Vous aimerez peut-être aussi
- Cómo funciona el sistema TBIDocument52 pagesCómo funciona el sistema TBIaldo jesus100% (1)
- Discover 125 ST (New) SPCDocument71 pagesDiscover 125 ST (New) SPCTienda PopayanPas encore d'évaluation
- Mantenimiento Centrado en La Confiabilidad (RCM)Document15 pagesMantenimiento Centrado en La Confiabilidad (RCM)Estuardo CalderonPas encore d'évaluation
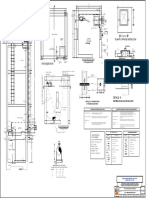
- Plano de Tanque CisternaDocument1 pagePlano de Tanque CisternaJohann MendozaPas encore d'évaluation
- Especificaciones Motor D7EDocument16 pagesEspecificaciones Motor D7ECarlos andres Quiñones urrutiaPas encore d'évaluation
- Despiece Demrad Calentador GasDocument25 pagesDespiece Demrad Calentador GasJuan Antonio Palacios Clavijo100% (1)
- Protección y selección de componentes para motores eléctricosDocument68 pagesProtección y selección de componentes para motores eléctricosAngel100% (3)
- Tarea Semana 5 TermodinamicaDocument8 pagesTarea Semana 5 TermodinamicaLUCILA ALIAGAPas encore d'évaluation
- Dimensionado de Un Disco de Friccion Del EmbragueDocument14 pagesDimensionado de Un Disco de Friccion Del EmbragueAlexander SolanoPas encore d'évaluation
- SS7 BOLT Manual de RepuestosDocument448 pagesSS7 BOLT Manual de RepuestosricardoPas encore d'évaluation
- Intento de CorreccionDocument14 pagesIntento de CorreccionPaguay Alex100% (1)
- Om Atf220g-5 2067295 Uw EsDocument845 pagesOm Atf220g-5 2067295 Uw EsReinaldo Zorrilla100% (1)
- Estación de bombeo de agua de marDocument128 pagesEstación de bombeo de agua de marRonald MorenoPas encore d'évaluation
- Practica 6 HechaDocument3 pagesPractica 6 HechaMariana Villanueva Morales100% (2)
- Trabajo de OleohidraulicaDocument11 pagesTrabajo de OleohidraulicaChoklo VidalPas encore d'évaluation
- Repuestos Inter - Mtto DDocument3 pagesRepuestos Inter - Mtto DGibson Joel Cunya YahuanaPas encore d'évaluation
- Lista Repuestos HusqvarnaDocument34 pagesLista Repuestos HusqvarnaDavidPas encore d'évaluation
- Bomba de Alta Presión Con DistribuidorDocument6 pagesBomba de Alta Presión Con DistribuidorMartin Sepulveda PerezPas encore d'évaluation
- Bobcat s530Document1 pageBobcat s530Jose Velasquez0% (1)
- Cepillo de codo hidráulico: descripción y aplicacionesDocument28 pagesCepillo de codo hidráulico: descripción y aplicacionesCervantes Covarrubias Jesús Daniel100% (1)
- 3246f920 3240f927 Lista de Peças Da Bomba Lucas CAV DelphiDocument2 pages3246f920 3240f927 Lista de Peças Da Bomba Lucas CAV DelphiJunior IungPas encore d'évaluation
- Turbinas Hidraulicas Uso de La Ingenieria CivilDocument7 pagesTurbinas Hidraulicas Uso de La Ingenieria Civilboris mucha sosaPas encore d'évaluation
- Importadora y distribuidora de repuestos para motosDocument4 pagesImportadora y distribuidora de repuestos para motosIroska Naomi Laguna VeraPas encore d'évaluation
- Manual de Partes Urban S Octubre 2018Document61 pagesManual de Partes Urban S Octubre 2018Esteban Camilo Rodriguez BernalPas encore d'évaluation
- 1 Motores y Tractores 1Document143 pages1 Motores y Tractores 1Luis AjilaPas encore d'évaluation
- Tornos ParalelosDocument7 pagesTornos ParalelosdanaPas encore d'évaluation
- SG-SST-D-44 Pre Operacional de Herramientas ManualesDocument2 pagesSG-SST-D-44 Pre Operacional de Herramientas Manualesjoseoliveros1986Pas encore d'évaluation
- Trabajo Grupal Integrantes Jean Pier Gendlier GamahelDocument12 pagesTrabajo Grupal Integrantes Jean Pier Gendlier GamahelFrank Mc GyverPas encore d'évaluation
- Informe técnico sobre desmontaje de transmisión automática DSGDocument39 pagesInforme técnico sobre desmontaje de transmisión automática DSGMarcelo MasapantaPas encore d'évaluation
- ETQ36Document2 pagesETQ36julioPas encore d'évaluation