Vous aimerez peut-être aussi
- Milling Speeds and Feeds PDFDocument1 pageMilling Speeds and Feeds PDFrobPas encore d'évaluation
- Critical Equipment Fabrication GuideDocument103 pagesCritical Equipment Fabrication Guidemayank pandyaPas encore d'évaluation
- Table QW/QB-422 Ferrous and Nonferrous P-Numbers Grouping of Base Metals For QualificationDocument1 pageTable QW/QB-422 Ferrous and Nonferrous P-Numbers Grouping of Base Metals For QualificationArturo DuquePas encore d'évaluation
- Asme B18.16.6Document1 pageAsme B18.16.6Mario FonsecaPas encore d'évaluation
- CNC Machining Report - Premounting BaseDocument19 pagesCNC Machining Report - Premounting BaseMichael M. W. de Silva50% (2)
- Value Stream Mapping Machine ShopDocument19 pagesValue Stream Mapping Machine ShopVinoth VinoPas encore d'évaluation
- I Object: Repair Procedure For Tank BottomDocument6 pagesI Object: Repair Procedure For Tank BottomZouhair BenmabroukPas encore d'évaluation
- Sub-Tier Control GuideDocument10 pagesSub-Tier Control GuideJHBernardoPas encore d'évaluation
- LS030 1oxDocument6 pagesLS030 1oxANILPas encore d'évaluation
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerAbu Anas M.SalaheldinPas encore d'évaluation
- Eco Solutions - Saving Resources, Creating ValueDocument17 pagesEco Solutions - Saving Resources, Creating ValueChayon MondalPas encore d'évaluation
- Hardness & Workpiece - Comparison TablelDocument18 pagesHardness & Workpiece - Comparison TablelJadmiko Ldnr ThokPas encore d'évaluation
- Approved Weld Procedure SpecificationsDocument38 pagesApproved Weld Procedure SpecificationsJohan0001Pas encore d'évaluation
- (Signed) Quality Manual Revision K 7th EditionDocument32 pages(Signed) Quality Manual Revision K 7th EditionCricri Cri100% (1)
- Asme 9 DatosDocument47 pagesAsme 9 Datosvichu_villamarPas encore d'évaluation
- ASME IX Welder QualificationDocument1 pageASME IX Welder QualificationWaqas WaqasPas encore d'évaluation
- OP1111Document5 pagesOP1111Umit AytarPas encore d'évaluation
- 06 VD Mee-Welding of Super Duplex Stainless SteelsDocument12 pages06 VD Mee-Welding of Super Duplex Stainless SteelsKareem AbdelazizPas encore d'évaluation
- Plate RollsDocument20 pagesPlate RollstangouzePas encore d'évaluation
- VAAS Chlorine Service Ball Valves Design FeaturesDocument14 pagesVAAS Chlorine Service Ball Valves Design FeaturesReddy SadhanaPas encore d'évaluation
- h-231 FABRICACION DE TUBERIA PDFDocument18 pagesh-231 FABRICACION DE TUBERIA PDFM Betzabe MoraPas encore d'évaluation
- Corrosion Under Insulation Problems and Solutions: FESI Document 10Document28 pagesCorrosion Under Insulation Problems and Solutions: FESI Document 10Varlyvarlyan100% (1)
- NADCAP AC7114 Rev FDocument23 pagesNADCAP AC7114 Rev Famirkhakzad498Pas encore d'évaluation
- ASME Section I Code Preheat and PWHT GuidanceDocument4 pagesASME Section I Code Preheat and PWHT GuidanceArul Edwin Vijay VincentPas encore d'évaluation
- Es 14 403 20Document28 pagesEs 14 403 20malawanyPas encore d'évaluation
- ASME U & UM Stamp Certification ProcessDocument11 pagesASME U & UM Stamp Certification ProcessMd Anamul HoquePas encore d'évaluation
- Aramco Wellhead Christmas Tree RehabilitationDocument9 pagesAramco Wellhead Christmas Tree RehabilitationHaleem Ur Rashid BangashPas encore d'évaluation
- B16 47 PDFDocument25 pagesB16 47 PDFSH1961Pas encore d'évaluation
- Solved Problems in Industrial Quality Control 20131 PDF Reliability Engineering Computer Aided DesignDocument45 pagesSolved Problems in Industrial Quality Control 20131 PDF Reliability Engineering Computer Aided DesignKaye Domingo100% (1)
