Vous aimerez peut-être aussi
- Lecture 12 FatigueDocument23 pagesLecture 12 Fatigueantoine demeire100% (2)
- Fatigue and Creep in Engineering MaterialsDocument27 pagesFatigue and Creep in Engineering MaterialsRabab AssemPas encore d'évaluation
- MOM-II Fatigue and CreepDocument15 pagesMOM-II Fatigue and CreepAnony mousPas encore d'évaluation
- Fundamentals FatigueDocument13 pagesFundamentals Fatiguelemuel mabilinPas encore d'évaluation
- Fracture Mechanisms: - Ductile Fracture - Brittle FractureDocument15 pagesFracture Mechanisms: - Ductile Fracture - Brittle FractureFaysal Qadeer KhanPas encore d'évaluation
- MOM-II Lec 11 Material Failure - FatigueDocument16 pagesMOM-II Lec 11 Material Failure - FatigueNashit AhmedPas encore d'évaluation
- Lecture3 SlidesDocument17 pagesLecture3 SlidesRabab AssemPas encore d'évaluation
- Mechanical FatigueDocument21 pagesMechanical FatigueAli ArıkpınarPas encore d'évaluation
- Mechanical Properties:: Issues To Address..Document32 pagesMechanical Properties:: Issues To Address..Anonymous 4fJtYPpvYuPas encore d'évaluation
- Failure in MaterialDocument22 pagesFailure in Materialnur afifahPas encore d'évaluation
- ME2101E - Design Against Fatigue - BWDocument26 pagesME2101E - Design Against Fatigue - BWZhang DunJiePas encore d'évaluation
- Concept of Stress: DR Atul JAIN Mechanical Engineering Department Indian Institute of Technology KharagpurDocument57 pagesConcept of Stress: DR Atul JAIN Mechanical Engineering Department Indian Institute of Technology Kharagpursneha KumariPas encore d'évaluation
- Slide 5 Metal Forming IntroDocument72 pagesSlide 5 Metal Forming IntrogunjanPas encore d'évaluation
- Mechanical Properties of Metals ( ) : Dr. Aneela Wakeel 09-01-2017Document39 pagesMechanical Properties of Metals ( ) : Dr. Aneela Wakeel 09-01-2017Jawad AhmedPas encore d'évaluation
- Chapter 3 (MEC681) - MHI PDFDocument71 pagesChapter 3 (MEC681) - MHI PDFمحمد فائزPas encore d'évaluation
- Mechanical Properties?Document49 pagesMechanical Properties?Lee ChuzenPas encore d'évaluation
- CH 06Document34 pagesCH 06Firas Abu talebPas encore d'évaluation
- Unit 5: Loading Modes and Mechanical Testing: at The End of The Session You Should Be Able ToDocument14 pagesUnit 5: Loading Modes and Mechanical Testing: at The End of The Session You Should Be Able ToAyesha TariqPas encore d'évaluation
- Chapter 7: Failure Prediction For Cyclic and Impact LoadingDocument28 pagesChapter 7: Failure Prediction For Cyclic and Impact Loadinghasan abwiniPas encore d'évaluation
- Mechanical PropertiesDocument33 pagesMechanical PropertiesAstra BeckettPas encore d'évaluation
- Engineering Materials: Chap. 8: Failure in Ferrous MaterialsDocument28 pagesEngineering Materials: Chap. 8: Failure in Ferrous MaterialsEhh ManPas encore d'évaluation
- Mechanical Properties ExplainedDocument38 pagesMechanical Properties ExplainedJamaica VelascoPas encore d'évaluation
- Chapter - 2, Lesson 2Document22 pagesChapter - 2, Lesson 2yeshi janexoPas encore d'évaluation
- E-EMM 3122-8-Failure in Ferrous Metal (N)Document28 pagesE-EMM 3122-8-Failure in Ferrous Metal (N)KHAIRUL NASHRAN BIN ANUAR / UPMPas encore d'évaluation
- Fatigue of StructuresDocument51 pagesFatigue of StructuresJ Guerhard GuerhardPas encore d'évaluation
- University of Waterloo: ME 322 - Mechanical Design 1Document70 pagesUniversity of Waterloo: ME 322 - Mechanical Design 1ganesh dongrePas encore d'évaluation
- UNIT-2 - ppt-6Document17 pagesUNIT-2 - ppt-6neha yarrapothuPas encore d'évaluation
- Lecture 5Document51 pagesLecture 5Abdul AhadPas encore d'évaluation
- Some Aspects of Stress Peening of Coil Springs For Vehicle SuspensionsDocument8 pagesSome Aspects of Stress Peening of Coil Springs For Vehicle SuspensionsBahadır UysalPas encore d'évaluation
- Slides Chapter9Document22 pagesSlides Chapter9ishu vohraPas encore d'évaluation
- Composite Lecture 2Document28 pagesComposite Lecture 2wardell 30Pas encore d'évaluation
- Fatigue Strength of Welded ComponentsDocument40 pagesFatigue Strength of Welded ComponentsVinit Ahluwalia100% (1)
