Vous aimerez peut-être aussi
- BSI Combustion Chamber LEAP NOV-01-2022Document45 pagesBSI Combustion Chamber LEAP NOV-01-2022Jason LapePas encore d'évaluation
- IIT Hyderabad Workshop Practice ME 101 GuideDocument51 pagesIIT Hyderabad Workshop Practice ME 101 GuideHittendra Singh100% (3)
- Guidelines For Stress Analysis of Hdpe LinesDocument5 pagesGuidelines For Stress Analysis of Hdpe Lineszahoor100% (1)
- Hong Kong - Guide To Soil Nail Design and ConstructionDocument100 pagesHong Kong - Guide To Soil Nail Design and Constructionvramirezm100% (1)
- Technical Specification For FJCDocument8 pagesTechnical Specification For FJCĐiệnBiênNhâmPas encore d'évaluation
- Tablet Disintegration Test and Basket Rack AssemblyDocument2 pagesTablet Disintegration Test and Basket Rack AssemblyPhoenix100% (1)
- XG32-130-001 - Rev 1 - REV1 - SIGNED - AG PIPING ISOMETRIC DRAWING FOR WBS 130 PDFDocument606 pagesXG32-130-001 - Rev 1 - REV1 - SIGNED - AG PIPING ISOMETRIC DRAWING FOR WBS 130 PDFjosejohn1Pas encore d'évaluation
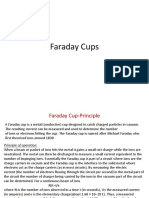
- Faraday CupsDocument10 pagesFaraday CupsAshish SharmaPas encore d'évaluation
- I Et 30101m 1200 200 p4x 001 - 0 - Prelim PDFDocument821 pagesI Et 30101m 1200 200 p4x 001 - 0 - Prelim PDFluizsavinoPas encore d'évaluation
- For Approval: Nghi Son 2 Bot Thermal Power Plant Project (2 X 600 MW)Document12 pagesFor Approval: Nghi Son 2 Bot Thermal Power Plant Project (2 X 600 MW)Nguyễn Chinh100% (1)
- 110V - BDT - O&M Manual PDFDocument412 pages110V - BDT - O&M Manual PDFJos100% (3)
- WICSDocument3 pagesWICSmohd as shahiddin jafri100% (1)
- Equalizing Line Mbe 6 WTRDocument2 pagesEqualizing Line Mbe 6 WTRMuhamad Hifni SyahbanaPas encore d'évaluation
- DataSheet For Carbon Steel LinepipesDocument17 pagesDataSheet For Carbon Steel LinepipesDaniel Dambo0% (1)
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 pagesA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochablePas encore d'évaluation
- Flexible Hose DatasheetDocument7 pagesFlexible Hose DatasheetchintanPas encore d'évaluation
- Catalytic ReactorsDocument40 pagesCatalytic ReactorsClinton Thomson100% (1)
- Service BulletinDocument1 pageService BulletinFalgon Islam100% (1)
- CodingDocument18 pagesCodingsubashPas encore d'évaluation
- Flange LeakageDocument48 pagesFlange LeakageAnjani Prabhakar83% (6)
- INSPECTION AND TEST PLAN FOR AIR PREHEATERDocument27 pagesINSPECTION AND TEST PLAN FOR AIR PREHEATERBui van DiepPas encore d'évaluation
- M19 856 eDocument1 pageM19 856 eFalgon IslamPas encore d'évaluation
- CH4 2 Welding Joint PreparationDocument46 pagesCH4 2 Welding Joint PreparationMatija BušićPas encore d'évaluation
- Py56619 S&T - PCKG - 12 2022 06 08 04 - 57 - 57Document6 pagesPy56619 S&T - PCKG - 12 2022 06 08 04 - 57 - 57SakareSreenivasPas encore d'évaluation
- Design Services For Power and Telecommunication NetworksDocument3 pagesDesign Services For Power and Telecommunication Networksraymundolangit100Pas encore d'évaluation
- Numbering System & IdentificationDocument50 pagesNumbering System & Identification4uengineerPas encore d'évaluation
- PLC3PS8221 & 8229 Rev.01Document7 pagesPLC3PS8221 & 8229 Rev.01isan.structural TjsvgalavanPas encore d'évaluation
- GWS 1-08-Att.1-R1Document7 pagesGWS 1-08-Att.1-R1solrac4371Pas encore d'évaluation
