Vous aimerez peut-être aussi
- Maintenance Strategy in SAP-PMDocument12 pagesMaintenance Strategy in SAP-PMSrinivasa Sastry NPas encore d'évaluation
- 05rotary Shaft Seals PDFDocument13 pages05rotary Shaft Seals PDFKhanh Pham DangPas encore d'évaluation
- Shaft Alignment MathDocument8 pagesShaft Alignment MathJose RattiaPas encore d'évaluation
- Abc SealDocument8 pagesAbc SealcuraajPas encore d'évaluation
- 1 - Overview Rev-20170225Document11 pages1 - Overview Rev-20170225AhmadPas encore d'évaluation
- Introduction To RAMDocument14 pagesIntroduction To RAMmarcusfortePas encore d'évaluation
- Analysis of Bolt Torquing CalculationsDocument6 pagesAnalysis of Bolt Torquing CalculationsBahtiar YudhistiraPas encore d'évaluation
- Fmea PumpDocument8 pagesFmea Pumpsumantabal_ucePas encore d'évaluation
- Air Compressor FMEADocument32 pagesAir Compressor FMEAJitu Jena67% (6)
- Effect of Heat On AlignmentDocument11 pagesEffect of Heat On Alignmentvinothenergy100% (1)
- Coherence in Impact TestingDocument2 pagesCoherence in Impact Testingcelestinodl736Pas encore d'évaluation
- Maintenance of Mining MachineryDocument22 pagesMaintenance of Mining Machineryjorgeluis2000100% (1)
- Rcm-Ii Information Sheet: Functions Functional Failures Failure Causes Failure EffectsDocument8 pagesRcm-Ii Information Sheet: Functions Functional Failures Failure Causes Failure EffectsFaisal NaeemPas encore d'évaluation
- Shaft Design GuideDocument3 pagesShaft Design GuideDr_M_Soliman100% (1)
- How GRIHA data analysis improves asset management performanceDocument15 pagesHow GRIHA data analysis improves asset management performanceRaju Ramaswami100% (1)
- Gear Box InspDocument19 pagesGear Box InspdombipinPas encore d'évaluation
- 12 TPMDocument50 pages12 TPMGatut SulianaPas encore d'évaluation
- APH Maintenance Procedure for Wartsila India Ltd. PlantDocument15 pagesAPH Maintenance Procedure for Wartsila India Ltd. PlantKarthi KeyanPas encore d'évaluation
- Basic Maintenance Strategy of Engineering Assets) : Echanical Ngineering Epartment Diponegoro UniversityDocument45 pagesBasic Maintenance Strategy of Engineering Assets) : Echanical Ngineering Epartment Diponegoro Universitysurya kusumaPas encore d'évaluation
- Unit V Reliability Apr 06 2020Document56 pagesUnit V Reliability Apr 06 2020Venkadeshwaran KuthalingamPas encore d'évaluation
- FMEADocument8 pagesFMEAAnudeep ChittluriPas encore d'évaluation
- Numerical Estimation of Fatigue Life Analysis of Gas Turbine Blade PDFDocument27 pagesNumerical Estimation of Fatigue Life Analysis of Gas Turbine Blade PDFaarthiPas encore d'évaluation
- Thermal expansion of boilers explainedDocument5 pagesThermal expansion of boilers explainedThusitha DalpathaduPas encore d'évaluation
- 16.maintenance On The Example of Sinter Coolers by Paul Wurth Umwelttechnik GmbH2Document12 pages16.maintenance On The Example of Sinter Coolers by Paul Wurth Umwelttechnik GmbH2FaresPas encore d'évaluation
- Checking Bearing AlignmentDocument4 pagesChecking Bearing AlignmentTheerayootPas encore d'évaluation
- ROTALIGN Ultra Shaft Handbook ALI 9.855 01 12 en Web PDFDocument176 pagesROTALIGN Ultra Shaft Handbook ALI 9.855 01 12 en Web PDFDan-jones TudziPas encore d'évaluation
- Useful Key Performance Indicators For Maintenance PDFDocument8 pagesUseful Key Performance Indicators For Maintenance PDFfumerojr5164Pas encore d'évaluation
- Pump FMEADocument241 pagesPump FMEAAnonymous g5nzwGICJ100% (6)
- SCHROEDER Automatic Recirculation Check ValveDocument14 pagesSCHROEDER Automatic Recirculation Check ValveAli Bari100% (1)
- US Tsubaki Chain ManualDocument326 pagesUS Tsubaki Chain ManualJorge FernandezPas encore d'évaluation
- Reliability Centered SparesDocument10 pagesReliability Centered Sparesdaniel_silaban100% (1)
