Vous aimerez peut-être aussi
- Steam Condensers and Their Application in Sugar FactoriesDocument11 pagesSteam Condensers and Their Application in Sugar FactoriesRamon PeyegrinPas encore d'évaluation
- CONDENSER AND COOLING WATER PLANT DESIGNDocument4 pagesCONDENSER AND COOLING WATER PLANT DESIGNAhmed HelmyPas encore d'évaluation
- 1985_Kirsch_Characteristics And Applications OfDocument2 pages1985_Kirsch_Characteristics And Applications OfrezarossPas encore d'évaluation
- Scientific American Supplement, No. 633, February 18, 1888D'EverandScientific American Supplement, No. 633, February 18, 1888Pas encore d'évaluation
- Eyectors PDFDocument110 pagesEyectors PDFDiego RinconPas encore d'évaluation
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesD'EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesPas encore d'évaluation
- Steam Jet Ejectors in Pilot and Production PlantsDocument5 pagesSteam Jet Ejectors in Pilot and Production PlantsPrabhakar KattulaPas encore d'évaluation
- 1981 - Addison - Large Falling Film EvaporatorsDocument3 pages1981 - Addison - Large Falling Film EvaporatorsshondabaguePas encore d'évaluation
- Medium and Highspeed Diesel Engines For Marine Service 1938Document11 pagesMedium and Highspeed Diesel Engines For Marine Service 1938Merrel RossPas encore d'évaluation
- Design of Vacuum Systems For Crude Oil Vacuum Tower DistillationDocument5 pagesDesign of Vacuum Systems For Crude Oil Vacuum Tower DistillationnasirmuzaffarPas encore d'évaluation
- Train Competence in Compression SolutionsDocument10 pagesTrain Competence in Compression SolutionsbbisdPas encore d'évaluation
- Free Pistons EnginesDocument8 pagesFree Pistons EnginessavecodocjPas encore d'évaluation
- Developments in steam turbines for sugar millsDocument6 pagesDevelopments in steam turbines for sugar millsManoj Kumar100% (1)
- Ejector CycleDocument5 pagesEjector CyclemijooPas encore d'évaluation
- Design Criteria and Performance of An Advanced Reciprocating CompDocument9 pagesDesign Criteria and Performance of An Advanced Reciprocating CompEstebanGiraldoPas encore d'évaluation
- Industrial Steam Turbines Improve Energy Utilization in Thermal Power Plants by R. WicklDocument8 pagesIndustrial Steam Turbines Improve Energy Utilization in Thermal Power Plants by R. WickljnmanivannanmechPas encore d'évaluation
- A Balanced View of Reciprocating and Screw Compressor EfficiencieDocument7 pagesA Balanced View of Reciprocating and Screw Compressor EfficiencieGeorge Nobre FilhoPas encore d'évaluation
- Surface Condenser Design and OperationDocument7 pagesSurface Condenser Design and OperationJesús Santiago QuijadaPas encore d'évaluation
- Steam TurbineDocument42 pagesSteam TurbineSreejith VaneryPas encore d'évaluation
- Vacuum Condenser Drainage - Proper Design & Installation GuideDocument3 pagesVacuum Condenser Drainage - Proper Design & Installation Guidenirmal_subudhiPas encore d'évaluation
- Steam Turbine TestsDocument16 pagesSteam Turbine TestsHaf izh100% (1)
- Bottom Blowdown: Download The (295 KB) Try Answering The For This Tutorial View The Complete Collection ofDocument8 pagesBottom Blowdown: Download The (295 KB) Try Answering The For This Tutorial View The Complete Collection ofsenaPas encore d'évaluation
- Hydraulic Press Design CalculationsDocument11 pagesHydraulic Press Design CalculationsSherif AdelPas encore d'évaluation
- HEI Tech Sheet 110Document15 pagesHEI Tech Sheet 110Suganya LokeshPas encore d'évaluation
- Run Clean With Dry Vacuum PumpsDocument10 pagesRun Clean With Dry Vacuum PumpsicingrockPas encore d'évaluation
- Ejectors Give Any Suction PressureDocument7 pagesEjectors Give Any Suction Pressurehappale2002Pas encore d'évaluation
- Chapter - 1 Condenser PerformanceDocument21 pagesChapter - 1 Condenser PerformanceAhmed HelmyPas encore d'évaluation