- Initial Release 12-04-2017 Kippel, Brad A Revised 3.2 Manufacturer Standard Paint System 07-23-2019 Kippel, BradDocument7 pagesInitial Release 12-04-2017 Kippel, Brad A Revised 3.2 Manufacturer Standard Paint System 07-23-2019 Kippel, BradSaravoot MetahPas encore d'évaluation
- Update to Anadrill Collar Torque SpecificationDocument1 pageUpdate to Anadrill Collar Torque SpecificationTeymur AliyevPas encore d'évaluation
- 474 ElbwDocument1 page474 ElbwMohammad MushtaqPas encore d'évaluation
- FENWAL 361a2285p111Document1 pageFENWAL 361a2285p111imant197812gmail.comPas encore d'évaluation
- Srge Piping Specification For Topsides: Technical Specification I-ET-3010.2D-1200-200-P4X-001Document1 357 pagesSrge Piping Specification For Topsides: Technical Specification I-ET-3010.2D-1200-200-P4X-001Rodger SenaPas encore d'évaluation
- Datasheet For Remote Meter Indicator R1Document9 pagesDatasheet For Remote Meter Indicator R1Gear VideoPas encore d'évaluation
- I-Et-3010.00-1200-200-P4x-116 - 0-Requirements For Bolted JointsDocument21 pagesI-Et-3010.00-1200-200-P4x-116 - 0-Requirements For Bolted JointsMarcelo GardengkiPas encore d'évaluation
- Piping Class Rev. Ref. Piping Class Status: Basic DataDocument6 pagesPiping Class Rev. Ref. Piping Class Status: Basic DataMARCOPas encore d'évaluation
- SM 81320_A_1Document11 pagesSM 81320_A_1FazliJaafarPas encore d'évaluation
- TCN-03 M1275Document275 pagesTCN-03 M1275hardik033Pas encore d'évaluation
- Technical Specification FOR Rigid Steel ConduitsDocument14 pagesTechnical Specification FOR Rigid Steel Conduits武文凯Pas encore d'évaluation
- Corporate Standard: File-Engineer'S, Half Round, Standard, Double CutDocument2 pagesCorporate Standard: File-Engineer'S, Half Round, Standard, Double CutveeramalaiPas encore d'évaluation
- I-Et-3010.00-1200-200-P4x-003 - RD - Design, Construction and Assembly of FRPDocument12 pagesI-Et-3010.00-1200-200-P4x-003 - RD - Design, Construction and Assembly of FRPMarcelo GardengkiPas encore d'évaluation
- ZINCATURADocument7 pagesZINCATURALucaPas encore d'évaluation
- CFS 504 100 57 60D SL GL NSG - CLF500173 A2Document3 pagesCFS 504 100 57 60D SL GL NSG - CLF500173 A2ganesangPas encore d'évaluation
- Technical Specification For Air Blower Doc No - Py51327 1525841677Document40 pagesTechnical Specification For Air Blower Doc No - Py51327 1525841677wael72Pas encore d'évaluation
- Welding Procedure Specification (WPS) : CÓDIGO: AC-FT-018 Versión: 01 FECHA: 24-05-2019 Página: 1 de 1Document2 pagesWelding Procedure Specification (WPS) : CÓDIGO: AC-FT-018 Versión: 01 FECHA: 24-05-2019 Página: 1 de 1cesarPas encore d'évaluation
- GD506987 Equivalent Materials LogDocument7 pagesGD506987 Equivalent Materials LoglucasPas encore d'évaluation
- Eil PMSDocument7 pagesEil PMSKRUNAL SHAHPas encore d'évaluation
- Binder Package: Doc. No.: MQ13-02-DS-3510-INSJ004 Rev.: 1Document10 pagesBinder Package: Doc. No.: MQ13-02-DS-3510-INSJ004 Rev.: 1JHONATAN RODRIGUEZ VENTOPas encore d'évaluation
- Service Bulletin: Remote Monitoring & Mees Group Energy Solution Department Engine & Energy DivisionDocument1 pageService Bulletin: Remote Monitoring & Mees Group Energy Solution Department Engine & Energy DivisionFalgon IslamPas encore d'évaluation
- Weld Map For Rotor Weldment AssemblyDocument2 pagesWeld Map For Rotor Weldment AssemblyMohammad AdilPas encore d'évaluation
- Index of Revisions Rev. Description And/Or Revised Sheets: ProcedureDocument7 pagesIndex of Revisions Rev. Description And/Or Revised Sheets: ProcedureThiagoPas encore d'évaluation
