Vous aimerez peut-être aussi
- Clay-Containing Polymer Nanocomposites: From Fundamentals to Real ApplicationsD'EverandClay-Containing Polymer Nanocomposites: From Fundamentals to Real ApplicationsPas encore d'évaluation
- Effects of Ultrasonic Vibration On The Micro-MDocument11 pagesEffects of Ultrasonic Vibration On The Micro-MTrần Long Vũ100% (1)
- eXPRESS Polymer Letters Volume 12 Issue 4 2018Document1 pageeXPRESS Polymer Letters Volume 12 Issue 4 2018Trần Long VũPas encore d'évaluation
- Poly (3-Hexylthiophene) :tio2 Nanocomposites For Solar Cell ApplicationsDocument7 pagesPoly (3-Hexylthiophene) :tio2 Nanocomposites For Solar Cell Applicationsjandark1366Pas encore d'évaluation
- Pip 1140Document12 pagesPip 1140tungbk9Pas encore d'évaluation
- Crystals: The Investigation For Coating Method of Titanium Dioxide Layer in Perovskite Solar CellsDocument9 pagesCrystals: The Investigation For Coating Method of Titanium Dioxide Layer in Perovskite Solar CellsThanakrit SintiamPas encore d'évaluation
- Modification of Chitosan Membranes With Nanosilica Particles As Polymer Electrolyte MembranesDocument10 pagesModification of Chitosan Membranes With Nanosilica Particles As Polymer Electrolyte MembranesGiacomo AccomandoPas encore d'évaluation
- Use of Plasma Polymerisation Process For Fabrication of bio-MEMS For Micro-Fluidic DevicesDocument6 pagesUse of Plasma Polymerisation Process For Fabrication of bio-MEMS For Micro-Fluidic DevicesSupu VeeturiPas encore d'évaluation
- Sae Technical Paper Series: M.-T. Ton-That, J. Denault and K. C. ColeDocument6 pagesSae Technical Paper Series: M.-T. Ton-That, J. Denault and K. C. ColeSagar MehtaPas encore d'évaluation
- Composites: Part A: Evon Foo, Mariatti Jaafar, Azizan Aziz, Lim Chong SimDocument6 pagesComposites: Part A: Evon Foo, Mariatti Jaafar, Azizan Aziz, Lim Chong Simeid elsayedPas encore d'évaluation
- Paper: Scalable Fabrication of e Cient Organolead Trihalide Perovskite Solar Cells With Doctor-Bladed Active LayersDocument7 pagesPaper: Scalable Fabrication of e Cient Organolead Trihalide Perovskite Solar Cells With Doctor-Bladed Active LayersBhabani Sankar SwainPas encore d'évaluation
- 2003.IEEE Sensors Materials - Kastantin.invited BioMEMS - Ieee Sensors Materials 15 (6) 295-311 (2003)Document18 pages2003.IEEE Sensors Materials - Kastantin.invited BioMEMS - Ieee Sensors Materials 15 (6) 295-311 (2003)h_egPas encore d'évaluation
- Zhang 2015Document10 pagesZhang 2015Faraj AL-BHADELYPas encore d'évaluation
- Polymer NanocompositeDocument14 pagesPolymer NanocompositeRajib BaruaPas encore d'évaluation
- Polyolefin-Based Nanocomposite: The Effects of Processing AidspDocument27 pagesPolyolefin-Based Nanocomposite: The Effects of Processing AidspKelly SantosPas encore d'évaluation
- Photocatalytic Tio Sol-Gel Thin Films: Optical and Morphological CharacterizationDocument13 pagesPhotocatalytic Tio Sol-Gel Thin Films: Optical and Morphological CharacterizationjvalverdegarciaPas encore d'évaluation
- Ijmet: ©iaemeDocument7 pagesIjmet: ©iaemeIAEME PublicationPas encore d'évaluation
- High-Efficiency Solution Processable Polymer Photovoltaic Cells by Self-Organization of Polymer BlendsDocument5 pagesHigh-Efficiency Solution Processable Polymer Photovoltaic Cells by Self-Organization of Polymer BlendsPrasad Uday BandodkarPas encore d'évaluation
- Inorganics: Bottom-Up, Wet Chemical Technique For The Continuous Synthesis of Inorganic NanoparticlesDocument15 pagesInorganics: Bottom-Up, Wet Chemical Technique For The Continuous Synthesis of Inorganic NanoparticlessitirizkyPas encore d'évaluation