- 2 Marks QuestionsDocument30 pages2 Marks QuestionsGanesh RPas encore d'évaluation
- Fatigue Failure and Fatigue TestingDocument37 pagesFatigue Failure and Fatigue TestingJames uwhgiudPas encore d'évaluation
- Microstructure-Properties: II Fatigue: 27-302 Fall, 2002 Prof. A. D. RollettDocument52 pagesMicrostructure-Properties: II Fatigue: 27-302 Fall, 2002 Prof. A. D. RollettamdevaPas encore d'évaluation
- Module 3 Mechanical Properties of MaterialsDocument41 pagesModule 3 Mechanical Properties of MaterialsMuhammadFaishalFadhlurahmanPas encore d'évaluation
- Lec 10-11 (2211)Document20 pagesLec 10-11 (2211)IshmamPas encore d'évaluation
- Chapter 8 - Mechanical Properties of Metals - Week 6&7Document40 pagesChapter 8 - Mechanical Properties of Metals - Week 6&7Soineth Guzmán100% (1)
- Fatigue Failure NewDocument21 pagesFatigue Failure NewAshwani DinkarPas encore d'évaluation
- Mechanical Properties of Metals: Issues To Address..Document30 pagesMechanical Properties of Metals: Issues To Address..Gian BanaresPas encore d'évaluation
- Mechanical Properties and BehaviorDocument28 pagesMechanical Properties and BehaviorZain FarhanPas encore d'évaluation
- Fatigue ?: Furthermore, Fatigue Is Catastrophic and Insidious, Occurring Very Suddenly and Without WarningDocument46 pagesFatigue ?: Furthermore, Fatigue Is Catastrophic and Insidious, Occurring Very Suddenly and Without WarningDhananjay ShimpiPas encore d'évaluation
- Creep & FatigueDocument20 pagesCreep & Fatiguesgk3219Pas encore d'évaluation
- Chapter 2 Mechanic PropDocument31 pagesChapter 2 Mechanic PropLuyến Phạm ThịPas encore d'évaluation
- Fatigue & Creep in Engineering Fatigue & Creep in Engineering Materials Materials (Chapter 8) (Chapter 8)Document27 pagesFatigue & Creep in Engineering Fatigue & Creep in Engineering Materials Materials (Chapter 8) (Chapter 8)Prabhat SinghPas encore d'évaluation
- Bending Deformation, Strain and Stress in BeamsDocument21 pagesBending Deformation, Strain and Stress in BeamsWolelaw FikaduPas encore d'évaluation
- Fluctuating LoadingDocument26 pagesFluctuating LoadingAdil FarooqPas encore d'évaluation
- Yorulma 1 PDFDocument36 pagesYorulma 1 PDFAnonymous KzJcjGCJb100% (1)
- Mechanical Properties: Issues To Address..Document47 pagesMechanical Properties: Issues To Address..Anonymous NfxLyygnckPas encore d'évaluation
- Chapter 8 Student Post-Lecture1Document22 pagesChapter 8 Student Post-Lecture1Taha Alper ŞenPas encore d'évaluation
- Characteristics Applications & Characteristics, Applications & Processing of PolymersDocument27 pagesCharacteristics Applications & Characteristics, Applications & Processing of PolymersTheo_AmberLamp_9973Pas encore d'évaluation
- Fatigue & Creep Failure Modes ExplainedDocument19 pagesFatigue & Creep Failure Modes ExplainedIftekhar ArefinPas encore d'évaluation
- Slide-7 MulurDocument40 pagesSlide-7 MulurAbrianto akuanPas encore d'évaluation
- MetE230-Chap8-Mechanical PropertiesDocument44 pagesMetE230-Chap8-Mechanical PropertiesEric WilliamPas encore d'évaluation
- Week-4 Mechanical Behaviour IDocument26 pagesWeek-4 Mechanical Behaviour Iyu yanPas encore d'évaluation
- Mechanical Science for Technicians: Volume 1D'EverandMechanical Science for Technicians: Volume 1Évaluation : 5 sur 5 étoiles5/5 (1)
- Strength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresD'EverandStrength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresÉvaluation : 4 sur 5 étoiles4/5 (1)
- Mechanics Today: Pergamon Mechanics Today Series, Volume 1D'EverandMechanics Today: Pergamon Mechanics Today Series, Volume 1Évaluation : 3 sur 5 étoiles3/5 (5)
- CULLITYDocument520 pagesCULLITYsimma suryanarayanaPas encore d'évaluation
- Transmission Electron MicrosDocument201 pagesTransmission Electron Microssimma suryanarayanaPas encore d'évaluation
- Chap 5Document13 pagesChap 5simma suryanarayanaPas encore d'évaluation
- 4 - Crystal Structure PDFDocument66 pages4 - Crystal Structure PDFManoj SelvamPas encore d'évaluation
- Ecyluo1ys2qvoutji72q Signature Poli 141018125101 Conversion Gate02Document37 pagesEcyluo1ys2qvoutji72q Signature Poli 141018125101 Conversion Gate02simma suryanarayanaPas encore d'évaluation