- First Piece Apparoval Parameters MG & Motor LineDocument14 pagesFirst Piece Apparoval Parameters MG & Motor LineNeha SharmaPas encore d'évaluation
- Practical Data HandbookDocument120 pagesPractical Data Handbookjtamminga100% (18)
- Storage Handling Recommendations For ConDocument7 pagesStorage Handling Recommendations For ConAmir Reza RashidfarokhiPas encore d'évaluation
- Norma Pipe Connections DIN-11864Document17 pagesNorma Pipe Connections DIN-11864bioPas encore d'évaluation
- ASME Pressure VesselDocument13 pagesASME Pressure Vesselamechmar5935Pas encore d'évaluation
- Types of Sensors: ThermistorsDocument16 pagesTypes of Sensors: ThermistorsJinesh VinayachandranPas encore d'évaluation
- Buffing ProcDocument2 pagesBuffing Procgst ajahPas encore d'évaluation
- Welding Procedure Qualification of A36 Steel Plates Using The GTADocument33 pagesWelding Procedure Qualification of A36 Steel Plates Using The GTAKYAW SOEPas encore d'évaluation
- Quality Assurance Plan-BendsDocument7 pagesQuality Assurance Plan-BendsOscarPas encore d'évaluation
- SP 2154Document26 pagesSP 2154Anoop gokhalePas encore d'évaluation
- Long Seam and Circumference Seam SetupDocument4 pagesLong Seam and Circumference Seam SetupAlesol EquipmentPas encore d'évaluation
- K-FLEX HVAC Applications Installation ManualDocument63 pagesK-FLEX HVAC Applications Installation ManualMohammad TaheriPas encore d'évaluation
- Tube To Tube SheetDocument9 pagesTube To Tube Sheetcmpatel_00100% (2)
- Pressure Vessel InspectorsDocument2 pagesPressure Vessel InspectorsRafeek ShaikhPas encore d'évaluation
- Technical Specs Externally Finned TubesDocument4 pagesTechnical Specs Externally Finned Tubesyulianus_srPas encore d'évaluation
- PS Valve Service PDFDocument40 pagesPS Valve Service PDFJuanManuelPerillaPas encore d'évaluation
- Epicor10 ReleaseNotes 100700Document60 pagesEpicor10 ReleaseNotes 100700DoraPas encore d'évaluation
- Saudi Aramco Test Report: Pressure Test Report (Valve Inspection & Field Testing) 29-Jun-17Document8 pagesSaudi Aramco Test Report: Pressure Test Report (Valve Inspection & Field Testing) 29-Jun-17ziaPas encore d'évaluation
- B31.3 2016 Acc TableDocument3 pagesB31.3 2016 Acc TablePrasan SJPas encore d'évaluation
- Cad Cam CaeDocument60 pagesCad Cam CaeKishor PatilPas encore d'évaluation
- FIELD INSPECTION PROCEDURESDocument29 pagesFIELD INSPECTION PROCEDURESsbmmla91% (22)
- Tank ProcedureDocument5 pagesTank ProcedurejacquesmayolPas encore d'évaluation
- Tank Field Inspection and Test ProcedureDocument29 pagesTank Field Inspection and Test ProcedureFadlul Akbar Herfianto100% (2)
- Inspection TankDocument22 pagesInspection Tanksbmmla100% (1)
- Scope of Work-Fabrication of Pressure VesselsDocument3 pagesScope of Work-Fabrication of Pressure VesselsAsad Khan100% (2)
- Nyse125 - Nickel Aluminium Bronze Castings For Water Service PDFDocument5 pagesNyse125 - Nickel Aluminium Bronze Castings For Water Service PDF이선엽0% (1)
- New Storage Tank Construction Method StatementDocument10 pagesNew Storage Tank Construction Method StatementEmmanuel kusimoPas encore d'évaluation
- API 650 tank repair worksDocument3 pagesAPI 650 tank repair worksenggmohanPas encore d'évaluation
- Water Storage TankDocument9 pagesWater Storage TankAdelmo FilhoPas encore d'évaluation
- Fabrication, Inspection, Testing and Supply of Stainless Steel DrumsDocument17 pagesFabrication, Inspection, Testing and Supply of Stainless Steel DrumsAmitPas encore d'évaluation
- Section 05110 - Butterfly ValvesDocument6 pagesSection 05110 - Butterfly Valvesse781Pas encore d'évaluation