- Dariusz Bogdal and Aleksander Prociak - Microwave Synthesis of Polymeric Materials: Scale Up and Commercial AspectsDocument3 pagesDariusz Bogdal and Aleksander Prociak - Microwave Synthesis of Polymeric Materials: Scale Up and Commercial AspectsNstm3Pas encore d'évaluation
- Solar Energy Materials & Solar Cells: Nieves Espinosa, Rafael Garcı A-Valverde, Antonio Urbina, Frederik C. KrebsDocument10 pagesSolar Energy Materials & Solar Cells: Nieves Espinosa, Rafael Garcı A-Valverde, Antonio Urbina, Frederik C. KrebsSTEPHANY TATIANA CHINOMES ZULUAGAPas encore d'évaluation
- Recent Advances in Synthetic Micro Reaction TechnologyDocument25 pagesRecent Advances in Synthetic Micro Reaction TechnologyrajdewaanPas encore d'évaluation
- Additive Manufacturing: Full Length ArticleDocument8 pagesAdditive Manufacturing: Full Length ArticlePuskar PathakPas encore d'évaluation
- Lin 2009Document8 pagesLin 2009Eddard StarkPas encore d'évaluation
- Natural Mineral Fire Retardant Fillers For PolyethyleneDocument10 pagesNatural Mineral Fire Retardant Fillers For Polyethylenegusanito09Pas encore d'évaluation
- Nanomaterials For Practical Functional UsesDocument4 pagesNanomaterials For Practical Functional UsesPonczekPas encore d'évaluation
- Experimental Investigation On Thermal Electric and Dielectric Characterization For PolypropyleneDocument12 pagesExperimental Investigation On Thermal Electric and Dielectric Characterization For PolypropyleneIAEME PublicationPas encore d'évaluation
- Franc 2006Document6 pagesFranc 2006Xiongyu LuoPas encore d'évaluation
- Using TEM and SEM To Unveil The Role of Nanoclays in Polymer BlendsDocument6 pagesUsing TEM and SEM To Unveil The Role of Nanoclays in Polymer BlendsMuhamad Fahri NurzamsiPas encore d'évaluation
- A Variable Optical Attenuator Based On Optofluidic TechnologyDocument6 pagesA Variable Optical Attenuator Based On Optofluidic TechnologyAlexandra MunteanuPas encore d'évaluation
- Polymers 11 01209 PDFDocument16 pagesPolymers 11 01209 PDFtlk2satyaPas encore d'évaluation
- Spectroscopic Ft-Ir Study of Tio Films Prepared by Sol-Gel MethodDocument4 pagesSpectroscopic Ft-Ir Study of Tio Films Prepared by Sol-Gel Methodpneumann123Pas encore d'évaluation
- EMS - EXPERIENTIAL - LEARNING (Mayank Raj 2201020886)Document20 pagesEMS - EXPERIENTIAL - LEARNING (Mayank Raj 2201020886)Prïñçê KūmârPas encore d'évaluation
- 8 PercentDocument8 pages8 PercentDeva RajPas encore d'évaluation
- Nanomaterials For Practical Functional Uses: M.G. LinesDocument4 pagesNanomaterials For Practical Functional Uses: M.G. LinesEmerson Rodrigues de CamargoPas encore d'évaluation
- Characterization of Oxide-Coated Polysilicon Disk Resonator Gyroscope Within A Wafer-Scale Encapsulation ProcessDocument8 pagesCharacterization of Oxide-Coated Polysilicon Disk Resonator Gyroscope Within A Wafer-Scale Encapsulation ProcessshreerangarbrPas encore d'évaluation
- Nanocrystalline Cellulose ThesisDocument7 pagesNanocrystalline Cellulose Thesiskcaevuief100% (2)
- 1 s2.0 S0925838813032209 Main PDFDocument6 pages1 s2.0 S0925838813032209 Main PDFrospitauli24Pas encore d'évaluation
- Mechanical Properties and Morphological Characteristics ofDocument9 pagesMechanical Properties and Morphological Characteristics ofAlexander DeckerPas encore d'évaluation
- Mallannao Raquel RDocument38 pagesMallannao Raquel Rraquel mallannnaoPas encore d'évaluation
- Polymers: Ffects of The Processing Parameters On The ShearDocument16 pagesPolymers: Ffects of The Processing Parameters On The Shearnana jangPas encore d'évaluation
