Vous aimerez peut-être aussi
- Formação em Linguagens e Tecnologias - Avaliação Módulo 1Document6 pagesFormação em Linguagens e Tecnologias - Avaliação Módulo 1RH Oito Ervas100% (22)
- Criando página fakeDocument2 pagesCriando página fakeHalo KodeinPas encore d'évaluation
- 20.interações Entre Cargas Elétricas e Lei de CoulombDocument13 pages20.interações Entre Cargas Elétricas e Lei de CoulombCristina Casquilho M. CastroPas encore d'évaluation
- Elektor 97Document68 pagesElektor 97Marcos PauloPas encore d'évaluation
- Exercício de Associação de ResistoresDocument1 pageExercício de Associação de ResistoresDjamar Moukarzel SalvadorPas encore d'évaluation
- Bateria De Gravidade: Convertendo energia gravitacional em eletricidadeD'EverandBateria De Gravidade: Convertendo energia gravitacional em eletricidadePas encore d'évaluation
- Circuitos pneumáticos e hidráulicos - Lista de exercíciosDocument4 pagesCircuitos pneumáticos e hidráulicos - Lista de exercíciosFelipe SuzartPas encore d'évaluation
- Modelo Artigo CientificoDocument3 pagesModelo Artigo CientificoNanda SouzaPas encore d'évaluation
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoD'EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoPas encore d'évaluation
- Exercicios Mecflu ResolvidosDocument20 pagesExercicios Mecflu Resolvidoseduarfisica50% (2)
- Guia para Ensaios em TransformadoresDocument3 pagesGuia para Ensaios em Transformadoresthiago felipe BritoPas encore d'évaluation
- Desenvolvendo Uma Lombada Eletrônica Para Apresentar A Velocidade Com ArduinoD'EverandDesenvolvendo Uma Lombada Eletrônica Para Apresentar A Velocidade Com ArduinoPas encore d'évaluation
- Prova de HidraulicaDocument3 pagesProva de HidraulicadanielfortalPas encore d'évaluation
- ANEXO I - Geradores de VaporDocument35 pagesANEXO I - Geradores de VaporvandersonbhPas encore d'évaluation
- Laboratório 3 Transformador Monofásico. EnsaiosDocument17 pagesLaboratório 3 Transformador Monofásico. EnsaiosgersonhzpPas encore d'évaluation
- Sistemas de primeira ordemDocument10 pagesSistemas de primeira ordemSalatyel FellipePas encore d'évaluation
- BIM - Tecnologia Da ConstruçãoDocument23 pagesBIM - Tecnologia Da ConstruçãoNanda SouzaPas encore d'évaluation
- Circuito Pneumático ExercícioDocument2 pagesCircuito Pneumático ExercícioJonathan de souza teixeiraPas encore d'évaluation
- Conversores de partida progressiva Altistart 01Document28 pagesConversores de partida progressiva Altistart 01Jose De NoniPas encore d'évaluation
- Sistema Logico 03 - Controle de Nivel Com Tanque ReservaDocument1 pageSistema Logico 03 - Controle de Nivel Com Tanque ReservaESS AUTOMAÇÃOPas encore d'évaluation
- Exercícios de pressão e instrumentos de mediçãoDocument1 pageExercícios de pressão e instrumentos de mediçãoJonatan MachadoPas encore d'évaluation
- Produção de peças em sistemas de manufaturaDocument14 pagesProdução de peças em sistemas de manufaturaJauilson Crisostomo0% (3)
- 4 - Circuitos TrifásicosDocument8 pages4 - Circuitos TrifásicosJhonatha BernardoPas encore d'évaluation
- Lista Te Exercício de Mecânica (UFRJ)Document4 pagesLista Te Exercício de Mecânica (UFRJ)Gisele SilvaPas encore d'évaluation
- Prova 5 - Oficial de Manutenção I - ElétricaDocument11 pagesProva 5 - Oficial de Manutenção I - ElétricaJose Carlos FernandesPas encore d'évaluation
- Primeira Lista de Exercícios 13.1Document4 pagesPrimeira Lista de Exercícios 13.1evelinrmPas encore d'évaluation
- Modelo automóvel controle velocidadeDocument4 pagesModelo automóvel controle velocidadeNatercia MirandaPas encore d'évaluation
- Medição de Resistencia de IsolamentoDocument4 pagesMedição de Resistencia de IsolamentopaulocoobPas encore d'évaluation
