Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Energy balance on chemical reactorsDocument41 pagesEnergy balance on chemical reactorsHotib PerwiraPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- GP6 - Stiegel060905Document59 pagesGP6 - Stiegel060905Hotib PerwiraPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Solubility and Complexation EquilibriaDocument14 pagesSolubility and Complexation EquilibriaHotib PerwiraPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Chapter 8Document80 pagesChapter 8Hotib PerwiraPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Properties of Coal Classification and AnalysisDocument7 pagesProperties of Coal Classification and AnalysisJaco KotzePas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Chapter 3Document16 pagesChapter 3Hotib PerwiraPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Chapter 5Document11 pagesChapter 5Hotib PerwiraPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Balances On Plug Flow Packed Bed Reactor (PFPBR)Document11 pagesBalances On Plug Flow Packed Bed Reactor (PFPBR)Hotib PerwiraPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Chapter 6.1Document10 pagesChapter 6.1Hotib PerwiraPas encore d'évaluation
- Chapter 1Document30 pagesChapter 1Hotib PerwiraPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Explorative Studies Performed in The Initial Stage of Research WorkDocument7 pagesExplorative Studies Performed in The Initial Stage of Research WorkHotib PerwiraPas encore d'évaluation
- Chapter 1Document30 pagesChapter 1Hotib PerwiraPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Chapter 4Document27 pagesChapter 4Hotib PerwiraPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Energy balance on chemical reactorsDocument41 pagesEnergy balance on chemical reactorsHotib PerwiraPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- How To Approach A Meta-Analysis: DR Julie Cox, Consultant Radiologist, University Hospital of North DurhamDocument3 pagesHow To Approach A Meta-Analysis: DR Julie Cox, Consultant Radiologist, University Hospital of North DurhamHotib PerwiraPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- 429518Document11 pages429518Hotib PerwiraPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- English VersionDocument193 pagesEnglish VersionHotib PerwiraPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- Power PlantDocument108 pagesPower PlantAmrita ChakrabortyPas encore d'évaluation
- Im SWP L 002fDocument42 pagesIm SWP L 002fHotib PerwiraPas encore d'évaluation
- Biomass Gasification For Power Generation: A Comparison With Steam Boilers in The Brazilian ScenarioDocument10 pagesBiomass Gasification For Power Generation: A Comparison With Steam Boilers in The Brazilian ScenarioHotib PerwiraPas encore d'évaluation
- Air Treatment WaterleauDocument28 pagesAir Treatment WaterleauSankar CdmPas encore d'évaluation
- P450Document102 pagesP450Hotib PerwiraPas encore d'évaluation
- Ppact121 1Document39 pagesPpact121 1Hotib PerwiraPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Dust Collection OverviewDocument27 pagesDust Collection Overviewmarn-in2501Pas encore d'évaluation
- 8098 pt1Document385 pages8098 pt1Hotib PerwiraPas encore d'évaluation
- Permeance enDocument12 pagesPermeance enHotib PerwiraPas encore d'évaluation
- Teh Palm Residues FinalDocument39 pagesTeh Palm Residues FinalPutri Indra NovianiPas encore d'évaluation
- Ipo 215061Document8 pagesIpo 215061Hotib PerwiraPas encore d'évaluation
- Wet Electroscrubbers For State of The Art Gas Cleaning: Critical ReviewDocument11 pagesWet Electroscrubbers For State of The Art Gas Cleaning: Critical ReviewHotib PerwiraPas encore d'évaluation
- Energy CrisisDocument12 pagesEnergy CrisisLalaine Castillo50% (2)
- Kamran Ali Environmental Engineer (CV)Document3 pagesKamran Ali Environmental Engineer (CV)Imran ShamsPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Ayesha's Biology Research Project - Oil SpillDocument16 pagesAyesha's Biology Research Project - Oil SpillAyesha JannahPas encore d'évaluation
- 3 of 3 Worksheet Class Viii Science L-6combustion and FlameDocument4 pages3 of 3 Worksheet Class Viii Science L-6combustion and FlameRekha kumariPas encore d'évaluation
- Protecting Waterways Through Conservation and CleanupsDocument4 pagesProtecting Waterways Through Conservation and CleanupsTrung Kien TaPas encore d'évaluation
