Vous aimerez peut-être aussi
- Southern Marine Engineering Desk Reference: Second Edition Volume ID'EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IPas encore d'évaluation
- Powerful Duas & Times When Dua Is Accepted - IslamDocument29 pagesPowerful Duas & Times When Dua Is Accepted - IslamNAZMUL HAQUE80% (5)
- 8 Inventory SystemDocument48 pages8 Inventory SystemPollyPas encore d'évaluation
- Inventory Management Graded Quiz: ABC Analysis, EOQ, Safety StockDocument4 pagesInventory Management Graded Quiz: ABC Analysis, EOQ, Safety StockMai An MiPas encore d'évaluation
- Chapter 2 EOQ MODELDocument24 pagesChapter 2 EOQ MODELHamdan Hassin100% (2)
- 8 Inventory SystemsDocument48 pages8 Inventory SystemsAngeline Nicole RegaladoPas encore d'évaluation
- Inventory Management: EOQ and EPQ ModelsDocument58 pagesInventory Management: EOQ and EPQ ModelsArafat HossainPas encore d'évaluation
- Inventory Management: Chapter 13 (Stevenson)Document51 pagesInventory Management: Chapter 13 (Stevenson)Farhad HussainPas encore d'évaluation
- EOQ Model: Ken HomaDocument18 pagesEOQ Model: Ken HomatohemaPas encore d'évaluation
- Inventory ModelDocument35 pagesInventory ModelPushpa Latha M100% (1)
- Group 2 - Case Study For Motorcross CompanyDocument5 pagesGroup 2 - Case Study For Motorcross CompanyRuth Joy R. Paredes100% (1)
- P3 - InventoryControlDocument43 pagesP3 - InventoryControlamirah khansaPas encore d'évaluation
- Inventory Management EOQDocument55 pagesInventory Management EOQsushant chaudharyPas encore d'évaluation
- Inventory Control EOQ ModelDocument44 pagesInventory Control EOQ ModelHOD MEC BVC Engineering Colelge OdalarevuPas encore d'évaluation
- Ch7 9 SolutionDocument16 pagesCh7 9 Solutionluxmean50% (2)
- Economic Order Quantity (EOQ)Document18 pagesEconomic Order Quantity (EOQ)DHARMENDRA SHAHPas encore d'évaluation
- EOQ and ABC Analysis: Economic Order QuantityDocument21 pagesEOQ and ABC Analysis: Economic Order QuantityHitesh Kumar SharmaPas encore d'évaluation
- Inventory Control Subject To Known DemandDocument37 pagesInventory Control Subject To Known DemandAfifahSeptiaPas encore d'évaluation
- POQ, Quantity Discount and MRP ModelDocument70 pagesPOQ, Quantity Discount and MRP ModelburanPas encore d'évaluation
- EOQ Model: Economic Order QuantityDocument21 pagesEOQ Model: Economic Order Quantityrzia809Pas encore d'évaluation
- Production Planning & Control:: InventoryDocument51 pagesProduction Planning & Control:: InventoryAfiq AsyrafPas encore d'évaluation
- Production Order Quantity: 80 Advanced Supply Chain ManagementDocument8 pagesProduction Order Quantity: 80 Advanced Supply Chain ManagementMishal AamirPas encore d'évaluation
- Inventory ModelsDocument40 pagesInventory Modelskartiklodhi9770Pas encore d'évaluation
- Inventory Models 第一: Advance Research OperationalDocument35 pagesInventory Models 第一: Advance Research OperationalAbyanPas encore d'évaluation
- Chapter 2Document37 pagesChapter 2zelalem tesseraPas encore d'évaluation
- 2 EOQ CalculationDocument44 pages2 EOQ CalculationyesbeePas encore d'évaluation
- Chapter 4-Inventory Management PDFDocument19 pagesChapter 4-Inventory Management PDFNegaPas encore d'évaluation
- Inventory ModelsDocument23 pagesInventory ModelsHida LastPas encore d'évaluation
- Inventory Management 1Document23 pagesInventory Management 1Sakib RahmanPas encore d'évaluation
- UNIT-3: Inventory ControlDocument48 pagesUNIT-3: Inventory Controlgau_1119Pas encore d'évaluation