- Vacuum Systems: Key to Power Plant OperationDocument15 pagesVacuum Systems: Key to Power Plant OperationzulryPas encore d'évaluation
- 104 Final PaperDocument16 pages104 Final PaperJeeEianYannPas encore d'évaluation
- Screw Compressors for Chemical ProcessesDocument9 pagesScrew Compressors for Chemical Processesakamalapuri388Pas encore d'évaluation
- Ejector PDFDocument5 pagesEjector PDFVirendra KumarPas encore d'évaluation
- External Combustion Engines ExplainedDocument12 pagesExternal Combustion Engines ExplainedKath LoridaPas encore d'évaluation
- 4000 MTPD Ammonia Plant PaperDocument8 pages4000 MTPD Ammonia Plant PaperJose DenizPas encore d'évaluation
- Fisher Steam Turbines Application Guide August 2013Document11 pagesFisher Steam Turbines Application Guide August 2013Juan Manuel Pardal100% (1)
- 7856-Me-Spc-198-025 Rev - ADocument17 pages7856-Me-Spc-198-025 Rev - Ashameer_febi100% (1)
- Dry Vacuum PumpsDocument10 pagesDry Vacuum PumpsWade ColemanPas encore d'évaluation
- A 373340Document8 pagesA 373340Christian ZevahcPas encore d'évaluation
- Air Ejector Cheaper Than SteamDocument5 pagesAir Ejector Cheaper Than SteamjungmukPas encore d'évaluation
- Ejector FundamentalsDocument6 pagesEjector FundamentalscordobaluisfPas encore d'évaluation
- Ejectors: Wide Uses & Selection GuideDocument6 pagesEjectors: Wide Uses & Selection Guidehappale2002Pas encore d'évaluation
- The Boiler HouseDocument9 pagesThe Boiler Housemeijon pelayerPas encore d'évaluation
- Turbines and ExpandersDocument8 pagesTurbines and ExpandersMusa KaleemPas encore d'évaluation
- Module Unit XDocument3 pagesModule Unit XKEZIA MAE JALANDONIPas encore d'évaluation
- Mikuni Sudco Tuning Manual Ed4 OcrDocument97 pagesMikuni Sudco Tuning Manual Ed4 OcrAlexander Chekalin50% (2)
- Choose the Right Compressor Type for Your ApplicationDocument45 pagesChoose the Right Compressor Type for Your ApplicationSrihari KodimelaPas encore d'évaluation
- Can Air-Operated Ejectors Solve Your Problem?Document4 pagesCan Air-Operated Ejectors Solve Your Problem?jungmukPas encore d'évaluation
- Hydraulic Data For Pump ApplicationDocument28 pagesHydraulic Data For Pump ApplicationedwinramonPas encore d'évaluation
- Oerlikon Leybold Roots Blower Vacuum Pump CatalogDocument40 pagesOerlikon Leybold Roots Blower Vacuum Pump CatalogYasir Ali100% (1)
- Activity On Comparative Charts For Different Prime MoversDocument7 pagesActivity On Comparative Charts For Different Prime MoversRon AquinoPas encore d'évaluation
- SIEMENS The H Class To Korea BrochureDocument8 pagesSIEMENS The H Class To Korea Brochurelink2u_007Pas encore d'évaluation
- Air Classification State of Art 20130110Document19 pagesAir Classification State of Art 20130110Alejandro LamuedraPas encore d'évaluation
- Lawrence F. Drbal: IhsasDocument4 pagesLawrence F. Drbal: IhsaslangcvPas encore d'évaluation
- Valve Point Loading of TurbinesDocument4 pagesValve Point Loading of TurbinesAmien Karim0% (1)
- Vacuum Systems: Reprinted With Permission From Ryans and Bays (2001)Document3 pagesVacuum Systems: Reprinted With Permission From Ryans and Bays (2001)ethanchiaaPas encore d'évaluation
- USC Steam Turbine TechnologyDocument17 pagesUSC Steam Turbine TechnologyteijarajPas encore d'évaluation
- Xlreporter: The Next Generation of Reports, Forms and Dashboards For Process AutomationDocument39 pagesXlreporter: The Next Generation of Reports, Forms and Dashboards For Process Automationahmed nawazPas encore d'évaluation
- Calculate TEEP - Measure Utilization and Capacity - OEEDocument4 pagesCalculate TEEP - Measure Utilization and Capacity - OEEahmed nawaz100% (1)
- Biodieselanalyzer: A User-Friendly Software For Predicting The Properties of Prospective BiodieselDocument3 pagesBiodieselanalyzer: A User-Friendly Software For Predicting The Properties of Prospective Biodieselahmed nawazPas encore d'évaluation
