Vous aimerez peut-être aussi
- Piping NotesDocument9 pagesPiping Notesippon_osotoPas encore d'évaluation
- 300+ TOP PIPING Engineering Interview Questions and Answers PDFDocument22 pages300+ TOP PIPING Engineering Interview Questions and Answers PDFMd AtiullahPas encore d'évaluation
- Piping GuideDocument13 pagesPiping GuidemuraliPas encore d'évaluation
- Piping QuestionnaireDocument10 pagesPiping QuestionnaireRahman100% (2)
- Piping Quiz AnsDocument13 pagesPiping Quiz Anssairam2234100% (1)
- Piping Material Take Off-MTO, BOM, BOQ & MTO Stages (With PDFDocument5 pagesPiping Material Take Off-MTO, BOM, BOQ & MTO Stages (With PDFDhiren PatelPas encore d'évaluation
- Piping Design Training - Piping Codes and Standards - OilandgasclubDocument4 pagesPiping Design Training - Piping Codes and Standards - Oilandgasclubchandramohan murugan100% (2)
- PIPING Engineering Interview Questions:-: Isolation, Regulation, Non-Return and Special PurposesDocument21 pagesPIPING Engineering Interview Questions:-: Isolation, Regulation, Non-Return and Special PurposesAdil KhawajaPas encore d'évaluation
- Piping Interview QuestionsDocument6 pagesPiping Interview Questionssumit_b123Pas encore d'évaluation
- Piping Interview QuestionnaireDocument9 pagesPiping Interview QuestionnaireRakesh RanjanPas encore d'évaluation
- What Is Piping MTO or Material Take-OffDocument4 pagesWhat Is Piping MTO or Material Take-Offvenkatraju.Y100% (1)
- Equpment LayoutDocument6 pagesEqupment Layoutdasubhai100% (1)
- Piping, Hydro QC List-InterviewDocument8 pagesPiping, Hydro QC List-Interviewtayyab100% (1)
- Thumb RuleDocument42 pagesThumb RuleShabeer KiblaalamPas encore d'évaluation
- Piping Design Engineer Interview Questions - Part 1Document5 pagesPiping Design Engineer Interview Questions - Part 1Dayo IdowuPas encore d'évaluation
- Checklist For Nozzle OrientationDocument4 pagesChecklist For Nozzle OrientationPhilippe LAVOISIERPas encore d'évaluation
- Piping Group Time Charge Codes: Piping Sub-Group Operation Number & Name ( ) 250 251 252 253 PEL PME PDG PMCDocument39 pagesPiping Group Time Charge Codes: Piping Sub-Group Operation Number & Name ( ) 250 251 252 253 PEL PME PDG PMCTheVirus PapaPas encore d'évaluation
- Piping NotesDocument11 pagesPiping NotesRavindra S. JivaniPas encore d'évaluation
- Test Pack Table of ContentsDocument1 pageTest Pack Table of ContentsRavindra S. JivaniPas encore d'évaluation
- Piping QuestionsDocument13 pagesPiping QuestionsMani KantaPas encore d'évaluation
- Piping Presentation MasterDocument61 pagesPiping Presentation MasterQC NGUYEN100% (2)
- Static Equipment EngineerDocument5 pagesStatic Equipment EngineerSakthikumar ChandrasekaranPas encore d'évaluation
- Piping Coordination Systems - IsometricDocument18 pagesPiping Coordination Systems - IsometricGodwinPas encore d'évaluation
- Piping SupervisorDocument4 pagesPiping SupervisorEr AkhlaquePas encore d'évaluation
- Checklist For Piping IsometricsDocument3 pagesChecklist For Piping IsometricsSomnath Laha100% (1)
- Introduction To Piping Material ActivitiesDocument23 pagesIntroduction To Piping Material Activitiesvikas2510100% (1)
- Material Selection and SpecificationDocument50 pagesMaterial Selection and SpecificationbashirPas encore d'évaluation
- 30% Model Review ChecklistDocument3 pages30% Model Review Checklistmithoon_021068100% (2)
- Basic PipingDocument80 pagesBasic PipingarunkumarPas encore d'évaluation
- Acceptable Reasons For Model Review ChangesDocument8 pagesAcceptable Reasons For Model Review Changeskad-7Pas encore d'évaluation
- UHDE-Specs Section-9 PaintingDocument12 pagesUHDE-Specs Section-9 PaintingDivyansh TripathiPas encore d'évaluation
- Checklist For Nozzle OrientationDocument4 pagesChecklist For Nozzle OrientationDayo IdowuPas encore d'évaluation