- 12-MGDP-L-9005-0 (Tagging Procedure)Document34 pages12-MGDP-L-9005-0 (Tagging Procedure)Aly ShahPas encore d'évaluation
- Srge/Esup Shell & Tube Gas HEATER EXCHANGER (P-1233002) : 0 Original IssueDocument19 pagesSrge/Esup Shell & Tube Gas HEATER EXCHANGER (P-1233002) : 0 Original IssueRobles DreschPas encore d'évaluation
- Find the Right 6 Series Pipe FittingsDocument17 pagesFind the Right 6 Series Pipe FittingsJemmyPas encore d'évaluation
- Material Specification Guidelines for Shot PeeningDocument7 pagesMaterial Specification Guidelines for Shot PeeningIvy LiPas encore d'évaluation
- N-17765-STANTEC-SEDE-CS-0101 - Wall Thickness Calc-Mtr Fttngs - R.0Document7 pagesN-17765-STANTEC-SEDE-CS-0101 - Wall Thickness Calc-Mtr Fttngs - R.0ALIPas encore d'évaluation
- PQR No TECH-PS01 Rev.2 SMAW - NORMALDocument4 pagesPQR No TECH-PS01 Rev.2 SMAW - NORMALcfranciaPas encore d'évaluation
- Check List Primary InjectionDocument7 pagesCheck List Primary Injectionمحمد عادلPas encore d'évaluation
- AA Nov 18 1/12: Issue: DateDocument12 pagesAA Nov 18 1/12: Issue: DateDaniel EvoPas encore d'évaluation
- OSP078 IC DAS 8009 Rev.0 Pressure Differential Indicator DatasheetDocument4 pagesOSP078 IC DAS 8009 Rev.0 Pressure Differential Indicator DatasheetAhmedPas encore d'évaluation
- NDT TableDocument16 pagesNDT Tablekamlesh kumar singh engineers pvt ltd kkseplPas encore d'évaluation
- Datasheet For Pressure Transmitter - Stg74S: (No. RP19-009)Document4 pagesDatasheet For Pressure Transmitter - Stg74S: (No. RP19-009)Dhananjay BhaldandPas encore d'évaluation
- BSS8402DW: Complementary Pair Enhancement Mode MosfetDocument9 pagesBSS8402DW: Complementary Pair Enhancement Mode MosfetMuhammad Saddam HuzeinPas encore d'évaluation
- 11 - Part 1 Scope and Pricing For 25800-220-MRA-ETS0-00001Document5 pages11 - Part 1 Scope and Pricing For 25800-220-MRA-ETS0-00001Raul Sanchez HenriquezPas encore d'évaluation
- Work Order: VN 23515383 6 - MiscellaneousDocument2 pagesWork Order: VN 23515383 6 - MiscellaneoushungphanPas encore d'évaluation
- Brazing Road SP PDFDocument32 pagesBrazing Road SP PDFFAYAZPas encore d'évaluation
- Mobile App Calculates Gamma Radiography ParametersDocument17 pagesMobile App Calculates Gamma Radiography ParametersFAYAZPas encore d'évaluation
- The Periodic Table Atoms, Elements and IsotopesDocument10 pagesThe Periodic Table Atoms, Elements and IsotopesRubén De Gracia SantoPas encore d'évaluation
- Comparison Between Cooling TowersDocument3 pagesComparison Between Cooling TowersSameer MhatrePas encore d'évaluation
- PSMChapter. GGHDocument9 pagesPSMChapter. GGHFAYAZPas encore d'évaluation
- Rohit33 - G A For Hood Bottom Hydraulic Door Lifting Arrangement - Rev-A - 06.09.2013Document1 pageRohit33 - G A For Hood Bottom Hydraulic Door Lifting Arrangement - Rev-A - 06.09.2013FAYAZPas encore d'évaluation
- Draft List of Holidays of Plant Site For Calender Year 2016Document1 pageDraft List of Holidays of Plant Site For Calender Year 2016FAYAZPas encore d'évaluation
- Plot Plan, Rev.16-Layout1Document1 pagePlot Plan, Rev.16-Layout1FAYAZPas encore d'évaluation
- Adiabatic CoolingDocument28 pagesAdiabatic Coolingcefa84Pas encore d'évaluation
- Chapter-4 First Law of Thermo-Dynamics: - It States That "Document29 pagesChapter-4 First Law of Thermo-Dynamics: - It States That "Çãłl Mê MęlkãPas encore d'évaluation
