
Vous aimerez peut-être aussi
- Plate and Shell Structures: Selected Analytical and Finite Element SolutionsD'EverandPlate and Shell Structures: Selected Analytical and Finite Element SolutionsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Shop Data - Fitting Layout For HVACDocument2 pagesShop Data - Fitting Layout For HVACDaniel AustinPas encore d'évaluation
- CatalogDocument235 pagesCatalogcustomerx50% (4)
- DR KAISER Grinding WheelsDocument20 pagesDR KAISER Grinding Wheelsnestor333Pas encore d'évaluation
- Metal Cutting PDFDocument92 pagesMetal Cutting PDFJagadishchandrabose KondamudiPas encore d'évaluation
- PCD Wire Edm Technology PDFDocument6 pagesPCD Wire Edm Technology PDFyorf1989Pas encore d'évaluation
- Screw PointDocument2 pagesScrew PointGaurav RelanPas encore d'évaluation
- Press Brake BendingDocument6 pagesPress Brake Bendingkumarjs19Pas encore d'évaluation
- A New Extrusion ConceptDocument18 pagesA New Extrusion ConceptLeonel VelasquezPas encore d'évaluation
- Design Guidelines - Spot Welding ChapterDocument11 pagesDesign Guidelines - Spot Welding ChapterJoel BrasilBorgesPas encore d'évaluation
- Sapa Group - Shape Magazine 2004 # 1 - Aluminium / AluminumDocument24 pagesSapa Group - Shape Magazine 2004 # 1 - Aluminium / Aluminumsapagroup100% (1)
- Frame Cad-Self Tapping Screw SpecDocument2 pagesFrame Cad-Self Tapping Screw Specersivaraj100% (1)
- Inch Series Dowel Pins: Mechanical PropertiesDocument2 pagesInch Series Dowel Pins: Mechanical PropertieswilliaqPas encore d'évaluation
- Outokumpu Forta Range Stainless Steel DatasheetDocument16 pagesOutokumpu Forta Range Stainless Steel DatasheetNicola D'ettolePas encore d'évaluation
- Press Tooling Extrusion's Main Support: Prepared For AEC Presentation November 2005Document39 pagesPress Tooling Extrusion's Main Support: Prepared For AEC Presentation November 2005Axel Letona100% (2)
- Er70s 6Document2 pagesEr70s 6Carlos PadillaPas encore d'évaluation
- Sheet MetalDocument6 pagesSheet MetalDeepak RainaPas encore d'évaluation
- 03.13 - General Design - Bracing Systems & Use of U-Frames in Steel BridgesDocument18 pages03.13 - General Design - Bracing Systems & Use of U-Frames in Steel BridgesOscar MendozaPas encore d'évaluation
- Sheet Metal FormingDocument9 pagesSheet Metal FormingKhin Aung ShwePas encore d'évaluation
- SKF Linear BushDocument60 pagesSKF Linear BushAwdhesh Singh Bhadoriya100% (1)
- Aluminum Extrusion Process OverviewDocument4 pagesAluminum Extrusion Process Overviewken_desPas encore d'évaluation
- Royal 1450MT Turnkey Solution Short Stroke Aluminium Extrusion Plant 20210717Document26 pagesRoyal 1450MT Turnkey Solution Short Stroke Aluminium Extrusion Plant 20210717Farhan Abdul MalikPas encore d'évaluation
- Japanese Architectural Standard Specification Jass 6 CompressDocument19 pagesJapanese Architectural Standard Specification Jass 6 CompressMiroslav ThôngPas encore d'évaluation
- Sheet Metal Forming Processes GuideDocument16 pagesSheet Metal Forming Processes GuideSabur Mythin Abdul AzeesPas encore d'évaluation
- Engineering Journal - First Quarter 2017Document69 pagesEngineering Journal - First Quarter 2017gilmarPas encore d'évaluation
- ASM Material Data SheetDocument2 pagesASM Material Data SheetShankar PranavPas encore d'évaluation
- Defining Torsion in Master FrameDocument5 pagesDefining Torsion in Master FramekatoPas encore d'évaluation
- Connection Steel DesignDocument18 pagesConnection Steel DesignHalina HamidPas encore d'évaluation
- Analysis and Die Design of Flat-Die Hot Extrusion Process 2. Numerical Design of Bearing LengthsDocument12 pagesAnalysis and Die Design of Flat-Die Hot Extrusion Process 2. Numerical Design of Bearing LengthsPraveen ChathurangaPas encore d'évaluation
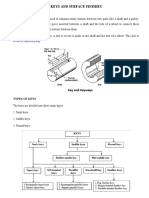
- Keys and Surface Finishes GuideDocument4 pagesKeys and Surface Finishes GuidesathiaPas encore d'évaluation
- A-313 - 98Document7 pagesA-313 - 98José Ramón GutierrezPas encore d'évaluation
- CNCDocument32 pagesCNCa k singhPas encore d'évaluation
- Reduction of Stress Concentration in Bolt Nut ConnectorsDocument6 pagesReduction of Stress Concentration in Bolt Nut ConnectorsjtorerocPas encore d'évaluation