- PIPING DESIGN ENGINEER INTERVIEW QUESTIONS - PART-1 - Oilandgasclub PDFDocument5 pagesPIPING DESIGN ENGINEER INTERVIEW QUESTIONS - PART-1 - Oilandgasclub PDFGemailPas encore d'évaluation
- Chapter 8 Steam PipingDocument14 pagesChapter 8 Steam PipingDak Serik100% (2)
- Feild Inspection of Shell and Tube Heat ExchangersDocument4 pagesFeild Inspection of Shell and Tube Heat ExchangersMatthew BennettPas encore d'évaluation
- Typical Questions For Piping Engineers Knowledge Testing With AnswersDocument5 pagesTypical Questions For Piping Engineers Knowledge Testing With AnswersAnonymous rjs9SOrPas encore d'évaluation
- 2-Plant Layout - Pipeway DesignDocument25 pages2-Plant Layout - Pipeway DesignLaxmikant Sawleshwarkar100% (1)
- PipingDocument11 pagesPipingAshley JacksonPas encore d'évaluation
- 04 1 Sec IV STD Specs PipingDocument152 pages04 1 Sec IV STD Specs PipingdzungPas encore d'évaluation
- Certified QA QC Inspector PipingDocument5 pagesCertified QA QC Inspector Pipingamit84indPas encore d'évaluation
- Piping PresentationDocument113 pagesPiping PresentationAsif Kaliyadan100% (1)
- About The CourseDocument2 pagesAbout The Coursemayur_lanjewar0% (1)
- Brochure API 570 Piping Inspector Preparation Xpress Course DescriptionDocument9 pagesBrochure API 570 Piping Inspector Preparation Xpress Course DescriptionINSTECH ConsultingPas encore d'évaluation
- Piping Spec: CS150 TFS 1021: Engineering StandardDocument4 pagesPiping Spec: CS150 TFS 1021: Engineering Standardbmanojkumar16Pas encore d'évaluation
- 3.plotplan and Equipment LayoutDocument12 pages3.plotplan and Equipment LayoutAmarKumarPas encore d'évaluation
- Piping ChecklistDocument1 pagePiping Checklistsiva8000Pas encore d'évaluation
- Piping EngineeringDocument15 pagesPiping EngineeringRANJITHPas encore d'évaluation
- Interview Questions: Pump, Boiler, Heat Exchanger, High Pressure Vessels ConyarsDocument8 pagesInterview Questions: Pump, Boiler, Heat Exchanger, High Pressure Vessels Conyarssaad aneesPas encore d'évaluation
- Rack Piping For A Piping Stress EngineerDocument4 pagesRack Piping For A Piping Stress EngineerFaizal Khan100% (2)
- ES - Piping Material SpecificationDocument14 pagesES - Piping Material SpecificationJegan Cheng100% (2)
- Piping QuestonaryDocument25 pagesPiping QuestonarySanjay Kumar yadav100% (3)
- 01 Basic of Piping MaterialDocument39 pages01 Basic of Piping Materialravi00098Pas encore d'évaluation
- Guides For Storage Tanks Nozzles OrientationDocument5 pagesGuides For Storage Tanks Nozzles OrientationGeethaPas encore d'évaluation
- Qaulity Control Engineer'S-Piping GuideDocument29 pagesQaulity Control Engineer'S-Piping GuideVijayabaraniPas encore d'évaluation
- Ducting SystemDocument56 pagesDucting SystemJohn OstreaPas encore d'évaluation
- Aramco Equipment Interview Questions: Date: 28‐11‐ Ϯϭϭϲ 1. MdmtDocument13 pagesAramco Equipment Interview Questions: Date: 28‐11‐ Ϯϭϭϲ 1. MdmtAmadco Established83% (6)
- Air Cooled Heat ExchangerDocument24 pagesAir Cooled Heat Exchangeriaft100% (2)
- Piping Final ExamDocument11 pagesPiping Final ExamAhmed HaridiPas encore d'évaluation
- Lecture 1 - Pipe Pipe Fittings and Steam GenerationDocument37 pagesLecture 1 - Pipe Pipe Fittings and Steam GenerationToanique HeadmanPas encore d'évaluation
- Fundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationD'EverandFundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationPas encore d'évaluation
- CQM Brochure - MeritphaseDocument19 pagesCQM Brochure - MeritphaseEr Moosa Mohammed100% (1)
- ASTM MaterialDocument4 pagesASTM MaterialEr Moosa MohammedPas encore d'évaluation
- Types of WeldingDocument6 pagesTypes of WeldingEr Moosa MohammedPas encore d'évaluation