- Spiral Bevel AssyDocument3 pagesSpiral Bevel AssyvijaykumarnPas encore d'évaluation
- Seven principles improve maintenance planning efficiencyDocument7 pagesSeven principles improve maintenance planning efficiencyDavid SandersonPas encore d'évaluation
- Weibull AnalysisDocument2 pagesWeibull AnalysisSebastián D. GómezPas encore d'évaluation
- ISO 2433-1999 Machine Tools - Test Conditions For External Cylindrical and Universal Grinding Machines With A Movable Table - Testing of The AccuracyDocument38 pagesISO 2433-1999 Machine Tools - Test Conditions For External Cylindrical and Universal Grinding Machines With A Movable Table - Testing of The AccuracyNgoc Thach PhamPas encore d'évaluation
- Apm Book PDFDocument314 pagesApm Book PDFZahid MasoodPas encore d'évaluation
- ShaftDocument16 pagesShaftSergey Shkapov100% (1)
- Ads RB 04 0005Document6 pagesAds RB 04 0005Yulius Widiardi PwPas encore d'évaluation
- Shaft Design and AnalysisDocument10 pagesShaft Design and AnalysisChenthil KumarPas encore d'évaluation
- Shaft AlignmentDocument4 pagesShaft AlignmentmokarahPas encore d'évaluation
- Lesson 01 PDFDocument12 pagesLesson 01 PDFAbuubakr Abdelwhab HassanPas encore d'évaluation
- Screw CompressorDocument23 pagesScrew CompressorvaibhavPas encore d'évaluation
- Condition-Based Lubrication Using Ultrasonic Technology PDFDocument4 pagesCondition-Based Lubrication Using Ultrasonic Technology PDFperdid0Pas encore d'évaluation
- Reliability Centered MaintenanceDocument103 pagesReliability Centered Maintenancecnrk777Pas encore d'évaluation
- Alignment Module.Document64 pagesAlignment Module.Anthony MayPas encore d'évaluation
- Rotating Equipment Reliability Day1Document7 pagesRotating Equipment Reliability Day1hassaanzafar7100% (2)
- Structural Health MonitoringD'EverandStructural Health MonitoringDaniel BalageasPas encore d'évaluation
- Forsthoffer’s Component Condition MonitoringD'EverandForsthoffer’s Component Condition MonitoringÉvaluation : 4 sur 5 étoiles4/5 (2)
- QSP 14 Fmea Procedure - 01Document7 pagesQSP 14 Fmea Procedure - 01kmvimal36Pas encore d'évaluation
- Risk FMEA GoodDocument30 pagesRisk FMEA GoodÁnh ĐỗPas encore d'évaluation
- FMEADocument24 pagesFMEARaajha MunibathiranPas encore d'évaluation
- Failure Management in Distribution Logistics Applying FMEA ApproachDocument7 pagesFailure Management in Distribution Logistics Applying FMEA ApproachKamal RajPas encore d'évaluation
- Failure Mode and Effects Analysis of Hotwell System Motor Operated Butterfly ValveDocument19 pagesFailure Mode and Effects Analysis of Hotwell System Motor Operated Butterfly ValveBalan SelvanPas encore d'évaluation
- FMEA Failure Mode Effect AnalysisDocument61 pagesFMEA Failure Mode Effect AnalysisAbhijeet RandhirPas encore d'évaluation
- Appendix: Failure Mode and Effects Analysis (FMEA) and House of QualityDocument16 pagesAppendix: Failure Mode and Effects Analysis (FMEA) and House of QualityJan GeerkensPas encore d'évaluation
- FMEA - PZCI TemplateDocument8 pagesFMEA - PZCI TemplateMgr ProdPas encore d'évaluation
- How To Read A Flow CurveDocument3 pagesHow To Read A Flow CurvemutluPas encore d'évaluation
- Emerson-Valve Sizing Calculations (Traditional Method)Document21 pagesEmerson-Valve Sizing Calculations (Traditional Method)iqtorresPas encore d'évaluation
- BS en 12516-2 2004 Industrial Valves - Calculation Method F Steel ValveDocument92 pagesBS en 12516-2 2004 Industrial Valves - Calculation Method F Steel Valvethiagorep17Pas encore d'évaluation
- Din 477-5Document6 pagesDin 477-5mutluPas encore d'évaluation
- A 732/a732m-02Document8 pagesA 732/a732m-02mutluPas encore d'évaluation
- No-Nonsense Classical Mechanics - SchwichtenbergDocument392 pagesNo-Nonsense Classical Mechanics - SchwichtenbergbuddlightbeerlogPas encore d'évaluation