- Thamilvendhan Vetrinambi: QA/QC Inspector - (Welding)Document2 pagesThamilvendhan Vetrinambi: QA/QC Inspector - (Welding)Paul PhiliphsPas encore d'évaluation
- Shrikant B. Moje CVDocument6 pagesShrikant B. Moje CVPaul PhiliphsPas encore d'évaluation
- LG TV 31-Aug-2020Document1 pageLG TV 31-Aug-2020Paul PhiliphsPas encore d'évaluation
- Devi Vara PrasadDocument8 pagesDevi Vara PrasadPaul PhiliphsPas encore d'évaluation
- Reference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonDocument1 pageReference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonPaul PhiliphsPas encore d'évaluation
- CV Biotech MSc Experience ResearchDocument6 pagesCV Biotech MSc Experience ResearchPaul PhiliphsPas encore d'évaluation
- Reference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonDocument1 pageReference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonPaul PhiliphsPas encore d'évaluation
- CV Api 510 InspectorDocument27 pagesCV Api 510 InspectorPaul PhiliphsPas encore d'évaluation
- Rec Jayakumar: Famotidine N Famocid20Document1 pageRec Jayakumar: Famotidine N Famocid20Paul PhiliphsPas encore d'évaluation
- Reference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonDocument1 pageReference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonPaul PhiliphsPas encore d'évaluation
- New Mowasat HospitalDocument3 pagesNew Mowasat HospitalPaul PhiliphsPas encore d'évaluation
- Indian Space Research Organisation - WikipediaDocument18 pagesIndian Space Research Organisation - WikipediaPaul PhiliphsPas encore d'évaluation
- ASME B31.3 wall thickness calcDocument11 pagesASME B31.3 wall thickness calcAnonymous wIPMQ5rhPas encore d'évaluation
- Veera CVDocument7 pagesVeera CVPaul PhiliphsPas encore d'évaluation
- Scaffoling RequirementsDocument1 pageScaffoling RequirementsPaul PhiliphsPas encore d'évaluation
- Equipment DetailsDocument5 pagesEquipment DetailsPaul PhiliphsPas encore d'évaluation
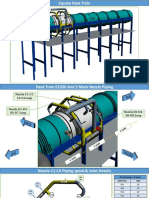
- Heat Train Plot PlanDocument1 pageHeat Train Plot PlanPaul PhiliphsPas encore d'évaluation
- Flange IntegrityDocument46 pagesFlange IntegrityPaul PhiliphsPas encore d'évaluation
- Welding ElectrodeDocument2 pagesWelding ElectrodePaul PhiliphsPas encore d'évaluation
- DoW Specificiations of Bolt Torqueing......Document8 pagesDoW Specificiations of Bolt Torqueing......Paul PhiliphsPas encore d'évaluation
- Book-1 Blind ListDocument44 pagesBook-1 Blind ListPaul PhiliphsPas encore d'évaluation
- NDT InfoDocument44 pagesNDT InfoMonica CarrollPas encore d'évaluation
- Bolt TableDocument1 pageBolt TableErebert C. CaracasPas encore d'évaluation
- Indian Space Research Organisation - WikipediaDocument18 pagesIndian Space Research Organisation - WikipediaPaul PhiliphsPas encore d'évaluation
- TurnAround Job ListDocument1 pageTurnAround Job ListPaul PhiliphsPas encore d'évaluation
- QC attendance trackerDocument2 pagesQC attendance trackerPaul PhiliphsPas encore d'évaluation
- New Mowasat HospitalDocument3 pagesNew Mowasat HospitalPaul PhiliphsPas encore d'évaluation
- 5013 DrawingDocument1 page5013 DrawingPaul PhiliphsPas encore d'évaluation
- 80 1057Document9 pages80 1057Paul PhiliphsPas encore d'évaluation
- PP TA 2017 Day Shift Utility Reaction Pelleting PMDocument1 pagePP TA 2017 Day Shift Utility Reaction Pelleting PMPaul PhiliphsPas encore d'évaluation
- Project Carburizing Lupu Stefan EnglezaDocument5 pagesProject Carburizing Lupu Stefan EnglezaStefan LupuPas encore d'évaluation
- LugalvanG35TechnicalInformation PDFDocument4 pagesLugalvanG35TechnicalInformation PDFJakin RookPas encore d'évaluation