- Lista de exercícios de diodos zenerDocument5 pagesLista de exercícios de diodos zenergustavocarreragtPas encore d'évaluation
- Matemática - Integral - Sabadão VIDocument4 pagesMatemática - Integral - Sabadão VIMatematica Caderno de Resoluções100% (2)
- Lista Exercícios Correção v1Document9 pagesLista Exercícios Correção v1Anderson De Oliveira CamargoPas encore d'évaluation
- Exercicio NBR 5419 SPDADocument2 pagesExercicio NBR 5419 SPDAMaryanne Magalhães100% (1)
- UniFOA - Centro Universitário de Volta Redonda Engenharia de Produção Lista 1 Corrente AlternadaDocument4 pagesUniFOA - Centro Universitário de Volta Redonda Engenharia de Produção Lista 1 Corrente AlternadaMauricio Amauri CamargoPas encore d'évaluation
- 3 - AletasDocument7 pages3 - AletasRenan Rosa FerreiraPas encore d'évaluation
- Instruções prova individual automaçãoDocument3 pagesInstruções prova individual automaçãoAmanda SantosPas encore d'évaluation
- Sist Hidráulicos & Pneumáticos 010609Document3 pagesSist Hidráulicos & Pneumáticos 010609Danilo SilvaPas encore d'évaluation
- Máquinas elétricas: exercícios sobre motores de corrente contínuaDocument4 pagesMáquinas elétricas: exercícios sobre motores de corrente contínuabetoknigthPas encore d'évaluation
- Trabalho MecânicaDocument3 pagesTrabalho MecânicalucasPas encore d'évaluation
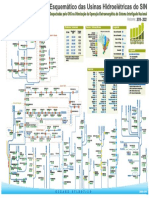
- Diagrama Esquemático das Usinas Hidroelétricas do SINDocument1 pageDiagrama Esquemático das Usinas Hidroelétricas do SINboyna_ramonePas encore d'évaluation
- Exercc3adcios Associac3a7c3a3o de ResistoresDocument4 pagesExercc3adcios Associac3a7c3a3o de ResistoresElen MarquesPas encore d'évaluation
- Exercícios cinemática de lançamento horizontal e oblíquoDocument6 pagesExercícios cinemática de lançamento horizontal e oblíquoVanderlei NJPas encore d'évaluation
- Mapa - Eletrônica Digital - 51-2023Document4 pagesMapa - Eletrônica Digital - 51-2023Cavalini Assessoria Acadêmica0% (1)
- Desenho Técnico - Esquadria, Legenda e NormalizaçãoDocument5 pagesDesenho Técnico - Esquadria, Legenda e Normalizaçãoeduardo pedroPas encore d'évaluation
- 011 - Dimensionando ResistoresDocument2 pages011 - Dimensionando ResistoresMax PradoPas encore d'évaluation
- Revisão para Prova: Disjuntores e esquemas de aterramentoDocument8 pagesRevisão para Prova: Disjuntores e esquemas de aterramentoMatheus OliveiraPas encore d'évaluation
- Prática MIT Campo GiranteDocument4 pagesPrática MIT Campo GiranteNuno HenriquesPas encore d'évaluation
- Arranjos de subestação e seus componentesDocument9 pagesArranjos de subestação e seus componentesGustavo Rodrigo SantanaPas encore d'évaluation
- Controle Contínuo QuestõesDocument5 pagesControle Contínuo QuestõesJosihelder Rocha Gadelha GadelhaPas encore d'évaluation
- Rendimento de bomba elétricaDocument6 pagesRendimento de bomba elétricaJennifer SilvaPas encore d'évaluation
- Instalações Elétricas Industriais: Curto-circuito, Partida de Motores e SubestaçõesDocument8 pagesInstalações Elétricas Industriais: Curto-circuito, Partida de Motores e SubestaçõesCesar Pereira100% (1)
- CLPG4 Aula 7 2017 2 PDFDocument7 pagesCLPG4 Aula 7 2017 2 PDFSilvio FirminoPas encore d'évaluation
- Lista 5 SolucaoDocument2 pagesLista 5 SolucaomarcionenenPas encore d'évaluation
- Resistência de materiais e estruturasDocument45 pagesResistência de materiais e estruturascodozinhoPas encore d'évaluation
- Medição de instrumentos elétricosDocument5 pagesMedição de instrumentos elétricosAlysson DomingosPas encore d'évaluation
- Exercicios Elet AplicadaDocument2 pagesExercicios Elet AplicadaJomar Amaral100% (1)
