Vous aimerez peut-être aussi
- Gas Burners For Forges Furnaces and Kilns-Michael PorterDocument208 pagesGas Burners For Forges Furnaces and Kilns-Michael PorterEsmeralda Palatnic Ampuero95% (21)
- Vibration Fundamentals To System 1Document76 pagesVibration Fundamentals To System 1rajurajangam88% (8)
- Forsthoffer’s Component Condition MonitoringD'EverandForsthoffer’s Component Condition MonitoringÉvaluation : 4 sur 5 étoiles4/5 (2)
- ISO 2954 Mechnical Vibrations For Rotating & Reciprocating MachineryDocument8 pagesISO 2954 Mechnical Vibrations For Rotating & Reciprocating MachineryJaime_Akramen0% (2)
- Exxon - EXXON PDC VOL IDocument281 pagesExxon - EXXON PDC VOL IKhalid Iqbal97% (33)
- AMCA Fan Performance PDFDocument16 pagesAMCA Fan Performance PDFthevellin154Pas encore d'évaluation
- Rotary Valve Functions BookletDocument17 pagesRotary Valve Functions Bookletamahmoud3Pas encore d'évaluation
- CheatSheet CADocument4 pagesCheatSheet CAAnonymous ypNOeWtsfuPas encore d'évaluation
- Compressors Condition AnalysisDocument50 pagesCompressors Condition AnalysisBrobrt100% (1)
- Guideline For Field Testing of Reciprocating Compressor Performance PDFDocument173 pagesGuideline For Field Testing of Reciprocating Compressor Performance PDFJose PradoPas encore d'évaluation
- Bently Book Chapter 4 Timebase Plots1Document18 pagesBently Book Chapter 4 Timebase Plots1Manuel L LombarderoPas encore d'évaluation
- Maintenance and Reliability: Resolving Vibration Problems in A Crude Booster PumpDocument5 pagesMaintenance and Reliability: Resolving Vibration Problems in A Crude Booster Pump김형진Pas encore d'évaluation
- Minimum Thermal FlowDocument4 pagesMinimum Thermal Flowdk4monjurePas encore d'évaluation
- Introduction To Vibration Problems at Compressor StationsDocument113 pagesIntroduction To Vibration Problems at Compressor Stationssatya_chaganti100% (1)
- Reciprocating Compressor Condition Monitoring - GEDocument6 pagesReciprocating Compressor Condition Monitoring - GEBao-Phuc NguyenPas encore d'évaluation
- BETA Primer Vibration Control StrategiesDocument35 pagesBETA Primer Vibration Control Strategiesdikim100% (1)
- SENT Summary Report TG 500 Run Down 25th JUNE 2010Document35 pagesSENT Summary Report TG 500 Run Down 25th JUNE 2010jarotPas encore d'évaluation
- Pressure Pulsation in Reciprocating Pump - Part 1Document9 pagesPressure Pulsation in Reciprocating Pump - Part 1Jose PradoPas encore d'évaluation
- Vibration AnalysisDocument22 pagesVibration Analysisvenkat chakPas encore d'évaluation
- Why Phase Information Is Important For Diagnosing Machinery ProblemsDocument3 pagesWhy Phase Information Is Important For Diagnosing Machinery ProblemsdinhdtPas encore d'évaluation
- Rotordynamic Insatability Problems in High-Performance TurbomachineryDocument454 pagesRotordynamic Insatability Problems in High-Performance TurbomachineryMounicaRasagyaPalla100% (2)
- Phase AnalysisDocument3 pagesPhase Analysisk_shah_777Pas encore d'évaluation
- The Relatioship of Vibration To Problems in Centrifugal Pumps - CheDocument7 pagesThe Relatioship of Vibration To Problems in Centrifugal Pumps - Chehtaboada2008100% (1)
- EFRC Guidelines For Vibrations in Reciprocating Compressor SystemsDocument30 pagesEFRC Guidelines For Vibrations in Reciprocating Compressor SystemsMikl BeatzPas encore d'évaluation
- Rotordynamics IntroductionDocument63 pagesRotordynamics IntroductionBharath Chandra ReddyPas encore d'évaluation
- Practical Rotordynamics For Centrifugal Pumps 52pp SulzerDocument52 pagesPractical Rotordynamics For Centrifugal Pumps 52pp Sulzer1mmahoney100% (2)