- Equivalent Valve Forged Cast PDFDocument2 pagesEquivalent Valve Forged Cast PDFAlessandro Marcio LiraPas encore d'évaluation
- Thermaline 400 Finish PDSDocument3 pagesThermaline 400 Finish PDSQuy RomPas encore d'évaluation
- Zhang, Xiangwu - Fundamentals of Fiber Science-DeStech Publications (2014)Document431 pagesZhang, Xiangwu - Fundamentals of Fiber Science-DeStech Publications (2014)Fawad hameed100% (1)
- BDA30603 Tutorial 4Document7 pagesBDA30603 Tutorial 4Firdaus JannahPas encore d'évaluation
- Colder Products Company Full CatalogDocument166 pagesColder Products Company Full CatalogDENNIZPas encore d'évaluation
- Prodinfo Antox-75-E Eng FinalDocument2 pagesProdinfo Antox-75-E Eng FinalKumar RamanPas encore d'évaluation
- df-550 O2 AnalyzerDocument4 pagesdf-550 O2 AnalyzerCaleb SpiderPas encore d'évaluation
- UntitledDocument15 pagesUntitledsahseatranPas encore d'évaluation
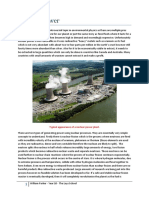
- Nuclear Power: Pros, Cons and FutureDocument4 pagesNuclear Power: Pros, Cons and FutureSamarthPas encore d'évaluation
- Dental Materials: Metals (Alloys) Non-MetalsDocument32 pagesDental Materials: Metals (Alloys) Non-MetalsShahriar honarmandPas encore d'évaluation
- MWPA404 Cathodic Protection Guideline Rev 0Document44 pagesMWPA404 Cathodic Protection Guideline Rev 0허윤호Pas encore d'évaluation
- Presentation 01Document28 pagesPresentation 01Rexona KhanomPas encore d'évaluation
- Investigation of Failures of 230KV Copper Conductor BushingsDocument15 pagesInvestigation of Failures of 230KV Copper Conductor BushingscalripkenPas encore d'évaluation
- 8th Sem Project ReportDocument55 pages8th Sem Project ReportPrathmeshBhokari100% (2)
- Documents Resources MacDermid Erifon HD856 Issue 10 A4Document2 pagesDocuments Resources MacDermid Erifon HD856 Issue 10 A4Pedro DutraPas encore d'évaluation
- Nanotechnology Applications and Its Importance in Various FieldsDocument24 pagesNanotechnology Applications and Its Importance in Various FieldsSuresh ShahPas encore d'évaluation
- Specifying Duplex Systems - American Galvanizers AssociationDocument2 pagesSpecifying Duplex Systems - American Galvanizers AssociationNsidibe Michael EtimPas encore d'évaluation
- I. Introductory Concept: Earth Science-Grade 11Document16 pagesI. Introductory Concept: Earth Science-Grade 11Calyn IsidoroPas encore d'évaluation
- Column ChromatographyDocument4 pagesColumn ChromatographyJordan AmrittPas encore d'évaluation
- Saline and Alkaline Soils-039Document11 pagesSaline and Alkaline Soils-039Satisha Nanjundaiah100% (1)
- Colorimeter Principle PDFDocument2 pagesColorimeter Principle PDFNicholasPas encore d'évaluation
- Construction & Material: Defects in Buildings & RemediesDocument29 pagesConstruction & Material: Defects in Buildings & RemedieskirtikaPas encore d'évaluation
- Klbersynth - UH1 - 6-460Document6 pagesKlbersynth - UH1 - 6-460Chiranjeevi VijayaraghavanPas encore d'évaluation
- Photosynthesis, Respiration, and Long-Distance TransportDocument2 pagesPhotosynthesis, Respiration, and Long-Distance TransportAlv1en HidayatPas encore d'évaluation
- Thermoplastic Gas Pressure Pipe, Tubing, and Fittings: Standard Specification ForDocument20 pagesThermoplastic Gas Pressure Pipe, Tubing, and Fittings: Standard Specification ForAndres Camilo BenitezPas encore d'évaluation
- AG SR SecondaryDocument33 pagesAG SR SecondaryDeepikaPas encore d'évaluation
- Chemistry 2pointsDocument4 pagesChemistry 2pointsjovanniPas encore d'évaluation
- Boiler Efficiency Calculations SheetDocument5 pagesBoiler Efficiency Calculations Sheetkalyanm20351578% (9)