- Process Description For Effluent Treatment PlantDocument2 pagesProcess Description For Effluent Treatment Plantyaxita talati50% (2)
- Section 16500 - Lighting: Whole Building Design Guide Federal Green Construction Guide For SpecifiersDocument8 pagesSection 16500 - Lighting: Whole Building Design Guide Federal Green Construction Guide For SpecifiersAnonymous NMytbMiDPas encore d'évaluation
- 2019 CDA Mining Dams Safety GuidelinesDocument61 pages2019 CDA Mining Dams Safety GuidelinesAna Julia Becerra Hernandez100% (3)
- Environmental Engineering II - Wastewater Collection & TreatmentDocument7 pagesEnvironmental Engineering II - Wastewater Collection & Treatmentturnt toastPas encore d'évaluation
- Waste Segregation SeminarDocument1 pageWaste Segregation SeminarAngelica Rose AcederaPas encore d'évaluation
- Merv Rating Chart PDFDocument1 pageMerv Rating Chart PDFPépé TechopathamPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Organic Odor Control With Chlorine DioxideDocument3 pagesOrganic Odor Control With Chlorine DioxideCostas AggelidisPas encore d'évaluation
- Waste ManagementDocument2 pagesWaste ManagementbokanegPas encore d'évaluation
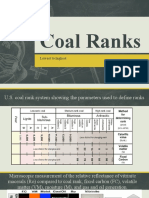
- Coal Ranks: Lowest To HighestDocument21 pagesCoal Ranks: Lowest To HighestNicx MortelPas encore d'évaluation
- Engine Oil Additive Technology Summary.Document4 pagesEngine Oil Additive Technology Summary.Adid PunyaPas encore d'évaluation
- 12 References PDFDocument4 pages12 References PDFRavinder MittalPas encore d'évaluation
- California Retailers Guide To Hazardous Waste ComplianceDocument4 pagesCalifornia Retailers Guide To Hazardous Waste ComplianceStericycle100% (1)
- Vapor RecoveryDocument12 pagesVapor RecoveryJasmine SalmassiPas encore d'évaluation
- Energy Consumption & Potential Retrofitting of Highway: Rest and Service Areas (Rsas)Document53 pagesEnergy Consumption & Potential Retrofitting of Highway: Rest and Service Areas (Rsas)Wan Ahmad FaizFaizalPas encore d'évaluation
- Chapter 5 - FypsDocument4 pagesChapter 5 - FypsRene Rey MondiaPas encore d'évaluation
- Msds Shell AutogasDocument9 pagesMsds Shell AutogasLe DuyetPas encore d'évaluation
- Module 1.1 Phillipine Environmental LawsDocument9 pagesModule 1.1 Phillipine Environmental LawsArbeeChrystelV.AleraPas encore d'évaluation
- Ess Specimen Paper 1 Markscheme eDocument12 pagesEss Specimen Paper 1 Markscheme eAntoinette Botchway100% (1)
- Environmental Effects and Waste Management Practices of Materials For Local Food Packaging in The Birim Central Municipal, GhanaDocument9 pagesEnvironmental Effects and Waste Management Practices of Materials For Local Food Packaging in The Birim Central Municipal, GhanaPremier PublishersPas encore d'évaluation
- Msds MagnodolDocument4 pagesMsds Magnodolalang_businessPas encore d'évaluation
- Determinants of Household Carbon Footprints: Alice T. Valerio, Renz S. MascardoDocument26 pagesDeterminants of Household Carbon Footprints: Alice T. Valerio, Renz S. MascardoBillyPas encore d'évaluation
- LNG value chain and shipping overviewDocument28 pagesLNG value chain and shipping overviewAbhinav Gupta100% (1)
- IWK - Water Service Industry Guideline - Sewerage Capital Contribution Fund (SCC)Document3 pagesIWK - Water Service Industry Guideline - Sewerage Capital Contribution Fund (SCC)azwarfahmi07100% (2)
- Safety Data Sheet: According To EC Directive 91/155/EECDocument6 pagesSafety Data Sheet: According To EC Directive 91/155/EECSiti HannaPas encore d'évaluation
- 1 - 1421 - Autumn 2018Document13 pages1 - 1421 - Autumn 2018Atif Rehman100% (1)
- Well Control for Completions and InterventionsD'EverandWell Control for Completions and InterventionsÉvaluation : 4 sur 5 étoiles4/5 (10)
- Asset Integrity Management for Offshore and Onshore StructuresD'EverandAsset Integrity Management for Offshore and Onshore StructuresPas encore d'évaluation
- Industrial Piping and Equipment Estimating ManualD'EverandIndustrial Piping and Equipment Estimating ManualÉvaluation : 5 sur 5 étoiles5/5 (7)
- Oil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsD'EverandOil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsPas encore d'évaluation
- Black Gold Stranglehold: The Myth of Scarcity and the Politics of OilD'EverandBlack Gold Stranglehold: The Myth of Scarcity and the Politics of OilPas encore d'évaluation