Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Prime Time Bails: Image KT - Item Number Description Gram Wt/Piece Die-Struck BailsDocument5 pagesPrime Time Bails: Image KT - Item Number Description Gram Wt/Piece Die-Struck BailsSabah NuriPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- IGCSE Chemistry - Structure of SubstancesDocument16 pagesIGCSE Chemistry - Structure of SubstancesChemistryKlipz100% (6)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Zenobia - Ægypt - Playground of The GodsDocument141 pagesZenobia - Ægypt - Playground of The GodsmizonyxPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Week 2 - Pony Beading Club - Pony Beading Limbs Frog Cow or TurtleDocument7 pagesWeek 2 - Pony Beading Club - Pony Beading Limbs Frog Cow or Turtleapi-477477180Pas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Parnashavari InformationDocument1 pageParnashavari InformationjjustinnPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Art ScriptDocument3 pagesArt ScriptPaul James Abelardo TayagPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- 2017 FelixDocument3 pages2017 FelixChakri ByreddyPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Diamond Design Marcel Tolkowsky 1919Document116 pagesDiamond Design Marcel Tolkowsky 1919Jorge Andres Glueck DazaPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- EF3e Preint Progresstest 1 6a Answer SheetDocument2 pagesEF3e Preint Progresstest 1 6a Answer SheetEva Barrales50% (2)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Ferrous and Non-Ferrous Metals1.Document34 pagesFerrous and Non-Ferrous Metals1.Daryl Gomez TimatimPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Malaysia Price List (Comparison 2022 & 2023)Document1 pageMalaysia Price List (Comparison 2022 & 2023)RUANG SENJAPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Dwnload Full Applied Mathematics For The Managerial Life and Social Sciences 7th Edition Tan Solutions Manual PDFDocument36 pagesDwnload Full Applied Mathematics For The Managerial Life and Social Sciences 7th Edition Tan Solutions Manual PDFeyepieceinexact.4h0h100% (13)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Fashion Accessories - Since 1500 (History Arts)Document168 pagesFashion Accessories - Since 1500 (History Arts)Mariana Meirelles100% (3)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- English LessonsDocument11 pagesEnglish LessonsSalil GokhalePas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Curse of The Hope DiamondDocument2 pagesThe Curse of The Hope DiamondJohn SmithPas encore d'évaluation
- Jewelery DatabaseDocument29 pagesJewelery DatabaseWilson Menezes50% (2)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
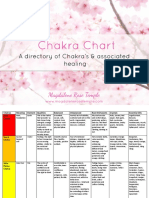
- Chakra Chart PDFDocument4 pagesChakra Chart PDFFanfare F100% (1)
- 10.1007/978 3 540 72816 0 - 7816Document35 pages10.1007/978 3 540 72816 0 - 7816tungxuanbrPas encore d'évaluation
- Prayers To Lord NarasimhadevaDocument224 pagesPrayers To Lord Narasimhadevanss1234567890100% (3)
- The Invoking Pentagram Ritual of EarthDocument5 pagesThe Invoking Pentagram Ritual of EarthIsrael Vargas Rosado50% (2)
- Sex BookDocument58 pagesSex Bookmpilar37Pas encore d'évaluation
- LTW 4 Worksheets Vocabulary Complete PDFDocument18 pagesLTW 4 Worksheets Vocabulary Complete PDFngonzalezlegazpePas encore d'évaluation
- All Are Welcome by Khamanna IskandarovaDocument7 pagesAll Are Welcome by Khamanna IskandarovaShibam BiswasPas encore d'évaluation
- PotteryDocument15 pagesPotteryCreseldaElepanoPilacPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Art DecoDocument31 pagesArt DecoSarthak Srinivas100% (1)
- Adverbs of MannerDocument20 pagesAdverbs of MannerJhanne Khalie FabrigaPas encore d'évaluation
- Thing On Omic OnDocument188 pagesThing On Omic OnJose Cruz67% (3)
- 25 Photoviewnov 2015Document29 pages25 Photoviewnov 2015api-247569406Pas encore d'évaluation
- TheInventory PrinterFriendlyPagesDocument302 pagesTheInventory PrinterFriendlyPagesDomenico Benoci0% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- 177004-Shadows On The Long RoadDocument17 pages177004-Shadows On The Long RoadAnonymous xmWYLiGvz100% (2)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)