- Ryton PPS Design GuideDocument24 pagesRyton PPS Design GuideAnonymous l2sT4aEPas encore d'évaluation
- Extended Essay Introduction - Thomas Jackson PDFDocument2 pagesExtended Essay Introduction - Thomas Jackson PDFThomas JacksonPas encore d'évaluation
- Beam Express Pro TutorialDocument596 pagesBeam Express Pro Tutorialvrajan1988Pas encore d'évaluation
- Jee Score Program-2024Document9 pagesJee Score Program-2024Uma MPas encore d'évaluation
- Balancing of Reciprocating MassesDocument24 pagesBalancing of Reciprocating MassesSomnath SomadderPas encore d'évaluation
- Synthesis and Characterization of N-Doping Zinc Oxide Thermoelectric Ceramics For High Temperature Energy Conversion ApplicationsDocument38 pagesSynthesis and Characterization of N-Doping Zinc Oxide Thermoelectric Ceramics For High Temperature Energy Conversion ApplicationsAhmed Khalid HussainPas encore d'évaluation
- 5th Semester ESE Paper... (CE)Document16 pages5th Semester ESE Paper... (CE)MOHD NAZIM - 33 HBTUPas encore d'évaluation
- Advantages & Disadvantages of Glass As A Building MaterialDocument9 pagesAdvantages & Disadvantages of Glass As A Building MaterialRohithPas encore d'évaluation
- X AB ABDocument14 pagesX AB ABSumit SehgalPas encore d'évaluation
- Magneto Abrasive Flow MachiningDocument11 pagesMagneto Abrasive Flow MachiningBhuvnesh SinghPas encore d'évaluation
- Charged Particle Motion in Magnetic and Electric FieldsDocument15 pagesCharged Particle Motion in Magnetic and Electric FieldsMariyam FarhanaPas encore d'évaluation
- Regional Training of Teachers on Circular Motion and Newton's LawsDocument4 pagesRegional Training of Teachers on Circular Motion and Newton's LawsROXANNE MONDIDOPas encore d'évaluation
- Pollack 1993Document14 pagesPollack 1993sebastian salamancaPas encore d'évaluation
- Division 23 Hvac: 230548: Vibration Isolation / 230549: Seismic/Wind Restraints Section 230548: Vibration IsolationDocument10 pagesDivision 23 Hvac: 230548: Vibration Isolation / 230549: Seismic/Wind Restraints Section 230548: Vibration IsolationTengku Azaha Tengku IsmailPas encore d'évaluation
- High-performance industrial gear oilsDocument5 pagesHigh-performance industrial gear oilsKeshab ShresthaPas encore d'évaluation
- Stabilizing Slider-Crank Mechanism With Clearance JointsDocument13 pagesStabilizing Slider-Crank Mechanism With Clearance JointsTomé GuenkaPas encore d'évaluation
- Air Cooler Design BHEXDocument1 pageAir Cooler Design BHEXRolando GanzonPas encore d'évaluation
- Pages From Combined QP - Unit 1 Edexcel Physics A-Level-8Document2 pagesPages From Combined QP - Unit 1 Edexcel Physics A-Level-8ieswaheedPas encore d'évaluation
- 15-Ktp PRR PipesDocument46 pages15-Ktp PRR PipesmohammedPas encore d'évaluation
- PhysicsDocument2 pagesPhysicsStephani BrownleePas encore d'évaluation
- Momentum and its conservation in collisionsDocument5 pagesMomentum and its conservation in collisionslemonitePas encore d'évaluation
- Room dimensions, heat loads and AC unit selectionDocument5 pagesRoom dimensions, heat loads and AC unit selectionReymark OrtigozaPas encore d'évaluation
- 2021 Farmasi Fisika Pertemuan 4 (Larutan Isotonis)Document33 pages2021 Farmasi Fisika Pertemuan 4 (Larutan Isotonis)Muhammad AminPas encore d'évaluation
- Workshop Exercise - CogenerationDocument3 pagesWorkshop Exercise - CogenerationJurij BlaslovPas encore d'évaluation