- Pv2 Office Politics 1990Document59 pagesPv2 Office Politics 1990ahmed nawazPas encore d'évaluation
- Case Study Productivity Improvement Wireless Steam Trap Monitoring Rosemount en 88650Document2 pagesCase Study Productivity Improvement Wireless Steam Trap Monitoring Rosemount en 88650ahmed nawazPas encore d'évaluation
- Nihms 704539Document25 pagesNihms 704539ahmed nawazPas encore d'évaluation
- Roles and Responsibilities of Plant Pre-Commissioning, Commissioning and Acceptance Test RunDocument11 pagesRoles and Responsibilities of Plant Pre-Commissioning, Commissioning and Acceptance Test RunArsalan QadirPas encore d'évaluation
- Increase Manufacturing Production Capacity - VorneDocument10 pagesIncrease Manufacturing Production Capacity - Vorneahmed nawazPas encore d'évaluation
- Job Title: Assistant Production Manager: Responsibili EsDocument1 pageJob Title: Assistant Production Manager: Responsibili Esahmed nawazPas encore d'évaluation
- AVEVA Everything3D: The Most Advanced and Powerful 3D Design SolutionDocument8 pagesAVEVA Everything3D: The Most Advanced and Powerful 3D Design SolutionQUALITY12Pas encore d'évaluation
- n90 PDFDocument2 pagesn90 PDFahmed nawazPas encore d'évaluation
- Cooling Tower 45Document2 pagesCooling Tower 45ahmed nawazPas encore d'évaluation
- Podcasts For HR ExecutivesDocument4 pagesPodcasts For HR Executivesahmed nawaz100% (1)
- Project Quality Activities and Goal Setting in Assessing PerformanceDocument23 pagesProject Quality Activities and Goal Setting in Assessing Performanceahmed nawazPas encore d'évaluation
- Krohne Optiflux5000fl ManualDocument32 pagesKrohne Optiflux5000fl Manualahmed nawazPas encore d'évaluation
- Krohne Optiflux5000f PDFDocument32 pagesKrohne Optiflux5000f PDFahmed nawazPas encore d'évaluation
- Note 387 Water PDFDocument24 pagesNote 387 Water PDFahmed nawazPas encore d'évaluation
- How To Navigate Office Politics: Your Guide To Getting AheadDocument9 pagesHow To Navigate Office Politics: Your Guide To Getting Aheadahmed nawazPas encore d'évaluation
- Note 387 Air PDFDocument24 pagesNote 387 Air PDFahmed nawazPas encore d'évaluation
- Gifghig464 PDFDocument24 pagesGifghig464 PDFahmed nawaz100% (1)
- 03 Thailand PTT Chemical Full ReportDocument24 pages03 Thailand PTT Chemical Full Reportahmed nawazPas encore d'évaluation
- Optiflux5000 FLDocument24 pagesOptiflux5000 FLahmed nawazPas encore d'évaluation
- SuccessDocument12 pagesSuccessahmed nawazPas encore d'évaluation
- Ifc 300 PDFDocument44 pagesIfc 300 PDFahmed nawazPas encore d'évaluation
- QMP 2012 PDFDocument20 pagesQMP 2012 PDFmathaikuttyPas encore d'évaluation
- Chemical ReactorsDocument18 pagesChemical ReactorsElvis AnsuPas encore d'évaluation
- IFSQN ISO 22000 Food Safety Management System Product InformationDocument23 pagesIFSQN ISO 22000 Food Safety Management System Product Informationgareth1190% (1)
- Guide To Iso 9001 2015 PDFDocument15 pagesGuide To Iso 9001 2015 PDFahmed nawaz100% (2)
- From Organic Chemistry To Fat and Oil Chemistry : Technologie - InnovationDocument11 pagesFrom Organic Chemistry To Fat and Oil Chemistry : Technologie - Innovationahmed nawazPas encore d'évaluation
- Effect of Operating Conditions On CSTR Performance: An Experimental StudyDocument5 pagesEffect of Operating Conditions On CSTR Performance: An Experimental Studyahmed nawazPas encore d'évaluation
- Wind Energy BasicsDocument22 pagesWind Energy BasicsMohamed Al-OdatPas encore d'évaluation
- ME-458 Turbomachinery: Review of Basic Laws and Design AspectsDocument113 pagesME-458 Turbomachinery: Review of Basic Laws and Design AspectsAneeq Raheem0% (1)
- Ic Engine Ignou NotesDocument16 pagesIc Engine Ignou NotesRakesh JhaPas encore d'évaluation
- How Do Aircraft Jet Engines Work?Document16 pagesHow Do Aircraft Jet Engines Work?raj6062Pas encore d'évaluation