- Unit 2.2 InventoryDocument90 pagesUnit 2.2 InventorySridhara tvPas encore d'évaluation
- 10 Inventory 5Document37 pages10 Inventory 5ririn suharningsihPas encore d'évaluation
- Session 3 & 4Document70 pagesSession 3 & 4teegeesee1192Pas encore d'évaluation
- Log (S20) - Inventory Models-2Document40 pagesLog (S20) - Inventory Models-2Aqib LatifPas encore d'évaluation
- Unit 3 Industrial ManagementDocument48 pagesUnit 3 Industrial ManagementImad AghilaPas encore d'évaluation
- Inventory Management: Calculating Optimal Order Quantity (EOQDocument44 pagesInventory Management: Calculating Optimal Order Quantity (EOQSolanki SamantaPas encore d'évaluation
- Lec09 PDFDocument27 pagesLec09 PDFalb3rtnetPas encore d'évaluation
- Lesson 5-Inventory ManagementDocument27 pagesLesson 5-Inventory ManagementTewelde AsefaPas encore d'évaluation
- Inventorymodels 151206130946 Lva1 App6892Document46 pagesInventorymodels 151206130946 Lva1 App6892ratneshcfpPas encore d'évaluation
- Transportation & Distribution Planning: University of Central Punjab, LahoreDocument22 pagesTransportation & Distribution Planning: University of Central Punjab, LahoreMaha RasheedPas encore d'évaluation
- STOCK TIME DIAGRAM AND INVENTORY COSTSDocument21 pagesSTOCK TIME DIAGRAM AND INVENTORY COSTSArun SudarshanPas encore d'évaluation
- Inventory Management and Risk Pooling in Supply ChainDocument43 pagesInventory Management and Risk Pooling in Supply ChainWonderkid YHHPas encore d'évaluation
- Operation Strategy and Inventory Management EOQ ModelDocument15 pagesOperation Strategy and Inventory Management EOQ ModelZen PowerPas encore d'évaluation
- Inventary PlannigDocument25 pagesInventary PlannigPriti NarutePas encore d'évaluation
- Lecture 7 OMDocument52 pagesLecture 7 OMyashd99Pas encore d'évaluation
- Lecture 7 Inventory ManagementDocument31 pagesLecture 7 Inventory ManagementEdwin kinyuaPas encore d'évaluation
- Me 351 Unit - 4Document116 pagesMe 351 Unit - 4Somesh ShuklaPas encore d'évaluation
- Inventory ControlDocument31 pagesInventory ControlAshish Chatrath100% (1)
- Inventory Control - AC For StudentsDocument38 pagesInventory Control - AC For StudentsShubham KumarPas encore d'évaluation
- Engg MGT Unit - 4Document116 pagesEngg MGT Unit - 4RoyalPas encore d'évaluation
- Inventory Models: Need To Determine When and How Much To OrderDocument14 pagesInventory Models: Need To Determine When and How Much To OrderyennylegoPas encore d'évaluation
- Inventory Control Models: EOQ ModelDocument19 pagesInventory Control Models: EOQ ModelSarvesh GuptaPas encore d'évaluation
- Economic Order QuantityDocument4 pagesEconomic Order QuantityhakikPas encore d'évaluation
- Inventory Management - IIMJDocument27 pagesInventory Management - IIMJAnkush PatraPas encore d'évaluation
- M - IDocument47 pagesM - IJagan MahatoPas encore d'évaluation
- Inventory Management EssentialsDocument9 pagesInventory Management EssentialsKhairul Bashar Bhuiyan 1635167090Pas encore d'évaluation
- FALLSEM2021-22 MEE1024 TH VL2021220103001 Reference Material I 05-Aug-2021 5 Inventory ModelsDocument40 pagesFALLSEM2021-22 MEE1024 TH VL2021220103001 Reference Material I 05-Aug-2021 5 Inventory ModelsAyush BhushanPas encore d'évaluation
- Production & Operations Management (8509) SemesterDocument9 pagesProduction & Operations Management (8509) Semestermariamehdi22Pas encore d'évaluation
- Manage Inventory Costs with EOQ ModelsDocument30 pagesManage Inventory Costs with EOQ ModelsGopi SPas encore d'évaluation