- Orbit V33N3 2013 Q3Document64 pagesOrbit V33N3 2013 Q3Adhitya DwijayanthoPas encore d'évaluation
- Short Course: Motor Current Signature Analysis FOR Diagnosis of Faults in Induction Motor DrivesDocument20 pagesShort Course: Motor Current Signature Analysis FOR Diagnosis of Faults in Induction Motor Drivessubha_yavanaPas encore d'évaluation
- Application of Full Spectrum of Rotating Machinery DiagnosticsDocument5 pagesApplication of Full Spectrum of Rotating Machinery DiagnosticsMajid SattarPas encore d'évaluation
- Torsional Natural Frequencies PDFDocument32 pagesTorsional Natural Frequencies PDFdavih007Pas encore d'évaluation
- Rod DropDocument22 pagesRod DropSomen Mukherjee100% (3)
- Engine Pedestal Vibration - A New Solution Approach Using A Tuned-Mass Damper - R00Document22 pagesEngine Pedestal Vibration - A New Solution Approach Using A Tuned-Mass Damper - R00Kelly EberlePas encore d'évaluation
- Steam Turbine Rotor CrackDocument11 pagesSteam Turbine Rotor Crackpoloko7100% (1)
- 4 BasicEngineandCompressorAnalysis PDFDocument133 pages4 BasicEngineandCompressorAnalysis PDFalvaroinc04Pas encore d'évaluation
- Vibration Analysis Gt6 Generator LibyaDocument6 pagesVibration Analysis Gt6 Generator LibyaRohit GunerkarPas encore d'évaluation
- Pump Vibration AnalysisDocument12 pagesPump Vibration AnalysisSamir Benabdallah100% (1)
- Gearbox Vibration - Fact or FictionDocument9 pagesGearbox Vibration - Fact or Fictioneko bagus sunaryoPas encore d'évaluation
- Orbit v27n207 SlowrollDocument13 pagesOrbit v27n207 SlowrollAyman ElsebaiiPas encore d'évaluation
- Is Rod Drop The Right Measurement For My Reciprocating Compressor?Document4 pagesIs Rod Drop The Right Measurement For My Reciprocating Compressor?Sagar MishraPas encore d'évaluation
- CASE STUDY: Advanced Analysis of Reciprocating Engines, Compressors and Gas PipelinesDocument4 pagesCASE STUDY: Advanced Analysis of Reciprocating Engines, Compressors and Gas PipelinesabdulbasitbPas encore d'évaluation
- Torsional Vibration Analysis of Reciprocating Compressor Trains Driven B...Document11 pagesTorsional Vibration Analysis of Reciprocating Compressor Trains Driven B...fuzhi2016Pas encore d'évaluation
- Chapter 10Document63 pagesChapter 10Hosam Abd Elkhalek100% (1)
- Compressor PDFDocument57 pagesCompressor PDFAhmad Wildan ZakawaliPas encore d'évaluation
- Orbital AnalysisDocument16 pagesOrbital AnalysisFadooollPas encore d'évaluation
- Bump TestDocument5 pagesBump Testwsjouri2510Pas encore d'évaluation
- Orbit AnalysisDocument5 pagesOrbit AnalysisMaurizio Sciancalepore0% (1)
- Oil Whirl in Floating Ring SealsDocument11 pagesOil Whirl in Floating Ring SealsMuhammad Irfan AnwarPas encore d'évaluation
- Orbit V31N1 2011 Q1Document60 pagesOrbit V31N1 2011 Q1KrishnaPas encore d'évaluation
- 8 - Rotordynamics GEDocument55 pages8 - Rotordynamics GETran HienPas encore d'évaluation
- Rev.0 CSI 2600Document170 pagesRev.0 CSI 2600dford8583Pas encore d'évaluation
- Whitepaper Reciprocating MachineryDocument19 pagesWhitepaper Reciprocating MachinerySofiane HalimiPas encore d'évaluation
- 400 Don 4Document9 pages400 Don 4DarioPas encore d'évaluation
- DMFWDocument1 pageDMFWAndre PPas encore d'évaluation
- Condition Monitoring Ensures Against Mechanical Failure 020912Document8 pagesCondition Monitoring Ensures Against Mechanical Failure 020912satya krishna chagantiPas encore d'évaluation
- Pipe Vibrations: Common Piping Vibration AreasDocument8 pagesPipe Vibrations: Common Piping Vibration Areas20jose12luisPas encore d'évaluation
