxiality in Elastoplastic Characterization and Ductile Failure PredictionDocument19 pagesRole of Stress Triaxiality in Elastoplastic Characterization and Ductile Failure PredictionJasmine RaiPas encore d'évaluation
- Engineering Fracture Mechanics 70Document16 pagesEngineering Fracture Mechanics 70prathik sPas encore d'évaluation
- Reaction Rates During Mechanical Alloying: B. J. M. Aikin, T. H. Courtney and D. R. MauriceDocument9 pagesReaction Rates During Mechanical Alloying: B. J. M. Aikin, T. H. Courtney and D. R. MauriceMarcos Lopez-CarrascoPas encore d'évaluation
- Effect of The Properties of The Constituents On The Fatigue Performance of Composites: A ReviewDocument12 pagesEffect of The Properties of The Constituents On The Fatigue Performance of Composites: A ReviewM.Muslim RehmanPas encore d'évaluation
- Eddy Current Modeling in Composite Materials: Piers O V NDocument5 pagesEddy Current Modeling in Composite Materials: Piers O V NRobin JamesPas encore d'évaluation
- Cast Iron: 5Z780/00 1T inDocument3 pagesCast Iron: 5Z780/00 1T intabibkarimPas encore d'évaluation
- Chapter 4 EpfmDocument23 pagesChapter 4 Epfmwandee2393Pas encore d'évaluation
- BS en Iso 11114-4-2017Document28 pagesBS en Iso 11114-4-2017Giovanni ZamagnaPas encore d'évaluation
- Fatigue Analysis Using XFEMDocument194 pagesFatigue Analysis Using XFEMVenkatesh VarmaPas encore d'évaluation
- Ship Structure Design and NomeclatureDocument289 pagesShip Structure Design and Nomeclaturevdeviv100% (1)
- Izvještaj o StijenamaDocument80 pagesIzvještaj o StijenamaAnelPas encore d'évaluation
- 1 s2.0 S187770581300622X MainDocument6 pages1 s2.0 S187770581300622X MainGrzesiekGPas encore d'évaluation
- Alex Vary (Auth.), John C. Duke Jr. (Eds.) - Acousto-Ultrasonics - Theory and Application-Springer US (1988) PDFDocument348 pagesAlex Vary (Auth.), John C. Duke Jr. (Eds.) - Acousto-Ultrasonics - Theory and Application-Springer US (1988) PDFAcbal AchyPas encore d'évaluation
- Estimation of Fracture Toughness KIC From Charpy Impact Test Data in T-Welded Connections Repaired by Grinding and Wet WeldingDocument10 pagesEstimation of Fracture Toughness KIC From Charpy Impact Test Data in T-Welded Connections Repaired by Grinding and Wet WeldingGayan0511Pas encore d'évaluation
- Seismic Behavior and Retrofit of Steel Moment Connections Considering Slab EffectsDocument13 pagesSeismic Behavior and Retrofit of Steel Moment Connections Considering Slab EffectsAmylee SunnPas encore d'évaluation
- Helicopter Component Fatigue PDFDocument74 pagesHelicopter Component Fatigue PDFEtienne GerberPas encore d'évaluation
- Shrinkage and Cracking Behavior of Cement Stabilized MaterialDocument6 pagesShrinkage and Cracking Behavior of Cement Stabilized MaterialDem HasiPas encore d'évaluation
- Advances in Coatings Deposition and Characterization PDFDocument198 pagesAdvances in Coatings Deposition and Characterization PDFGeorgian CristianPas encore d'évaluation
- García Et Al., 2014Document7 pagesGarcía Et Al., 2014Luan CaetanoPas encore d'évaluation
- Crack Propagation in Aluminum Sheets PDFDocument248 pagesCrack Propagation in Aluminum Sheets PDFvidal3213Pas encore d'évaluation
- Microporosity Control and Thermal-Fatigue Resistance of A319 Aluminum Foundry AlloyDocument8 pagesMicroporosity Control and Thermal-Fatigue Resistance of A319 Aluminum Foundry AlloyAdriene SantosPas encore d'évaluation
- Tutorial 18 3D Tunnel Simulation Using Core ReplacementDocument27 pagesTutorial 18 3D Tunnel Simulation Using Core ReplacementDaniel CcamaPas encore d'évaluation
- Thin Film Edge EffectsDocument15 pagesThin Film Edge EffectsAnonymous BkmsKXzwyKPas encore d'évaluation
- Welding Research: Principles of Fracture-Safe Design-Part IDocument19 pagesWelding Research: Principles of Fracture-Safe Design-Part IpajadhavPas encore d'évaluation
- XFEM13 Leonhart GMDocument1 pageXFEM13 Leonhart GMdererstezwergPas encore d'évaluation
- Accepted Manuscript: Composite StructuresDocument25 pagesAccepted Manuscript: Composite StructuresAriPas encore d'évaluation
- Ch10 1Document19 pagesCh10 1Muhammad AdeelPas encore d'évaluation
- Chapter 9d FractureDocument67 pagesChapter 9d Fractureprathik sPas encore d'évaluation
- Amoniaco SCCDocument96 pagesAmoniaco SCCmarcela celis100% (1)
- Franc2d Nasa1994 PDFDocument70 pagesFranc2d Nasa1994 PDFPradeep KunduPas encore d'évaluation
- Esdep Lecture Note (Wg12)Document38 pagesEsdep Lecture Note (Wg12)Wheels Tyres0% (1)
- SIN323 Klasnotas Tot Theme 7Document529 pagesSIN323 Klasnotas Tot Theme 7Aclaire ChamussaPas encore d'évaluation