- Aula 15 - Simbologia de Componentes de Um Sistema GTDDocument15 pagesAula 15 - Simbologia de Componentes de Um Sistema GTDRingo silverPas encore d'évaluation
- TCC - Utilização de Pastilhas Peltier para Retirar Calor Do Ambiente Microprocessado (TINOCO, Wellington) PDFDocument62 pagesTCC - Utilização de Pastilhas Peltier para Retirar Calor Do Ambiente Microprocessado (TINOCO, Wellington) PDFwellingtonPas encore d'évaluation
- Conceitos básicos de eletricidade, segurança e ferramentas do eletricistaDocument8 pagesConceitos básicos de eletricidade, segurança e ferramentas do eletricistafatimalfredoPas encore d'évaluation
- Manutenção mecânica prova técnico júniorDocument11 pagesManutenção mecânica prova técnico júniorDiego Amaral LopesPas encore d'évaluation
- Cuidados com transformadores de condomínioDocument11 pagesCuidados com transformadores de condomínioAnonymous u6wQm2YXPas encore d'évaluation
- MAPA - Estatística e Probabilidade - UnicesumarDocument17 pagesMAPA - Estatística e Probabilidade - Unicesumarmarcio santosPas encore d'évaluation
- Montagem circuitos elétricosDocument6 pagesMontagem circuitos elétricosDouglas AlvesPas encore d'évaluation
- Processo de seleção otimizadoDocument11 pagesProcesso de seleção otimizadoreehkvn11Pas encore d'évaluation
- CVXCVXCVXDocument28 pagesCVXCVXCVXHigo OtavianoPas encore d'évaluation
- Ergonomia - Unidade 1,1Document24 pagesErgonomia - Unidade 1,1Nanda SouzaPas encore d'évaluation
- Contratos VI PDFDocument20 pagesContratos VI PDFIlton soares d. o. juniorPas encore d'évaluation
- Direito Do Consumidor V PDFDocument22 pagesDireito Do Consumidor V PDFIlton soares d. o. juniorPas encore d'évaluation
- 2 Teorico PDFDocument22 pages2 Teorico PDFNanda SouzaPas encore d'évaluation
- Direito Do Consumidor V PDFDocument22 pagesDireito Do Consumidor V PDFIlton soares d. o. juniorPas encore d'évaluation
- SuiiopaDocument28 pagesSuiiopaHigo OtavianoPas encore d'évaluation
- 2 Teorico PDFDocument22 pages2 Teorico PDFNanda SouzaPas encore d'évaluation
- Gestão de estoco em farmácia magistralDocument58 pagesGestão de estoco em farmácia magistralNanda SouzaPas encore d'évaluation
- CVXCVXCVXDocument28 pagesCVXCVXCVXHigo OtavianoPas encore d'évaluation
- Administração IDocument24 pagesAdministração IGianey Fernandes da SilvaPas encore d'évaluation
- Contratos VI PDFDocument20 pagesContratos VI PDFIlton soares d. o. juniorPas encore d'évaluation
- SuiiopaDocument28 pagesSuiiopaHigo OtavianoPas encore d'évaluation
- ApostilaEstruturas PDFDocument105 pagesApostilaEstruturas PDFAnonymous B6ewOobgzgPas encore d'évaluation
- Questões AutomaçãoDocument5 pagesQuestões AutomaçãoNanda Souza0% (1)
- Lista de exercícios de física básica sobre rotação resolvidosDocument9 pagesLista de exercícios de física básica sobre rotação resolvidosfelisbertoPas encore d'évaluation
- 04 201601 Planodenegcios 160206172216Document90 pages04 201601 Planodenegcios 160206172216Nanda SouzaPas encore d'évaluation
- Gestão de ProjetoDocument7 pagesGestão de ProjetoNanda SouzaPas encore d'évaluation
- Perfil socioeconômico de alunos de Engenharia de ProduçãoDocument56 pagesPerfil socioeconômico de alunos de Engenharia de ProduçãoNanda SouzaPas encore d'évaluation
- Exercícios de física básica resolvidosDocument8 pagesExercícios de física básica resolvidosNanda SouzaPas encore d'évaluation
- Apresentação TCC - FernandaDocument17 pagesApresentação TCC - FernandaNanda SouzaPas encore d'évaluation
- Estrutura Modelos MatematicosDocument2 pagesEstrutura Modelos MatematicosNanda SouzaPas encore d'évaluation
- Gestão de ProduçãoDocument11 pagesGestão de ProduçãoNanda SouzaPas encore d'évaluation