- Dathan Tool and Gauge HandbookDocument32 pagesDathan Tool and Gauge HandbooksamirkaminskyPas encore d'évaluation
- Notes - Solder E1, E2, and E3 Together, Then Paint The Whole ThingDocument68 pagesNotes - Solder E1, E2, and E3 Together, Then Paint The Whole ThingLFoster1Pas encore d'évaluation
- En 08 Mild Steel and Alloy Steels PropertiesDocument2 pagesEn 08 Mild Steel and Alloy Steels PropertiesSamratPas encore d'évaluation
- Tesla SYSTEM AND METHOD FOR FACILITATING PULSED SPRAY QUENCH OF EXTRUDED OBJECTSDocument20 pagesTesla SYSTEM AND METHOD FOR FACILITATING PULSED SPRAY QUENCH OF EXTRUDED OBJECTSJoey KlenderPas encore d'évaluation
- Torsion of Noncircular Prismatic Bars - Extract From Craig Mechanics of MaterialsDocument5 pagesTorsion of Noncircular Prismatic Bars - Extract From Craig Mechanics of MaterialsAlmudena9Pas encore d'évaluation
- Tube BendingDocument104 pagesTube Bendingvishal80% (5)
- Abrasive Water Jet MachiningDocument14 pagesAbrasive Water Jet MachiningSanjay SharmaPas encore d'évaluation
- The Basics of Applying Bend FunctionsDocument18 pagesThe Basics of Applying Bend Functionssssf-dobojPas encore d'évaluation
- Tolerances As Per en 12493Document5 pagesTolerances As Per en 12493prasad raikarPas encore d'évaluation
- Steel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingDocument86 pagesSteel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingOtoniel Reyes Galay100% (1)
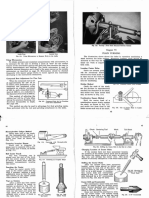
- Inside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercDocument22 pagesInside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercRick ManPas encore d'évaluation
- Calculate K-Factors for Sheet Metal BendsDocument2 pagesCalculate K-Factors for Sheet Metal BendssunilbholPas encore d'évaluation
- Bossard Taptite Self Tapping Screw CatalogueDocument10 pagesBossard Taptite Self Tapping Screw CataloguepmlmkpPas encore d'évaluation
- Tube Bending Seminar GuideDocument48 pagesTube Bending Seminar GuidehopkhtnPas encore d'évaluation
- ALRO MetalsGuidePDFCatalogJune2013LRDocument544 pagesALRO MetalsGuidePDFCatalogJune2013LRIsmael ZavalaPas encore d'évaluation
- Torsional Stress On TubeDocument7 pagesTorsional Stress On TubeEPCFirmPas encore d'évaluation
- Forming Curve SignificanceDocument14 pagesForming Curve SignificanceNishant PatilPas encore d'évaluation
- 06 GearsDocument22 pages06 GearsTeaching ClubPas encore d'évaluation
- EscortsDocument2 pagesEscortspratikPas encore d'évaluation
- Extruded Alloy 6063Document0 pageExtruded Alloy 6063Lasantha DadallagePas encore d'évaluation
- The Iron Puddler My life in the rolling mills and what came of itD'EverandThe Iron Puddler My life in the rolling mills and what came of itPas encore d'évaluation
- Electrical Analogues of Pin-Jointed Systems: International Series of Monographs on Electronics and InstrumentationD'EverandElectrical Analogues of Pin-Jointed Systems: International Series of Monographs on Electronics and InstrumentationPas encore d'évaluation
- TALAT Lecture 4201: Arc Welding Processes: TIG, Plasma Arc, MIGDocument36 pagesTALAT Lecture 4201: Arc Welding Processes: TIG, Plasma Arc, MIGCORE Materials100% (1)
- Basic Heat TreatmentDocument12 pagesBasic Heat Treatmentpramod_goswamiPas encore d'évaluation
- ACS Crawler Dozer Size Chart PDFDocument1 pageACS Crawler Dozer Size Chart PDFMomoPas encore d'évaluation
- Welding Journal 2008 04Document140 pagesWelding Journal 2008 04MomoPas encore d'évaluation
- Basic CNC Plasma Cutting CurriculumDocument20 pagesBasic CNC Plasma Cutting CurriculumNISAR_786Pas encore d'évaluation
- Plasma Cutting Thermal DynamicsDocument28 pagesPlasma Cutting Thermal DynamicsMomo100% (1)
- Sag CalculationDocument28 pagesSag CalculationanandpurushPas encore d'évaluation
- Machine Design QuizDocument2 pagesMachine Design QuizMarc Graham NacuaPas encore d'évaluation
- AUC Nov/Dec 2011 & 2012: CE 6702/prestressed Concrete StructuresDocument9 pagesAUC Nov/Dec 2011 & 2012: CE 6702/prestressed Concrete StructuresRashed Bantilan SagkalPas encore d'évaluation
- Thermal Conductivity For Solid PDFDocument7 pagesThermal Conductivity For Solid PDFAhmed AlbayatiPas encore d'évaluation