- 05 1957 BU-Clutch & TransDocument22 pages05 1957 BU-Clutch & TransSheriff ServicePas encore d'évaluation
- By Richard L. Stowe and Donnie L. AinsworthDocument32 pagesBy Richard L. Stowe and Donnie L. AinsworthKimi NcPas encore d'évaluation
- Steam Turbine Reoccurring Rubs, Troubleshooting and Corrective ActionDocument28 pagesSteam Turbine Reoccurring Rubs, Troubleshooting and Corrective Actionrajmohan_kPas encore d'évaluation
- Performance of MOV Stem Lubricants at Elevated TemperatureDocument11 pagesPerformance of MOV Stem Lubricants at Elevated TemperatureVittorio FacchettiPas encore d'évaluation
- Pumps Engines Vibrations 26.07.2017Document81 pagesPumps Engines Vibrations 26.07.2017Aviral UpadhyayPas encore d'évaluation
- Vibration: What's Wrong With My Steam Turbine!Document30 pagesVibration: What's Wrong With My Steam Turbine!katibraPas encore d'évaluation
- Session 9 Marine Drive Train Ts (Compatibility Mode)Document33 pagesSession 9 Marine Drive Train Ts (Compatibility Mode)agvassPas encore d'évaluation
- RP CompsDocument43 pagesRP CompsSuvendu MohapatraPas encore d'évaluation
- KP2 KP3 en 05 2018Document20 pagesKP2 KP3 en 05 2018eric9burnett-331302Pas encore d'évaluation
- External Gear Pump Series U: Overview of Contents FeaturesDocument28 pagesExternal Gear Pump Series U: Overview of Contents FeaturesDieselkPas encore d'évaluation
- Dry Gas Seal Centrifugal CompressorDocument23 pagesDry Gas Seal Centrifugal CompressorSomen Mukherjee100% (1)
- 05 Cylinder Performance (Compressed)Document43 pages05 Cylinder Performance (Compressed)Somen MukherjeePas encore d'évaluation
- Welding Handbook Maritime UnitorDocument552 pagesWelding Handbook Maritime UnitorPeter BournelisPas encore d'évaluation
- 07 Rod Drop (Compressed)Document22 pages07 Rod Drop (Compressed)Somen MukherjeePas encore d'évaluation
- Process Control Fundamentals 2Document73 pagesProcess Control Fundamentals 2Otuekong Ukpong100% (2)
- 08 Rod Position (Compressed)Document47 pages08 Rod Position (Compressed)Somen MukherjeePas encore d'évaluation
- How To Answer Hard Interview QuationDocument175 pagesHow To Answer Hard Interview QuationIsmail DehlatPas encore d'évaluation
- Barden Bearing Failures Us enDocument15 pagesBarden Bearing Failures Us enIbrahimElKelany100% (1)
- Pumps Selection 0703 HandbookDocument12 pagesPumps Selection 0703 Handbookkooljam83% (6)
- Condition Monitoring Recip CompressorDocument29 pagesCondition Monitoring Recip CompressorSomen MukherjeePas encore d'évaluation
- Babbitted Bearing Health AssessmentDocument18 pagesBabbitted Bearing Health AssessmentSomen MukherjeePas encore d'évaluation
- Gear Vibration OrbitDocument4 pagesGear Vibration OrbitSomen MukherjeePas encore d'évaluation
- Rod DropDocument22 pagesRod DropSomen Mukherjee100% (3)
- Practical Engineering Failure Analysis Dekker Mechanical EngineeringDocument607 pagesPractical Engineering Failure Analysis Dekker Mechanical Engineeringsrikanthrajaram18Pas encore d'évaluation
- How To Answer Hard Interview QuationDocument175 pagesHow To Answer Hard Interview QuationIsmail DehlatPas encore d'évaluation
- Centrifugal Pump Selection and SizingDocument56 pagesCentrifugal Pump Selection and SizingNoman Abu-FarhaPas encore d'évaluation
- NOx Reduction MethodsDocument7 pagesNOx Reduction Methodsmithunsingh90Pas encore d'évaluation
- Testing & Adjusting The Patriot Metering System: Magnum Venus PlastechDocument26 pagesTesting & Adjusting The Patriot Metering System: Magnum Venus PlastechCamilo Correa100% (1)