- Lecture 03 (Stochastic Inventory)Document30 pagesLecture 03 (Stochastic Inventory)Hassaan RajpootPas encore d'évaluation
- CH 8 Inventory ManagementDocument12 pagesCH 8 Inventory ManagementMichelle Davinna Michael HerryPas encore d'évaluation
- Production and Maintenance Optimization Problems: Logistic Constraints and Leasing Warranty ServicesD'EverandProduction and Maintenance Optimization Problems: Logistic Constraints and Leasing Warranty ServicesPas encore d'évaluation
- RTGS System of BangladeshDocument47 pagesRTGS System of BangladeshNAZMUL HAQUE0% (1)
- Sample Proper (C4) Sample Sample Upper (C4) Sample Sample Lower (C4) SampleDocument1 pageSample Proper (C4) Sample Sample Upper (C4) Sample Sample Lower (C4) SampleNAZMUL HAQUEPas encore d'évaluation
- Top 57 Cryptos For Long Term GainsDocument2 pagesTop 57 Cryptos For Long Term GainsNAZMUL HAQUEPas encore d'évaluation
- Excel Formula SampleDocument1 pageExcel Formula SampleNAZMUL HAQUEPas encore d'évaluation
- TDS & Return (Ranjan Kumar Sir), SynopsisDocument27 pagesTDS & Return (Ranjan Kumar Sir), SynopsisNAZMUL HAQUEPas encore d'évaluation
- Sample Job DescriptionDocument2 pagesSample Job DescriptionNAZMUL HAQUEPas encore d'évaluation
- Basic of Any Oral Exam or Interview PreparationDocument6 pagesBasic of Any Oral Exam or Interview PreparationNAZMUL HAQUEPas encore d'évaluation
- Summary and Self-Test: AccountingDocument1 pageSummary and Self-Test: AccountingNAZMUL HAQUEPas encore d'évaluation
- Accounting Manual Page-75Document1 pageAccounting Manual Page-75NAZMUL HAQUEPas encore d'évaluation
- Install Windows On Your Mac UsingDocument4 pagesInstall Windows On Your Mac UsingNAZMUL HAQUEPas encore d'évaluation
- Jumper Ezbook 2 Ultrabook Laptop-189.89 and Online Shopping - GearBest - Com Mobile PDFDocument15 pagesJumper Ezbook 2 Ultrabook Laptop-189.89 and Online Shopping - GearBest - Com Mobile PDFNAZMUL HAQUEPas encore d'évaluation
- Accounting Page-61Document1 pageAccounting Page-61NAZMUL HAQUEPas encore d'évaluation
- Idlc SL Mps Review 2016Document9 pagesIdlc SL Mps Review 2016NAZMUL HAQUEPas encore d'évaluation
- Answers To Interactive QuestionsDocument1 pageAnswers To Interactive QuestionsNAZMUL HAQUEPas encore d'évaluation
- Accounting Page-6Document1 pageAccounting Page-6NAZMUL HAQUEPas encore d'évaluation
- Summary and Self-Test: AccountingDocument1 pageSummary and Self-Test: AccountingNAZMUL HAQUEPas encore d'évaluation
- Accounting Page-34Document1 pageAccounting Page-34NAZMUL HAQUEPas encore d'évaluation
- Marketing QuestionsDocument3 pagesMarketing QuestionsNAZMUL HAQUEPas encore d'évaluation
- Learning Objectives: © The Institute of Chartered Accountants in England and Wales, March 2009Document1 pageLearning Objectives: © The Institute of Chartered Accountants in England and Wales, March 2009NAZMUL HAQUEPas encore d'évaluation
- Accounting Page-15Document1 pageAccounting Page-15NAZMUL HAQUEPas encore d'évaluation
- Internet Ability TestDocument2 pagesInternet Ability TestNAZMUL HAQUEPas encore d'évaluation
- Trend AnalysisDocument1 pageTrend AnalysisNAZMUL HAQUEPas encore d'évaluation
- Accounting Page-12Document1 pageAccounting Page-12NAZMUL HAQUEPas encore d'évaluation
- Accounting Manual Page-1Document1 pageAccounting Manual Page-1NAZMUL HAQUEPas encore d'évaluation
- Project Proposal: Company NameDocument3 pagesProject Proposal: Company NameNAZMUL HAQUEPas encore d'évaluation
- OperationsDocument5 pagesOperationsArun PandeyPas encore d'évaluation