- SB MultiVIV HighStaticDucted ARNU543BRA4!8!15 20150904103919Document2 pagesSB MultiVIV HighStaticDucted ARNU543BRA4!8!15 20150904103919ags387Pas encore d'évaluation
- Compressor Theory: Technical TrainingDocument55 pagesCompressor Theory: Technical TrainingAlka GoyalPas encore d'évaluation
- DynaWave SuperClausDocument2 pagesDynaWave SuperClausNKPas encore d'évaluation
- S (G2) Series Datasheet-3.22Document2 pagesS (G2) Series Datasheet-3.22Carlos CruzPas encore d'évaluation
- Operating Instructions: Preparation For Start-UpDocument8 pagesOperating Instructions: Preparation For Start-UpMiliani AhmedPas encore d'évaluation
- Compressor Motor Types and Start RelaysDocument7 pagesCompressor Motor Types and Start Relaysildiko1234Pas encore d'évaluation
- BS 845-2-1987 Assessing Thermal Performance of Boilers For Steam, Hot Water and High TemperatureDocument50 pagesBS 845-2-1987 Assessing Thermal Performance of Boilers For Steam, Hot Water and High TemperatureTrần ĐộPas encore d'évaluation
- Distributed Solar Power System: 700W, 3kW, 5kW, 10kW, 20kW, 50kW and 1000kW Etc.Document4 pagesDistributed Solar Power System: 700W, 3kW, 5kW, 10kW, 20kW, 50kW and 1000kW Etc.marketingsunfix sunfixPas encore d'évaluation
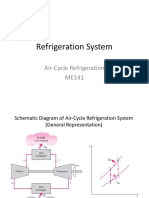
- Refrigeration SystemDocument17 pagesRefrigeration SystemTorque123Pas encore d'évaluation
- The Power of Steam: Planing and Sales Certuss Dampfautomaten GMBH & Co. KGDocument24 pagesThe Power of Steam: Planing and Sales Certuss Dampfautomaten GMBH & Co. KGPrisca Rojas CandelarioPas encore d'évaluation
- Biomass Technology Brochure - Babcock Wilcox VolundDocument24 pagesBiomass Technology Brochure - Babcock Wilcox VolundAlex MartayanPas encore d'évaluation
- TOPIC-08 ATA 36 Pneumatic SystemDocument2 pagesTOPIC-08 ATA 36 Pneumatic SystemOfficial Killer100% (1)
- Project File Index Sheet - READMEDocument1 pageProject File Index Sheet - READMERustono RPas encore d'évaluation
- RRI School of Performance Air-Fuel RatiosDocument4 pagesRRI School of Performance Air-Fuel RatiosAntonio Renato CrespoPas encore d'évaluation
- Rittal Climate Control Quick Reference 5 3082 PDFDocument2 pagesRittal Climate Control Quick Reference 5 3082 PDFpedro torresPas encore d'évaluation
- ASU24CL1 AOU24CL1: Split Type Room Air Conditioner Wall Wounted TypeDocument21 pagesASU24CL1 AOU24CL1: Split Type Room Air Conditioner Wall Wounted TypeAndrey RicardoPas encore d'évaluation
- Air Conditioning System Selection&DesignDocument17 pagesAir Conditioning System Selection&DesignMuhammedShareefPas encore d'évaluation
- High Efficiency 16 SEER Ductless Mini-Split SystemsDocument2 pagesHigh Efficiency 16 SEER Ductless Mini-Split SystemsSergio ChupinaPas encore d'évaluation
- Smart automatic irrigation with soil moisture sensorsDocument15 pagesSmart automatic irrigation with soil moisture sensorsDebashishParidaPas encore d'évaluation
- 400 KVA Data SheetDocument3 pages400 KVA Data SheetYasirSwatiPas encore d'évaluation
- Price List: Crompton Greaves Consumer Electricals LimitedDocument25 pagesPrice List: Crompton Greaves Consumer Electricals LimitedNishanth GaneshPas encore d'évaluation
- (Elearnica - Ir) - Ground-Source Heat Pumps Systems and ApplicationsDocument28 pages(Elearnica - Ir) - Ground-Source Heat Pumps Systems and ApplicationsSeyed0% (1)
- ASHRAE Results-Summary-Spreadsheet-2018Document29 pagesASHRAE Results-Summary-Spreadsheet-2018mech_sahilPas encore d'évaluation
- A G IIP: Mine Uard RocessDocument2 pagesA G IIP: Mine Uard Rocessmehul10941Pas encore d'évaluation
- Comparison Novec1230 Vs FM 200 Vs CO2Document3 pagesComparison Novec1230 Vs FM 200 Vs CO2Innovative Safety MarinesPas encore d'évaluation
- Centrifugal Compressor SealsDocument4 pagesCentrifugal Compressor SealsHadi ShahsavanPas encore d'évaluation
