Vous aimerez peut-être aussi
- Syllabus Del Curso Herramientas TeleinformáticasDocument15 pagesSyllabus Del Curso Herramientas TeleinformáticasSara AguilarPas encore d'évaluation
- Kahuama CotizacionDocument6 pagesKahuama CotizacionSara AguilarPas encore d'évaluation
- ServotransmisiónDocument10 pagesServotransmisiónSara Aguilar100% (1)
- Resistencia EstaticaDocument11 pagesResistencia EstaticaSara AguilarPas encore d'évaluation
- Marco Conceptual HidraulicaDocument7 pagesMarco Conceptual HidraulicaSara AguilarPas encore d'évaluation
- Informe # 3 Bombas Serie ParaleloDocument19 pagesInforme # 3 Bombas Serie ParaleloSara AguilarPas encore d'évaluation
- Practica #10Document11 pagesPractica #10Vicky Roca ArangoPas encore d'évaluation
- Libro 1Document89 pagesLibro 1Cynthia Pari100% (1)
- Tarea 3 - PURI - 2019-2Document3 pagesTarea 3 - PURI - 2019-2Santiago GiraldoPas encore d'évaluation
- Respuestas ManuelDocument5 pagesRespuestas Manueljulia Emma RojasPas encore d'évaluation
- Z 6 Datos Tecnicosde ColectorDocument2 pagesZ 6 Datos Tecnicosde ColectorCRUZ QUICAÑA OVIDIO JAIME100% (1)
- Portamatrices (Mafasa)Document49 pagesPortamatrices (Mafasa)Aratz17Pas encore d'évaluation
- Compuestos QuímicosDocument17 pagesCompuestos Químicosfernando rayoPas encore d'évaluation
- Ejercicios EstequiometríaDocument3 pagesEjercicios EstequiometríaCristina ParrasPas encore d'évaluation
- Cuadernillo Cuarto A EJE 1 Reacciones y SolucionesDocument74 pagesCuadernillo Cuarto A EJE 1 Reacciones y SolucionesCarina KriedelPas encore d'évaluation
- Sales Halógenas NeutrasDocument2 pagesSales Halógenas NeutrasAlfonso Enrique Celleri Cabrera85% (13)
- NomenclaturaDocument68 pagesNomenclaturaarrecalieroPas encore d'évaluation
- Ejemplos de Presentacion Proyecto Arquitectonico Notaria 18Document18 pagesEjemplos de Presentacion Proyecto Arquitectonico Notaria 18Arturo Roldan VazquezPas encore d'évaluation
- SalesDocument1 pageSalesLuisAlbertoMuniverAnguloPas encore d'évaluation
- Importancia Del Trasporte para Comercialización de MineralesDocument9 pagesImportancia Del Trasporte para Comercialización de MineralesVictorx A. QquenayaPas encore d'évaluation
- Prueba de La Unidad 3 - Revisión Del IntentoDocument9 pagesPrueba de La Unidad 3 - Revisión Del IntentoChristopher GalloPas encore d'évaluation
- Elementos de La OllaDocument4 pagesElementos de La OllaYilmar Banquez Lastre33% (3)
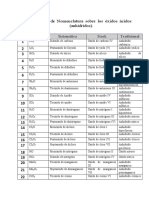
- Ejercicios de Nomenclatura Sobre Los Óxidos ÁcidosDocument2 pagesEjercicios de Nomenclatura Sobre Los Óxidos ÁcidosMelba Noboa88% (8)
- Acero Como Material EstructuralDocument2 pagesAcero Como Material EstructuralKenyi Erasmo Garcia ChilenoPas encore d'évaluation
- Red Cristalina Clase A 2020 - 2Document8 pagesRed Cristalina Clase A 2020 - 2Yubert Edisson Huanca LimaPas encore d'évaluation
- Informe Lixiviacion Queros GoldDocument6 pagesInforme Lixiviacion Queros GoldJesus FrankPas encore d'évaluation
- Deber#1 Comportamiento Glenda VeraDocument6 pagesDeber#1 Comportamiento Glenda VeraRonny GonzalezPas encore d'évaluation
- Problemas Soluciones y Reacciones en SolucionDocument7 pagesProblemas Soluciones y Reacciones en SolucionEduardo GonzalezPas encore d'évaluation
- T Sem8 QuimicaDocument3 pagesT Sem8 QuimicaCARMEN DEL ROCIO GALVEZ RUIZPas encore d'évaluation
- OroDocument6 pagesOroCyber TeenPas encore d'évaluation
- Solucionario 3er Parcial QMC 99 Fila BDocument2 pagesSolucionario 3er Parcial QMC 99 Fila BJosé RojasPas encore d'évaluation
- Tejido 2Document4 pagesTejido 2olga linarezPas encore d'évaluation
- Cuestionario 08 Grupo 1 y 2 Metales Alcalinos y AlcalinoterreosDocument2 pagesCuestionario 08 Grupo 1 y 2 Metales Alcalinos y AlcalinoterreosAilen100% (2)
- Nomenclatura de Quimica RedoxDocument22 pagesNomenclatura de Quimica RedoxLeonardo CtPas encore d'évaluation
- Quimica - Inorganica - Grupo 17 y 18Document30 pagesQuimica - Inorganica - Grupo 17 y 18Elizabeth Nina VillcaPas encore d'évaluation