- Type of Flux FinalDocument22 pagesType of Flux FinalEr Moosa MohammedPas encore d'évaluation
- Prestress ConcreteDocument19 pagesPrestress ConcreteAbdulrhman Abduelgassim OsmanPas encore d'évaluation
- Durability Design of Infrastructure Assets - Towards A Uniformed Approac...Document12 pagesDurability Design of Infrastructure Assets - Towards A Uniformed Approac...Maqsood Ibn Shaikhul ArfeenPas encore d'évaluation
- Indian Standard - Septic TanksDocument19 pagesIndian Standard - Septic TankskibzeamPas encore d'évaluation
- Istructe Ec2 (Concrete) Design Manual 11Document2 pagesIstructe Ec2 (Concrete) Design Manual 11Bertin BakariPas encore d'évaluation
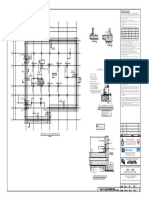
- St-Nerf-20 Basement Floor PlanDocument1 pageSt-Nerf-20 Basement Floor Planmhazarath murariPas encore d'évaluation
- BDD ManualDocument21 pagesBDD Manualapi-296662225100% (3)
- Stanley CatalogueDocument33 pagesStanley Cataloguetechb neoPas encore d'évaluation
- Baroda Mumbai Express HighwayDocument319 pagesBaroda Mumbai Express HighwayBRIJPas encore d'évaluation
- DSC brochure60073AF3FC6CDocument9 pagesDSC brochure60073AF3FC6CTauqeer AhmedPas encore d'évaluation
- Mechanical Design of Transmission LinesDocument33 pagesMechanical Design of Transmission LinesKashif Hussain ShahPas encore d'évaluation
- Dedesign Consideration For City HallDocument8 pagesDedesign Consideration For City HallShawul Gulilat50% (4)
- Pavement Design Concepts-Flexible PavementsDocument3 pagesPavement Design Concepts-Flexible PavementsSuryasis DasguptaPas encore d'évaluation
- Structure System - Trusses and Space FramesDocument10 pagesStructure System - Trusses and Space FramesArjun SinghPas encore d'évaluation
- Vertical TransportationDocument48 pagesVertical TransportationTutIk Kusuma WardaniPas encore d'évaluation
- Nozzle Reinforcement Calculation Excel SheetDocument3 pagesNozzle Reinforcement Calculation Excel Sheetramesh punjabiPas encore d'évaluation
- Construction Document Sheet Numbers and Sheet OrderDocument5 pagesConstruction Document Sheet Numbers and Sheet Orderkajale_shrikant2325Pas encore d'évaluation
- BS StandardsDocument13 pagesBS StandardsShyam Prasad K S100% (3)
- AMS01 PH2 IFC Package 1Document15 pagesAMS01 PH2 IFC Package 1Adrian DaneaPas encore d'évaluation
- SFL GAU 300 3.5 Mánometro SecoDocument1 pageSFL GAU 300 3.5 Mánometro Secoadministración camelotPas encore d'évaluation
- JCI CatalogueDocument44 pagesJCI CatalogueasdthuPas encore d'évaluation
- Metal: Ferrous and Mild SteelDocument74 pagesMetal: Ferrous and Mild SteelRoshan MauryaPas encore d'évaluation
- BrsuhcoatDocument1 pageBrsuhcoatpravi3434Pas encore d'évaluation
- BPC 2015 PRS 06 2015 v1 Workshop Engineering Work PackagesDocument25 pagesBPC 2015 PRS 06 2015 v1 Workshop Engineering Work PackagesMohamed GousePas encore d'évaluation
- Liquefied Gas Pump Installation GuideDocument6 pagesLiquefied Gas Pump Installation GuideLuis Meza ArevaloPas encore d'évaluation
- DPR - Steel Pipeline Laying CGS To MS Dindugal GADocument5 pagesDPR - Steel Pipeline Laying CGS To MS Dindugal GAJk KarthikPas encore d'évaluation
- TR 43 Post-Tensioned Concrete Floors-Design HandbookDocument178 pagesTR 43 Post-Tensioned Concrete Floors-Design HandbookJaffar Isam Al-Aloosi100% (9)
- Lab Report #1 Materials SciencDocument5 pagesLab Report #1 Materials SciencRob JohnsonPas encore d'évaluation
- A 615 A615M-96aDocument5 pagesA 615 A615M-96aipkm123Pas encore d'évaluation
- Types of Plumbing FittingsDocument8 pagesTypes of Plumbing FittingsDanica Deloa50% (2)
- General Principles of Foundation Design: To Prepare A Plan of The Base of The StructureDocument119 pagesGeneral Principles of Foundation Design: To Prepare A Plan of The Base of The StructureTashi TamangPas encore d'évaluation