- Introduction to Power System ProtectionD'EverandIntroduction to Power System ProtectionÉvaluation : 5 sur 5 étoiles5/5 (1)
- Shorting the Grid: The Hidden Fragility of Our Electric GridD'EverandShorting the Grid: The Hidden Fragility of Our Electric GridÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressD'EverandNuclear Energy in the 21st Century: World Nuclear University PressÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Introduction to Power System ProtectionD'EverandIntroduction to Power System ProtectionPas encore d'évaluation
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesD'EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesÉvaluation : 4.5 sur 5 étoiles4.5/5 (21)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentD'EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentÉvaluation : 4.5 sur 5 étoiles4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialD'EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialPas encore d'évaluation
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyD'EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyPas encore d'évaluation
- Asset Integrity Management for Offshore and Onshore StructuresD'EverandAsset Integrity Management for Offshore and Onshore StructuresPas encore d'évaluation
- Renewable Energy: A Very Short IntroductionD'EverandRenewable Energy: A Very Short IntroductionÉvaluation : 4.5 sur 5 étoiles4.5/5 (12)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successD'EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Build Your Own Electric Vehicle, Third EditionD'EverandBuild Your Own Electric Vehicle, Third EditionÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeD'EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeÉvaluation : 4 sur 5 étoiles4/5 (130)
- The Grid: The Fraying Wires Between Americans and Our Energy FutureD'EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureÉvaluation : 3.5 sur 5 étoiles3.5/5 (48)
- Implementing an Integrated Management System (IMS): The strategic approachD'EverandImplementing an Integrated Management System (IMS): The strategic approachÉvaluation : 5 sur 5 étoiles5/5 (2)
- Handbook on Battery Energy Storage SystemD'EverandHandbook on Battery Energy Storage SystemÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Produced Water Treatment Field ManualD'EverandProduced Water Treatment Field ManualÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Energy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksD'EverandEnergy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksPas encore d'évaluation
- Industrial Piping and Equipment Estimating ManualD'EverandIndustrial Piping and Equipment Estimating ManualÉvaluation : 5 sur 5 étoiles5/5 (7)
- The Rare Metals War: the dark side of clean energy and digital technologiesD'EverandThe Rare Metals War: the dark side of clean energy and digital technologiesÉvaluation : 5 sur 5 étoiles5/5 (2)
- ISO 50001: A strategic guide to establishing an energy management systemD'EverandISO 50001: A strategic guide to establishing an energy management systemPas encore d'évaluation
- The Way Home: Tales from a life without technologyD'EverandThe Way Home: Tales from a life without technologyÉvaluation : 4 sur 5 étoiles4/5 (45)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsD'EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsPas encore d'évaluation
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesD'EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertÉvaluation : 3 sur 5 étoiles3/5 (2)
- Solar Electricity Basics: Powering Your Home or Office with Solar EnergyD'EverandSolar Electricity Basics: Powering Your Home or Office with Solar EnergyÉvaluation : 5 sur 5 étoiles5/5 (3)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionD'EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionÉvaluation : 4.5 sur 5 étoiles4.5/5 (16)