- Motion and Acceleration ProblemsDocument7 pagesMotion and Acceleration ProblemshelloPas encore d'évaluation
- Repairment Methods of PipelinesDocument8 pagesRepairment Methods of PipelinescanakyuzPas encore d'évaluation
- Design of Water Tank PDFDocument31 pagesDesign of Water Tank PDFabdulqader100% (2)
- MEC 321 Heat Transfer: Dr. Mohamed Salem ElmnefiDocument13 pagesMEC 321 Heat Transfer: Dr. Mohamed Salem ElmnefiAnonim KopyacıPas encore d'évaluation
- Piping Design ManualDocument155 pagesPiping Design Manualnick10686100% (1)
- Stress Analysis Using Photoelasticity Technique - A ReviewDocument5 pagesStress Analysis Using Photoelasticity Technique - A ReviewIJRASETPublicationsPas encore d'évaluation
- MSS SP-44 - 2019Document58 pagesMSS SP-44 - 2019rlodovichiPas encore d'évaluation
- AWWA C-504: Model 3900F & Model 3900MDocument2 pagesAWWA C-504: Model 3900F & Model 3900MPriyanka rajpurohitPas encore d'évaluation
- Catalogo Gennie z30.20hdDocument120 pagesCatalogo Gennie z30.20hdJOSÉ FERNANDOPas encore d'évaluation
- Determine induction motor parameters (R1, R2, X1, X2, Rc, XMDocument4 pagesDetermine induction motor parameters (R1, R2, X1, X2, Rc, XMAshik AhmedPas encore d'évaluation
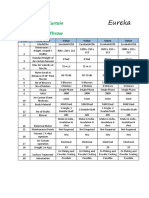
- Eureka Air Curtains CatalogueDocument3 pagesEureka Air Curtains CatalogueSumit BhandariPas encore d'évaluation
- An Experimental Study of Electricity Generation Using A HorizontalDocument5 pagesAn Experimental Study of Electricity Generation Using A HorizontalMariano MarcosPas encore d'évaluation
- Relacion de Normas DVS PDFDocument8 pagesRelacion de Normas DVS PDFNeto Paucar ChancaPas encore d'évaluation
- 4.heater TreaterDocument53 pages4.heater TreaterMohamed Elabbasy100% (1)
- Beam Bending Lab ReportDocument23 pagesBeam Bending Lab ReportNazif AzaharPas encore d'évaluation
- Riveted Joints TheoryDocument18 pagesRiveted Joints TheoryAvinash PrabhavathyPas encore d'évaluation
- Hydraulic ABS Specification: I. Product ProfileDocument12 pagesHydraulic ABS Specification: I. Product ProfileMarlon MartinezPas encore d'évaluation
- TurbineDocument28 pagesTurbinedilbagh_scribd100% (1)
- Standard Parts and Engineering Design Guide Solution Engineering For Noise Vibration Shock and CushioningDocument20 pagesStandard Parts and Engineering Design Guide Solution Engineering For Noise Vibration Shock and Cushioningprodn123Pas encore d'évaluation
- ST1098 Allison Transmission Fluid and Filter Service RecommendationsDocument6 pagesST1098 Allison Transmission Fluid and Filter Service RecommendationsJohn Gray100% (1)
- Coiled Tubing Pressure Control CapabilitiesDocument8 pagesCoiled Tubing Pressure Control CapabilitiesGuido100% (1)
- Hot Runner Technology PeterUngerDocument245 pagesHot Runner Technology PeterUngerRiot DangerPas encore d'évaluation
- Diaphragm Seals for Food and Pharma IndustriesDocument4 pagesDiaphragm Seals for Food and Pharma IndustriesJhon Erick Izquierdo SoteloPas encore d'évaluation
- Jordan University IC Engines Course CatalogDocument2 pagesJordan University IC Engines Course CatalogjehadyamPas encore d'évaluation
- Maruti Swift - Owner Manual PDFDocument273 pagesMaruti Swift - Owner Manual PDFBala Subramanian0% (1)
- Bollhoff Amtec Threaded Inserts For PlasticsDocument34 pagesBollhoff Amtec Threaded Inserts For PlasticsAce Industrial SuppliesPas encore d'évaluation
- Fracture Lecture of AbaqusDocument552 pagesFracture Lecture of AbaqusMohammed Abu Sufian71% (7)
- Park and Pauley PDFDocument388 pagesPark and Pauley PDFDinakar PraneethPas encore d'évaluation
- 1 Dimensional Details of Friction Slab and Crash Barrier ADocument3 pages1 Dimensional Details of Friction Slab and Crash Barrier AAlok vermaPas encore d'évaluation