Vous aimerez peut-être aussi
- Fire Hose Rack & Reel Testing ProcedureDocument2 pagesFire Hose Rack & Reel Testing ProcedureDong VanraPas encore d'évaluation
- Mos Under Ground Pipe InstallationDocument2 pagesMos Under Ground Pipe Installationmagdi badranPas encore d'évaluation
- Method Statement For PCW Piping (Tool Install)Document4 pagesMethod Statement For PCW Piping (Tool Install)amg007Pas encore d'évaluation
- Method Statement For Hot Tapping Rev 0 PDFDocument9 pagesMethod Statement For Hot Tapping Rev 0 PDFsharif339Pas encore d'évaluation
- Method of Statement For Pressure Testing ProceduresDocument3 pagesMethod of Statement For Pressure Testing ProceduresBen Lim82% (11)
- 001-Sample Method Statement Piping Pre-ShutdownDocument4 pages001-Sample Method Statement Piping Pre-ShutdownS.C.Satish ChanderPas encore d'évaluation
- Safe Work Pipes DemolitionDocument5 pagesSafe Work Pipes DemolitionahmadPas encore d'évaluation
- Tie in MosDocument2 pagesTie in MosAAISATPas encore d'évaluation
- Method Statement Reticulation PipeDocument5 pagesMethod Statement Reticulation PipeTaqiuddinHarithPas encore d'évaluation
- MS For Tank Installation - R1Document6 pagesMS For Tank Installation - R1alvinchuan100% (1)
- Method Statement For Fabrication and Erection of Piping: Krueng Geukueh, North Aceh, IndonesiaDocument10 pagesMethod Statement For Fabrication and Erection of Piping: Krueng Geukueh, North Aceh, IndonesiaFendik NewbiePas encore d'évaluation
- PIPELINE HYDROSTATIC TEST REPORTDocument6 pagesPIPELINE HYDROSTATIC TEST REPORTHalil GüneyPas encore d'évaluation
- Underground HDPEDocument9 pagesUnderground HDPEMamado099Pas encore d'évaluation
- Surface GI Conduit Installation Method StatementDocument4 pagesSurface GI Conduit Installation Method StatementJanePas encore d'évaluation
- Qcs 2010 Part 10 Pipeline Cleaning and Inspection SurveyDocument18 pagesQcs 2010 Part 10 Pipeline Cleaning and Inspection SurveyRotsapNayrbPas encore d'évaluation
- Application ProcedureDocument18 pagesApplication ProcedureTeguh SilaPas encore d'évaluation
- Conduit BKM 7102Document9 pagesConduit BKM 7102Utku Can Kılıç100% (1)
- Method Statement Pipe WeldingDocument14 pagesMethod Statement Pipe Weldingjayasjb90% (10)
- Engineering, Procurement, Construction and Commissioning or MEO Project Water Pipe Re-Routing Tie-In Work Method StatementDocument3 pagesEngineering, Procurement, Construction and Commissioning or MEO Project Water Pipe Re-Routing Tie-In Work Method StatementNorisham Mohamed Ali0% (2)
- Zee-Method Statement For Construction Steel Platform ErectionDocument8 pagesZee-Method Statement For Construction Steel Platform Erectionzeeshansheikh7Pas encore d'évaluation
- 7) Hydro TestDocument3 pages7) Hydro TestPramod AthiyarathuPas encore d'évaluation
- Method of Statement Cable EntryDocument2 pagesMethod of Statement Cable Entrysallymazeera100% (1)
- Method Statement For Lifting Cryognic TankDocument5 pagesMethod Statement For Lifting Cryognic TankYawar QureshiPas encore d'évaluation
- WMS JOB Procedure FOR PIPING WORKDocument9 pagesWMS JOB Procedure FOR PIPING WORKsatyamech1_395565923Pas encore d'évaluation
- GRE Hydrotest Procedure PDFDocument9 pagesGRE Hydrotest Procedure PDFMohammad Saif AliPas encore d'évaluation
- Method Statement For Installation of RO Skids Pressure Vessels and Connecting Pipes R1Document8 pagesMethod Statement For Installation of RO Skids Pressure Vessels and Connecting Pipes R1abimanyubawonoPas encore d'évaluation
- Valve Installation ChecklistDocument1 pageValve Installation ChecklistSajad Pk100% (1)
- Installation of Underground UPVC Soil and Waste PipingDocument2 pagesInstallation of Underground UPVC Soil and Waste PipingMark SimPas encore d'évaluation
- Installation, Testing & Flushing of Firefighting Piping SystemDocument5 pagesInstallation, Testing & Flushing of Firefighting Piping SystemJoy MalakPas encore d'évaluation
- Method Statement of Hot TappingDocument2 pagesMethod Statement of Hot TappingDF100% (6)