- InterviewquestionsDocument7 pagesInterviewquestionsOmkar ChinnaPas encore d'évaluation
- MS-EXCEL TestDocument3 pagesMS-EXCEL TestNAZMUL HAQUEPas encore d'évaluation
- IOM SriLanka Flood Displacement Map-2017Document1 pageIOM SriLanka Flood Displacement Map-2017NAZMUL HAQUEPas encore d'évaluation
- Inventory management strategies for auto parts, books, shoes, and air conditionersDocument4 pagesInventory management strategies for auto parts, books, shoes, and air conditionersZulhaily Suaille100% (1)
- University of Ueh Business School Faculty of International Business - MarketingDocument17 pagesUniversity of Ueh Business School Faculty of International Business - MarketingNguyễn Phương UyênPas encore d'évaluation
- Eoq PDFDocument18 pagesEoq PDFJorge MedinaPas encore d'évaluation
- Direct Material CostDocument4 pagesDirect Material CostQuestionscastle Friend100% (1)
- Managing Economies of Scale: Supply Chain ManagementDocument9 pagesManaging Economies of Scale: Supply Chain ManagementAman Vinny VinnyPas encore d'évaluation
- Chapter 2.4 EOQDocument34 pagesChapter 2.4 EOQHồng DiễmPas encore d'évaluation
- FFM1-Ch 2.1. Inventory ManagementDocument37 pagesFFM1-Ch 2.1. Inventory ManagementQuỳnhPas encore d'évaluation
- Inventory Management: EOQ Model for Optimizing Total CostsDocument5 pagesInventory Management: EOQ Model for Optimizing Total CostsDelson VazhappillyPas encore d'évaluation
- Group 4 - Priyanka (Blue Nile Case Study Answers)Document3 pagesGroup 4 - Priyanka (Blue Nile Case Study Answers)priyankaPas encore d'évaluation
- Test MCDocument11 pagesTest MCfatimasaleh123Pas encore d'évaluation
- ProblemsDocument4 pagesProblemsRadinne Fakhri Al WafaPas encore d'évaluation
- Purchasing 4Document119 pagesPurchasing 4Yasmeen NsrPas encore d'évaluation
- Resource PlanningDocument15 pagesResource PlanningMAI NGUYỄN THÁI NHẬTPas encore d'évaluation
- Presentation Stores and Inventory Management 2Document20 pagesPresentation Stores and Inventory Management 2PMU Chimhanda District HospitalPas encore d'évaluation
- SCM CycleDocument45 pagesSCM CycleMuhammad DuraidPas encore d'évaluation
- Assignment 1 2Document2 pagesAssignment 1 2Tahira ParveenPas encore d'évaluation
- Inventory ControlDocument4 pagesInventory ControlabassalishahPas encore d'évaluation
- Inventory management conceptsDocument15 pagesInventory management conceptsJem Carstairs67% (3)
- Chapter 7 Inv MGTDocument18 pagesChapter 7 Inv MGTclydePas encore d'évaluation
- Problems On Inventory Control With AnswerDocument5 pagesProblems On Inventory Control With AnswerPrashant Kanaujia100% (1)
- ch12, Chapterch12Document19 pagesch12, Chapterch12suraPas encore d'évaluation
- Materi Manajemen Persediaan Manlog PDFDocument16 pagesMateri Manajemen Persediaan Manlog PDFdillaelfaziaPas encore d'évaluation
- Operations Management Topic 5 - Inventory Models and Cost AnalysisDocument54 pagesOperations Management Topic 5 - Inventory Models and Cost Analysisfaz143Pas encore d'évaluation
- Inventory Management AssignmentDocument6 pagesInventory Management Assignmenthanayuki_ghostPas encore d'évaluation
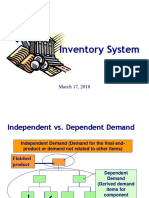
- Independent Demand SystemsDocument40 pagesIndependent Demand SystemsAraPas encore d'évaluation
- Material ManagementDocument27 pagesMaterial ManagementJayananda ElangbamPas encore d'évaluation
- SCD Hw6 Vũ Hoàng Lam Ielsiu19036Document4 pagesSCD Hw6 Vũ Hoàng Lam Ielsiu19036Lam Vũ HoàngPas encore d'évaluation