Vous aimerez peut-être aussi
- Todo Lo Que Necesito Existe Ya en MiDocument11 pagesTodo Lo Que Necesito Existe Ya en MiStephanie Reed100% (3)
- Nellie Bly, Periodista y ReporteraDocument50 pagesNellie Bly, Periodista y ReporteraRed Ética Segura - FNPI100% (1)
- Absorcion AtomicaDocument21 pagesAbsorcion AtomicaJL AriasPas encore d'évaluation
- Estudios de Suelos - GuajiraDocument44 pagesEstudios de Suelos - GuajiraOscar Jose Carrillo CarreñoPas encore d'évaluation
- Destilación AlcohólicaDocument196 pagesDestilación AlcohólicaDiegoRossoPas encore d'évaluation
- La Publicidad ActividadesDocument4 pagesLa Publicidad ActividadesKarla OrtizPas encore d'évaluation
- Gcav U3 A3Document3 pagesGcav U3 A3Zoe Ron100% (1)
- Flac 3DDocument20 pagesFlac 3DBrandon LaricoPas encore d'évaluation
- TFA006 Simulación Del Proceso de Deshidratación - ActasDocument6 pagesTFA006 Simulación Del Proceso de Deshidratación - ActasMiguel HernandezPas encore d'évaluation
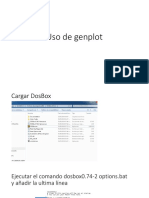
- Uso de GenplotDocument8 pagesUso de GenplotMiguel HernandezPas encore d'évaluation
- 25103600Document6 pages25103600walas0Pas encore d'évaluation
- Disendiseno-Por-Ordenador-De-Columnas-De-Rectificacion-Y-Extracciono Por Ordenador de Columnas de Rectificacion y Extraccion Multicomponente Calculo Del Reflujo MinimoDocument372 pagesDisendiseno-Por-Ordenador-De-Columnas-De-Rectificacion-Y-Extracciono Por Ordenador de Columnas de Rectificacion y Extraccion Multicomponente Calculo Del Reflujo MinimoJose Yesid Castro RodriguezPas encore d'évaluation
- Termodinamica de Las MezclasDocument32 pagesTermodinamica de Las MezclasJazmín RamírezPas encore d'évaluation
- Tema 9Document14 pagesTema 9jlidalgPas encore d'évaluation
- Seminario ExtraccionDocument24 pagesSeminario ExtraccionErika Lopez ArandaPas encore d'évaluation
- CEP Alimentaria2007Document37 pagesCEP Alimentaria2007Miguel HernandezPas encore d'évaluation
- 3Document4 pages3Miguel HernandezPas encore d'évaluation
- Visor de ResultadosDocument4 pagesVisor de ResultadosMiguel HernandezPas encore d'évaluation
- Desarrollo de Hojas de Cálculo Excel Con Macros para La Resolución de Problemas de DestilaciónDocument48 pagesDesarrollo de Hojas de Cálculo Excel Con Macros para La Resolución de Problemas de DestilaciónRicardo Rivas GonzálezPas encore d'évaluation
- Herramientas Geométricas para El Diseño Básico de Columnas de Destilación Con Mezclas Azeotrópicas Heterogéneas TernariasDocument15 pagesHerramientas Geométricas para El Diseño Básico de Columnas de Destilación Con Mezclas Azeotrópicas Heterogéneas TernariasDavid Esteban Soler CamargoPas encore d'évaluation
- Simulacion Computacional PDFDocument56 pagesSimulacion Computacional PDFMiguel HernandezPas encore d'évaluation
- CTMI1 v84Document28 pagesCTMI1 v84Miguel HernandezPas encore d'évaluation
- Tabulador - LEGISLACION - Febrero - 2014Document18 pagesTabulador - LEGISLACION - Febrero - 2014Miguel HernandezPas encore d'évaluation
- A 06Document10 pagesA 06CESAR RAMIREZPas encore d'évaluation
- IngenieriaDocument64 pagesIngenieriaMiguel Hernandez100% (2)
- Varios - Excel Con Visual Basic para AplicacionesDocument87 pagesVarios - Excel Con Visual Basic para Aplicacionesapi-3706465100% (8)
- TabletDocument7 pagesTabletMiguel HernandezPas encore d'évaluation