- Pressure Control For Air and Water Type CSDocument8 pagesPressure Control For Air and Water Type CSmilanPas encore d'évaluation
- Handout CHE F343Document3 pagesHandout CHE F343Aryan ShuklaPas encore d'évaluation
- GuyhirnDocument4 pagesGuyhirnTyburnPas encore d'évaluation
- Economic Optimization of Pipe Diameter For Complete TurbulenceDocument4 pagesEconomic Optimization of Pipe Diameter For Complete Turbulenceazamshafiq100% (1)
- Saes L 132Document16 pagesSaes L 132Ali Aldubaikhi100% (1)
- Prestressed Concrete Assignment TU DelftDocument4 pagesPrestressed Concrete Assignment TU DelfttimsykiPas encore d'évaluation
- Fluid 1Document40 pagesFluid 1NatePas encore d'évaluation
- BHFQ22P1517 ImDocument14 pagesBHFQ22P1517 ImAlberto Bravo SánchezPas encore d'évaluation
- 330B Excavator Hydraulic Variable Gauge Undercarriage Hydraulic Systems - AttachmentDocument2 pages330B Excavator Hydraulic Variable Gauge Undercarriage Hydraulic Systems - Attachmentnilton acPas encore d'évaluation
- SAP0078 Millenium Cylinders BrochureDocument3 pagesSAP0078 Millenium Cylinders Brochurealberto0% (1)
- 3tz PDFDocument4 pages3tz PDFWilfredo AchoPas encore d'évaluation
- Kingdom Tower Paper 2014 Central PA ConferenceDocument14 pagesKingdom Tower Paper 2014 Central PA ConferenceTony ChanPas encore d'évaluation
- User Manual: BA and BA-C SeriesDocument138 pagesUser Manual: BA and BA-C SeriesNAHASALI11Pas encore d'évaluation
- Workshop: Name of Student:-Linda Leon Toma Energy Engineering Department First YearDocument13 pagesWorkshop: Name of Student:-Linda Leon Toma Energy Engineering Department First YearLinda Leon TomaPas encore d'évaluation
- Kohler Model7ERDocument4 pagesKohler Model7ERWilliamBrown6Pas encore d'évaluation
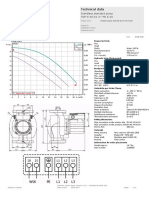
- BOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Document1 pageBOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Sebastian FuentesPas encore d'évaluation
- Solving Problems On Projectiles PDFDocument4 pagesSolving Problems On Projectiles PDFVenkata Allamsetty100% (1)
- Condition Based Monitoring - Mining Equipment's - Monthly Check Sheet (MCL & SAIL Barsua)Document14 pagesCondition Based Monitoring - Mining Equipment's - Monthly Check Sheet (MCL & SAIL Barsua)Soumyaranjan NayakPas encore d'évaluation
- Absorption Powerpoint Note1Document38 pagesAbsorption Powerpoint Note1thabisoPas encore d'évaluation
- Modular Simulation Software Development For Liquid Propellant Rocket Engines Based On MATLAB SimulinkDocument7 pagesModular Simulation Software Development For Liquid Propellant Rocket Engines Based On MATLAB SimulinkĐinh Quốc TríPas encore d'évaluation
- Chapter 2 Poisson's RatioDocument9 pagesChapter 2 Poisson's RatioMalik Umar KhakhPas encore d'évaluation
- DJJ3103 Strength of Materials: Azunaidi B. Abdul Aziz Mechanical Eng. Dept. PolimasDocument10 pagesDJJ3103 Strength of Materials: Azunaidi B. Abdul Aziz Mechanical Eng. Dept. PolimasyuwarajaPas encore d'évaluation
- Planer (Motor) (R921805375) (18 - ) (24 - ) - (S - N 341000655 & Above, 231611101 & Above, 721700342 & Above, 231711101 & Above) - PlanerDocument3 pagesPlaner (Motor) (R921805375) (18 - ) (24 - ) - (S - N 341000655 & Above, 231611101 & Above, 721700342 & Above, 231711101 & Above) - PlanerPedro Alfonso PerezPas encore d'évaluation
- Agrotron M: Evolving AgricultureDocument13 pagesAgrotron M: Evolving Agriculturejohn deerePas encore d'évaluation
- 1 BDocument9 pages1 BJON LOPEZPas encore d'évaluation