- 01HW5 SolutionsDocument8 pages01HW5 SolutionssennixPas encore d'évaluation
- Assignment 2 SolutionsDocument9 pagesAssignment 2 Solutionssimma suryanarayanaPas encore d'évaluation
- ch3 p3Document7 pagesch3 p3simma suryanarayanaPas encore d'évaluation
- LegoDocument30 pagesLegomzai2003Pas encore d'évaluation
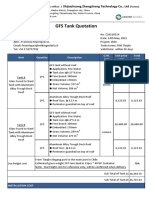
- GFS Tank Quotation C20210514Document4 pagesGFS Tank Quotation C20210514Francisco ManriquezPas encore d'évaluation
- Rapport DharaviDocument23 pagesRapport DharaviUrbanistes du MondePas encore d'évaluation
- How To Text A Girl - A Girls Chase Guide (Girls Chase Guides) (PDFDrive) - 31-61Document31 pagesHow To Text A Girl - A Girls Chase Guide (Girls Chase Guides) (PDFDrive) - 31-61Myster HighPas encore d'évaluation
- CBT For BDDDocument13 pagesCBT For BDDGregg Williams100% (5)
- Basic Features of The Microcredit Regulatory Authority Act, 2006Document10 pagesBasic Features of The Microcredit Regulatory Authority Act, 2006Asif Hasan DhimanPas encore d'évaluation
- IQ CommandDocument6 pagesIQ CommandkuoliusPas encore d'évaluation
- Inborn Errors of Metabolism in Infancy: A Guide To DiagnosisDocument11 pagesInborn Errors of Metabolism in Infancy: A Guide To DiagnosisEdu Diaperlover São PauloPas encore d'évaluation
- Simba s7d Long Hole Drill RigDocument2 pagesSimba s7d Long Hole Drill RigJaime Asis LopezPas encore d'évaluation
- 2018 NAMCYA CHILDREN'S RONDALLA ENSEMBLE GuidelinesDocument3 pages2018 NAMCYA CHILDREN'S RONDALLA ENSEMBLE GuidelinesJohn Cedrick JagapePas encore d'évaluation
- Eye Bags ReliefDocument27 pagesEye Bags ReliefNatsu DragneelPas encore d'évaluation
- MCQ Ch16solDocument4 pagesMCQ Ch16solandiswahlongwa870Pas encore d'évaluation
- Allan S. Cu v. Small Business Guarantee and FinanceDocument2 pagesAllan S. Cu v. Small Business Guarantee and FinanceFrancis Coronel Jr.Pas encore d'évaluation
- SolBridge Application 2012Document14 pagesSolBridge Application 2012Corissa WandmacherPas encore d'évaluation
- A Guide To in The: First AidDocument20 pagesA Guide To in The: First AidsanjeevchsPas encore d'évaluation
- EC GATE 2017 Set I Key SolutionDocument21 pagesEC GATE 2017 Set I Key SolutionJeevan Sai MaddiPas encore d'évaluation
- Form 709 United States Gift Tax ReturnDocument5 pagesForm 709 United States Gift Tax ReturnBogdan PraščevićPas encore d'évaluation
- Mobile ApplicationDocument2 pagesMobile Applicationdarebusi1Pas encore d'évaluation
- An Introduction To Ecology and The BiosphereDocument54 pagesAn Introduction To Ecology and The BiosphereAndrei VerdeanuPas encore d'évaluation
- 2021 Impact of Change Forecast Highlights: COVID-19 Recovery and Impact On Future UtilizationDocument17 pages2021 Impact of Change Forecast Highlights: COVID-19 Recovery and Impact On Future UtilizationwahidPas encore d'évaluation
- !!!Логос - конференц10.12.21 копіяDocument141 pages!!!Логос - конференц10.12.21 копіяНаталія БондарPas encore d'évaluation
- Induction ClassesDocument20 pagesInduction ClassesMichelle MarconiPas encore d'évaluation
- Command List-6Document3 pagesCommand List-6Carlos ArbelaezPas encore d'évaluation
- Mrs. Universe PH - Empowering Women, Inspiring ChildrenDocument2 pagesMrs. Universe PH - Empowering Women, Inspiring ChildrenKate PestanasPas encore d'évaluation
- Learning Activity Sheet: 3 Quarter Week 1 Mathematics 2Document8 pagesLearning Activity Sheet: 3 Quarter Week 1 Mathematics 2Dom MartinezPas encore d'évaluation
- Equilibruim of Forces and How Three Forces Meet at A PointDocument32 pagesEquilibruim of Forces and How Three Forces Meet at A PointSherif Yehia Al MaraghyPas encore d'évaluation
- Embryology-Nervous System DevelopmentDocument157 pagesEmbryology-Nervous System DevelopmentGheavita Chandra DewiPas encore d'évaluation
- Prasads Pine Perks - Gift CardsDocument10 pagesPrasads Pine Perks - Gift CardsSusanth Kumar100% (1)
- Reading and Writing Q1 - M13Document13 pagesReading and Writing Q1 - M13Joshua Lander Soquita Cadayona100% (1)
- KPUPDocument38 pagesKPUPRoda ES Jimbert50% (2)