- Apostila de Fenomenos Dos TransporteDocument66 pagesApostila de Fenomenos Dos TransportecarlosecivilPas encore d'évaluation
- Po SextaDocument14 pagesPo SextaNanda SouzaPas encore d'évaluation
- Metodologia de PesquisaDocument20 pagesMetodologia de PesquisaNanda SouzaPas encore d'évaluation
- Pack 2 Placa LED Circular 6W Corte Ø 105 MMDocument3 pagesPack 2 Placa LED Circular 6W Corte Ø 105 MMAntonio BrasíliaPas encore d'évaluation
- Ecologia FlorestalDocument3 pagesEcologia FlorestalJeyPas encore d'évaluation
- Grêmio Estudantil Atas SGGEDocument11 pagesGrêmio Estudantil Atas SGGERONALDO BENTO DA MOTAPas encore d'évaluation
- Veneziana fixa grade exaustor 12x12cmDocument2 pagesVeneziana fixa grade exaustor 12x12cmNestor JuniorPas encore d'évaluation
- Manual-HTL 3510Document2 pagesManual-HTL 3510Michel GonçalvesPas encore d'évaluation
- Instruções de Pagamento Pelo Internet Banking Ou CaixaDocument1 pageInstruções de Pagamento Pelo Internet Banking Ou CaixaLuivan SouzaPas encore d'évaluation
- Manual da bateria eletrônica TDX-16Document12 pagesManual da bateria eletrônica TDX-16EdilenePas encore d'évaluation
- aula32_kit_chassi_2wd_robo_kit2023_em_m1_v2Document21 pagesaula32_kit_chassi_2wd_robo_kit2023_em_m1_v2pedro.zamboniPas encore d'évaluation
- CUSTO COMPARADO - Tapume Aço Galvanizado X Chapa de CompensadoDocument2 pagesCUSTO COMPARADO - Tapume Aço Galvanizado X Chapa de CompensadoWesley CamposPas encore d'évaluation
- Criando VPN Site To Site Conectando Diversas Filiais A Matriz Com OpenvpnDocument10 pagesCriando VPN Site To Site Conectando Diversas Filiais A Matriz Com OpenvpnhthumboPas encore d'évaluation
- Banco Itaú S - ADocument1 pageBanco Itaú S - AFagno Moreira VieiraPas encore d'évaluation
- Take One L1300 - Web PDFDocument2 pagesTake One L1300 - Web PDFCarla Bergamin RosaPas encore d'évaluation
- Manual de instalação do sistema HCS 2010Document21 pagesManual de instalação do sistema HCS 2010HenriqueBekerPas encore d'évaluation
- Avaliaçao DiagnosticaDocument18 pagesAvaliaçao DiagnosticarecrisbapinPas encore d'évaluation
- Proposta de venda de máquina de ensaios mecânicosDocument3 pagesProposta de venda de máquina de ensaios mecânicosMarco A. R. JimenesPas encore d'évaluation
- VSA-F-0787R00 FAPQ - Ficha de Aceitação de Produtos Químicos (V1)Document2 pagesVSA-F-0787R00 FAPQ - Ficha de Aceitação de Produtos Químicos (V1)Julio IzelPas encore d'évaluation
- Catálogo de Acessórios - WEBDocument68 pagesCatálogo de Acessórios - WEBEuclides Melo JúniorPas encore d'évaluation
- Sistema de controle para splitõesDocument18 pagesSistema de controle para splitõesWesley AmancioPas encore d'évaluation
- Guia MieecDocument137 pagesGuia MieecFrancisco NoemiaPas encore d'évaluation
- NIT-DICLA-26 - 04 - Requisitos Lab - Ensaio Ensaio ProficiênciaDocument6 pagesNIT-DICLA-26 - 04 - Requisitos Lab - Ensaio Ensaio Proficiênciaoigresy100% (1)
- Comandos EletricosDocument35 pagesComandos EletricosJackson AugustoPas encore d'évaluation
- Catalogo Tupai 2013 1Document292 pagesCatalogo Tupai 2013 1filipacpmPas encore d'évaluation
- Motivações e histórico da transição IPv4 para IPv6Document9 pagesMotivações e histórico da transição IPv4 para IPv6Airton Lopes FilhoPas encore d'évaluation
- Brazor para LeigosDocument76 pagesBrazor para LeigosSilas SantosPas encore d'évaluation
- Operação automática USCA DSE4520Document1 pageOperação automática USCA DSE4520VaroliverPas encore d'évaluation
- 2 EndevorDocument29 pages2 EndevorpagbarrosPas encore d'évaluation
- Usando Programas de Diagnóstico de Hardware - LAERCIO VASCONCELOSDocument55 pagesUsando Programas de Diagnóstico de Hardware - LAERCIO VASCONCELOSRicardo PereiraPas encore d'évaluation