- Calculo de Etapas en Equilibrio en Extracción Liquido Liquido A Contracorriente para Sistemas Ternarios Utilizando El Mathcad® Versión 7.0Document3 pagesCalculo de Etapas en Equilibrio en Extracción Liquido Liquido A Contracorriente para Sistemas Ternarios Utilizando El Mathcad® Versión 7.0Miguel HernandezPas encore d'évaluation
- McCABE PDFDocument5 pagesMcCABE PDFSteven TravisPas encore d'évaluation
- 3Document4 pages3Miguel HernandezPas encore d'évaluation
- Result A Dos Del Sistema Metanol-Agua Mccabe ThieleDocument2 pagesResult A Dos Del Sistema Metanol-Agua Mccabe ThieleMiguel HernandezPas encore d'évaluation
- Reporte Individual D2Document6 pagesReporte Individual D2CarlosPas encore d'évaluation
- D1 A1 SESION COM. Escribimos RimasDocument7 pagesD1 A1 SESION COM. Escribimos Rimaszoila sanchez anayhuamanPas encore d'évaluation
- Planeacion #8Document2 pagesPlaneacion #8Geraldine Rodriguez GutierrezPas encore d'évaluation
- PRUEBA DIAGNÓSTICA CIRCUITOS ELÉCTRICOS I Andres PinedaDocument2 pagesPRUEBA DIAGNÓSTICA CIRCUITOS ELÉCTRICOS I Andres PinedaAndres PinedaPas encore d'évaluation
- Unidad I: Repaso de Conceptos De: EstadísticaDocument14 pagesUnidad I: Repaso de Conceptos De: Estadísticaestefania guzmanPas encore d'évaluation
- Lillie - Lylia - WikiDex, La Enciclopedia PokémonDocument79 pagesLillie - Lylia - WikiDex, La Enciclopedia PokémonSidajiPas encore d'évaluation
- Momento 1 Construcción de Obras en ConcretoDocument23 pagesMomento 1 Construcción de Obras en ConcretoNelson Duban Tapia IngaPas encore d'évaluation
- Semana 1 Introduccion A La Ingenieria de Procesos 5 AbrilDocument29 pagesSemana 1 Introduccion A La Ingenieria de Procesos 5 AbrilDiana MontoyaPas encore d'évaluation
- Hibridos Protocolo de KiotoDocument4 pagesHibridos Protocolo de KiotoesteabnPas encore d'évaluation
- Orientaciones Sociologia Uba XxiDocument7 pagesOrientaciones Sociologia Uba XxiHugoPas encore d'évaluation
- P-COR-SIB-03.01-F03 IPERC ContinuoDocument7 pagesP-COR-SIB-03.01-F03 IPERC ContinuoJuan David BenaventePas encore d'évaluation
- Matriz de AbastecimientosDocument5 pagesMatriz de AbastecimientosRoberto Perez MartinezPas encore d'évaluation
- Libro 2 U1 Clasificación de Funciones RealesDocument18 pagesLibro 2 U1 Clasificación de Funciones RealesG&K FreshiesPas encore d'évaluation
- Un Caso AisladoDocument41 pagesUn Caso AisladoInmobiliaria Pilares Sociedad AnónimaPas encore d'évaluation
- Dueñas Flores Marco 2° PC Pi 524 ADocument7 pagesDueñas Flores Marco 2° PC Pi 524 AMarco Dueñas FloresPas encore d'évaluation
- Peligros en El Lugar de TrabajoDocument8 pagesPeligros en El Lugar de TrabajoHally HurtadoPas encore d'évaluation
- Comunicación ESCRITA UAMDocument38 pagesComunicación ESCRITA UAMEliEs TralalíPas encore d'évaluation
- Una Propuesta de Comunicacion Por Juan Manuel Fernández MorenoDocument11 pagesUna Propuesta de Comunicacion Por Juan Manuel Fernández MorenoGermanGutierrez50% (2)
- NCS-30 ECF - SDS - SAM - SPDocument10 pagesNCS-30 ECF - SDS - SAM - SPDebinson BrachePas encore d'évaluation
- Modula PedagogiaDocument160 pagesModula PedagogiaPatricia MojicaPas encore d'évaluation
- Auditoriaaaa Operativa Segundo Corte123Document153 pagesAuditoriaaaa Operativa Segundo Corte123anon_777889910Pas encore d'évaluation
- Membrana CitoplasmaticaDocument2 pagesMembrana CitoplasmaticaNOHELY FABIOLA QUINONES ESPIRILLAPas encore d'évaluation
- Mitigación Del Daño Al EcosistemaDocument26 pagesMitigación Del Daño Al Ecosistemadavid vilcasPas encore d'évaluation