- Quality Control Procedure for Hot Tap Tie-inDocument9 pagesQuality Control Procedure for Hot Tap Tie-inarockiyathassPas encore d'évaluation
- Hydrotest Method Statement 12th Mar 2012 1Document21 pagesHydrotest Method Statement 12th Mar 2012 1Saut Maruli Tua Samosir100% (1)
- Mud Plug ProcedureDocument4 pagesMud Plug Proceduremahdi_g100% (1)
- Method Statement Open TrenchDocument4 pagesMethod Statement Open TrenchShafiq MustapaPas encore d'évaluation
- Pressure Testing ProcedureDocument4 pagesPressure Testing Proceduredavideristix100% (1)
- Method Statement For Hot TappingDocument13 pagesMethod Statement For Hot TappingAmb Patrick OghatePas encore d'évaluation
- Method Statement For Static Equipment Installation PDFDocument25 pagesMethod Statement For Static Equipment Installation PDFUtku KepcenPas encore d'évaluation
- Method Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Document9 pagesMethod Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Delil OzanPas encore d'évaluation
- Method Statement For Piping Fabrication & Erection Work Procedure - BlankDocument9 pagesMethod Statement For Piping Fabrication & Erection Work Procedure - BlankNaning Kusuma100% (1)
- Method Statement For Hot Tapping Rev 0Document9 pagesMethod Statement For Hot Tapping Rev 0Thomas100% (4)
- Hot Tapping PDFDocument32 pagesHot Tapping PDFSreenivas Kamachi Chettiar100% (1)
- Clean Pipes with Cardboard Bursting and Air BlowingDocument3 pagesClean Pipes with Cardboard Bursting and Air BlowingParthiban Karuna100% (1)
- QP Lifting ProcedureDocument24 pagesQP Lifting ProcedureEr Faiyaz Ahmed100% (1)
- Hottap ProcedureDocument4 pagesHottap Procedureparas_gemilang5853100% (1)
- Method Statement Piping WorksDocument11 pagesMethod Statement Piping WorksAtty Atty100% (1)
- Hot TappingDocument9 pagesHot Tappingvinonagu100% (3)
- Repair HDPE Pipes Using Electro Fusion MethodDocument1 pageRepair HDPE Pipes Using Electro Fusion MethodshameemPas encore d'évaluation
- Method of Statement For HDPE Pipe InstallationDocument2 pagesMethod of Statement For HDPE Pipe InstallationYe Yint100% (2)
- Hydrotest ProcedureDocument5 pagesHydrotest ProcedureHamada ELaraby100% (4)
- Vessel Final BoxDocument14 pagesVessel Final Boxmanoj thakkarPas encore d'évaluation
- Method Statement Pipe Handling and AssemblyDocument6 pagesMethod Statement Pipe Handling and AssemblyDanny NguPas encore d'évaluation
- Hot Tap ProcedureDocument21 pagesHot Tap ProcedureImanuel Sitepu100% (1)
- Construction Method of Statement: Submitted By: Mega Air EnterprisesDocument12 pagesConstruction Method of Statement: Submitted By: Mega Air Enterprisesallen bernabePas encore d'évaluation
- 10 - WMS - Turpentine - Tie BeamDocument6 pages10 - WMS - Turpentine - Tie BeamVikramaditya NayakPas encore d'évaluation
- 01 Method Statment G I Conduit Access Rev 02Document5 pages01 Method Statment G I Conduit Access Rev 02mahroof mkuttyPas encore d'évaluation
- 11 - WMS - Turpentine - Plaster WorksDocument5 pages11 - WMS - Turpentine - Plaster WorksVikramaditya NayakPas encore d'évaluation
- 3. EX Fan Installation MOSDocument2 pages3. EX Fan Installation MOSPramod BhintedePas encore d'évaluation
- 8 - WMS - Turpentine - Plinth BeamDocument4 pages8 - WMS - Turpentine - Plinth BeamVikramaditya NayakPas encore d'évaluation
- Manzo - Typical Pipe Support Installation Rev 1Document4 pagesManzo - Typical Pipe Support Installation Rev 1Senzo NkwanyanaPas encore d'évaluation
- Method Statment Cable Tray & TrunkingDocument4 pagesMethod Statment Cable Tray & Trunkingmahroof mkuttyPas encore d'évaluation
- FC Dec99 PDFDocument7 pagesFC Dec99 PDFAho Chi- ShuenPas encore d'évaluation
- Material Science FormulaDocument1 pageMaterial Science FormulaAho Chi- ShuenPas encore d'évaluation
- Diesel CycleDocument5 pagesDiesel CycleAho Chi- ShuenPas encore d'évaluation
- Tables PG 1 12Document13 pagesTables PG 1 12Aho Chi- ShuenPas encore d'évaluation
- Material Science FormulaDocument1 pageMaterial Science FormulaAho Chi- ShuenPas encore d'évaluation
- Tables PG 1 12Document13 pagesTables PG 1 12Aho Chi- ShuenPas encore d'évaluation