- Previous Year Question Paper With AnswersDocument108 pagesPrevious Year Question Paper With AnswersTejasPatilPas encore d'évaluation
- PP H2222 36Document2 pagesPP H2222 36keyur1109Pas encore d'évaluation
- Aluminum Alloy EvolutionDocument2 pagesAluminum Alloy Evolutionc4pp3ll410_m4tt0Pas encore d'évaluation
- FrictionDocument23 pagesFrictionKiran S KumarPas encore d'évaluation
- Perovskite Photovoltaics Park Miyasaka GratzelDocument366 pagesPerovskite Photovoltaics Park Miyasaka GratzelKaren ValadezPas encore d'évaluation
- Graded Examples in Reinforced Concrete Design DiasDocument118 pagesGraded Examples in Reinforced Concrete Design DiasAmgad Talal92% (13)
- Table of Steel Grades: Astm ISO EN Alphanumeric (EN10088) Aisi UNSDocument4 pagesTable of Steel Grades: Astm ISO EN Alphanumeric (EN10088) Aisi UNSPSNMYPas encore d'évaluation
- [Springer Series in Solid and Structural Mechanics 4] Alessandro Freddi, Giorgio Olmi, Luca Cristofolini (auth.) - Experimental Stress Analysis for Materials and Structures_ Stress Analysis Models for.pdfDocument509 pages[Springer Series in Solid and Structural Mechanics 4] Alessandro Freddi, Giorgio Olmi, Luca Cristofolini (auth.) - Experimental Stress Analysis for Materials and Structures_ Stress Analysis Models for.pdfpaaablo_oPas encore d'évaluation
- TS 3 2022 MFP1Document2 pagesTS 3 2022 MFP1Goloo yadavPas encore d'évaluation
- Classification and Composition of Resilient Lining Materials (RLMS)Document5 pagesClassification and Composition of Resilient Lining Materials (RLMS)Sonia LeePas encore d'évaluation
- Elastic Properties of PotatoDocument5 pagesElastic Properties of Potatopriya07rajPas encore d'évaluation
- Rubber White Paper - Nonlinear Finite Element Analysis of ElastomersDocument75 pagesRubber White Paper - Nonlinear Finite Element Analysis of ElastomersDan WolfPas encore d'évaluation
- 2012-Fracture Toughness of Friction Hydro-Pillar Processing Welding in C-MN SteelDocument5 pages2012-Fracture Toughness of Friction Hydro-Pillar Processing Welding in C-MN SteelPedro CunhaPas encore d'évaluation
- DESIGN OF INTZE WATER TANKDocument21 pagesDESIGN OF INTZE WATER TANKAbhijeet GuptaPas encore d'évaluation
- Fatigue and CreepDocument20 pagesFatigue and CreepŸØüsap BasiliPas encore d'évaluation
- Tce Guidlines For Steel Structure Members As Per Is 800Document78 pagesTce Guidlines For Steel Structure Members As Per Is 800neeraj100% (6)
- SOM Question BankDocument8 pagesSOM Question BankprakashmenmoliPas encore d'évaluation
- Fatigue FactorsDocument112 pagesFatigue FactorsAntónio Pinto PereiraPas encore d'évaluation
- Module 3 Steel Beam With Web Opening PDFDocument35 pagesModule 3 Steel Beam With Web Opening PDFkarthiksampPas encore d'évaluation
- Strength and Durability Properties of Plastic - Formatted PaperDocument6 pagesStrength and Durability Properties of Plastic - Formatted Papershalom napoleonPas encore d'évaluation
- Design of Machine Elements ME1302 2 Marks QuestionDocument16 pagesDesign of Machine Elements ME1302 2 Marks QuestionPushparaj MariaPas encore d'évaluation
- Prestressed Concrete: Statically Indeterminate Structures Lectures #1 To 3Document9 pagesPrestressed Concrete: Statically Indeterminate Structures Lectures #1 To 3Francisco GoFlesPas encore d'évaluation
- Stainless Steel in OrthodonticsDocument45 pagesStainless Steel in OrthodonticsSai KrupaPas encore d'évaluation
- Co-Development of Crystalline and Mesoscopic Order inDocument6 pagesCo-Development of Crystalline and Mesoscopic Order inMayra Katherine DominguezPas encore d'évaluation
- Design of Shopping ComplexDocument110 pagesDesign of Shopping Complexgaur_shashikant4432100% (1)
- Colour Centres in Solids PDFDocument2 pagesColour Centres in Solids PDFDavidPas encore d'évaluation








































































![[Springer Series in Solid and Structural Mechanics 4] Alessandro Freddi, Giorgio Olmi, Luca Cristofolini (auth.) - Experimental Stress Analysis for Materials and Structures_ Stress Analysis Models for.pdf](https://imgv2-2-f.scribdassets.com/img/document/402808265/149x198/5d1a55d476/1553300275?v=1)

