- Formula TableDocument1 pageFormula TableAho Chi- ShuenPas encore d'évaluation
- Tables PG 1 12Document13 pagesTables PG 1 12Aho Chi- ShuenPas encore d'évaluation
- JBF Winter2010-CPFR IssueDocument52 pagesJBF Winter2010-CPFR IssueakashkrsnaPas encore d'évaluation
- Communication Systems Engineering John G Proakis Masoud Salehi PDFDocument2 pagesCommunication Systems Engineering John G Proakis Masoud Salehi PDFKatie0% (2)
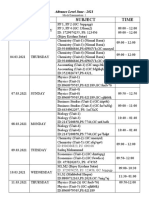
- Mock Examination Routine A 2021 NewDocument2 pagesMock Examination Routine A 2021 Newmufrad muhtasibPas encore d'évaluation
- PreviewpdfDocument50 pagesPreviewpdfMarcosGouvea100% (1)
- 3D Technical Data Package Configuration Management, Modeling and Drawing ProcedureDocument175 pages3D Technical Data Package Configuration Management, Modeling and Drawing Procedurejesse_w_petersPas encore d'évaluation
- OAF Hello Word Page PDFDocument20 pagesOAF Hello Word Page PDFNaveen KumarPas encore d'évaluation
- Guide to Cross-Subject Area ReportsDocument19 pagesGuide to Cross-Subject Area Reportssatyanarayana NVSPas encore d'évaluation
- Assignment 2Document2 pagesAssignment 2shivam souravPas encore d'évaluation
- Hwids - 2012 05 22 - 19 04 00Document9 pagesHwids - 2012 05 22 - 19 04 00RONAL DAMIANO PAREJAPas encore d'évaluation
- General Chemistry 2 - LAS 2 LEARNING CAPSULEDocument5 pagesGeneral Chemistry 2 - LAS 2 LEARNING CAPSULEMark RazPas encore d'évaluation
- Jda Connects The Dots at Its 209821Document5 pagesJda Connects The Dots at Its 209821Gerardo LujanPas encore d'évaluation
- 1SM6 2015Document63 pages1SM6 2015chikoo499Pas encore d'évaluation
- Bachelor of Science in Tourism Management: Iloilo City Community College Ge 1. Understanding The SelfDocument4 pagesBachelor of Science in Tourism Management: Iloilo City Community College Ge 1. Understanding The SelfPaula Danielle HachuelaPas encore d'évaluation
- Bashar Discusses Monatomics, White Powder Gold and Ormus MineralsDocument32 pagesBashar Discusses Monatomics, White Powder Gold and Ormus MineralsFlorin V. Iagaru100% (6)
- Machine Guarding PrinciplesDocument5 pagesMachine Guarding Principlesliveconnectionz282Pas encore d'évaluation
- Course Material For Module 3Document11 pagesCourse Material For Module 3Noble VarghesePas encore d'évaluation
- Solar Panel Cleaning System Design and DevelopmentDocument4 pagesSolar Panel Cleaning System Design and DevelopmentMohammed safarulla HPas encore d'évaluation
- Shell Donax TA Transmission Fluid TDS PDFDocument1 pageShell Donax TA Transmission Fluid TDS PDFirwanbahrudin117134Pas encore d'évaluation
- Directory StructureDocument47 pagesDirectory StructureStevenPas encore d'évaluation
- Flaechendicht k435 de 0216 0 Eng ScreenDocument2 pagesFlaechendicht k435 de 0216 0 Eng ScreenAlexandru IonescuPas encore d'évaluation
- Causal Inference For The Brave and True - Causal Inference For The Brave and TrueDocument2 pagesCausal Inference For The Brave and True - Causal Inference For The Brave and TrueVkook ForeverPas encore d'évaluation
- DHP UM 015 IHP24 HART User ManualDocument70 pagesDHP UM 015 IHP24 HART User Manualkumar ambujPas encore d'évaluation
- Gr07 S DanceDocument17 pagesGr07 S DanceMaliPas encore d'évaluation
- DLookup Function - Access - Microsoft OfficeDocument2 pagesDLookup Function - Access - Microsoft OfficevinahackPas encore d'évaluation
- Perfect Secrecy: Chester Rebeiro IIT MadrasDocument50 pagesPerfect Secrecy: Chester Rebeiro IIT MadrasDr. Jayanthi V.S.Pas encore d'évaluation
- Matlab 8Document6 pagesMatlab 8Robert RoigPas encore d'évaluation
- Everything You Need to Know About TimberDocument63 pagesEverything You Need to Know About TimberAkxzPas encore d'évaluation
- Bio-Climatic Tower/Eco-Tower: Bachelor of ArchitectureDocument12 pagesBio-Climatic Tower/Eco-Tower: Bachelor of ArchitectureZorawar Singh Basur67% (3)
- HypnosisDocument2 pagesHypnosisEsteban MendozaPas encore d'évaluation
- UAE Branch AGM 2018/19 ElectionsDocument6 pagesUAE Branch AGM 2018/19 ElectionsDavidPas encore d'évaluation