- Manufacturing Process of Cellulose Whiskers/polylactic Acid NanocompositesDocument9 pagesManufacturing Process of Cellulose Whiskers/polylactic Acid NanocompositesKhaled NahianPas encore d'évaluation
- Materials: Roll-to-Roll Manufacturing of Micropatterned Adhesives by Template CompressionDocument12 pagesMaterials: Roll-to-Roll Manufacturing of Micropatterned Adhesives by Template CompressionLalit HingwePas encore d'évaluation
- Nano Materials Filled Polymers For Reducing The Thermal Peak Temperature in A VehicleDocument4 pagesNano Materials Filled Polymers For Reducing The Thermal Peak Temperature in A VehicleiaetsdiaetsdPas encore d'évaluation
- Sol Gel TeknikDocument9 pagesSol Gel Teknikririn.setiyaniPas encore d'évaluation
- Title: Preparation of Nanocatalyst in Petrochemical IndistriesDocument5 pagesTitle: Preparation of Nanocatalyst in Petrochemical IndistriesChris AngPas encore d'évaluation
- Electrocative Carbon Nanotube ActuatorsDocument8 pagesElectrocative Carbon Nanotube ActuatorsSean PontPas encore d'évaluation
- Micro-Structured Reactor To Generate Hydrogen From MethylcyclohexaneDocument4 pagesMicro-Structured Reactor To Generate Hydrogen From MethylcyclohexaneMujahid Al HinaiPas encore d'évaluation
- Fabrication and Characterization of Tio - Epoxy NanocompositeDocument12 pagesFabrication and Characterization of Tio - Epoxy Nanocompositesur22as.aswarPas encore d'évaluation
- Journal of Food Engineering: Francisco J. Rodríguez, María J. Galotto, Abel Guarda, Julio E. BrunaDocument7 pagesJournal of Food Engineering: Francisco J. Rodríguez, María J. Galotto, Abel Guarda, Julio E. BrunacriscristinaPas encore d'évaluation
- EPL 0006286 ArticleDocument11 pagesEPL 0006286 Articlekevin tayoPas encore d'évaluation
- 2016microwave Sintering of Ceramic MaterialsDocument7 pages2016microwave Sintering of Ceramic MaterialsMarin MedvedPas encore d'évaluation
- Nano EnergyDocument12 pagesNano Energysanaul haquePas encore d'évaluation
- Moha Patra 2011Document14 pagesMoha Patra 2011sssdaitPas encore d'évaluation
- A Enm 201400980Document5 pagesA Enm 201400980Bhabani Sankar SwainPas encore d'évaluation
- J.cej.2016.05.067 (1) - 6Document53 pagesJ.cej.2016.05.067 (1) - 6abilio_j_vieiraPas encore d'évaluation
- Co-Based Superalloy (Stellite 6) Powder With Added Nanoparticles To Be Molten by PTADocument11 pagesCo-Based Superalloy (Stellite 6) Powder With Added Nanoparticles To Be Molten by PTAEvaldo FilhoPas encore d'évaluation
- 1 s2.0 S092633732101078X MainDocument8 pages1 s2.0 S092633732101078X Mainranjani093Pas encore d'évaluation
- Arituclo SostenibleDocument24 pagesArituclo Sosteniblesamara navasPas encore d'évaluation
- Author's Accepted Manuscript: 10.1016/j.nanoen.2015.05.027Document19 pagesAuthor's Accepted Manuscript: 10.1016/j.nanoen.2015.05.027Jhon BurbanoPas encore d'évaluation
- AccuSine PCSN - PCSN050Y4W20Document2 pagesAccuSine PCSN - PCSN050Y4W20sebadansPas encore d'évaluation
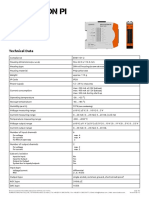
- Datasheet RevPi AIODocument2 pagesDatasheet RevPi AIOsebadansPas encore d'évaluation
- Revpi Do: Technical DataDocument2 pagesRevpi Do: Technical DatasebadansPas encore d'évaluation
- Revpi Di: Technical DataDocument2 pagesRevpi Di: Technical DatasebadansPas encore d'évaluation
- MSDS Apiezon L GreaseDocument5 pagesMSDS Apiezon L GreasesebadansPas encore d'évaluation
- PIP STF05501 Fixed Ladders and CagesDocument11 pagesPIP STF05501 Fixed Ladders and CagesHowo4Die86% (7)
- Preparation of Epoxy-Clay Nanocomposite and Investigation On Its Anti-Corrosive Behavior in Epoxy CoatingDocument4 pagesPreparation of Epoxy-Clay Nanocomposite and Investigation On Its Anti-Corrosive Behavior in Epoxy Coatingpraveen_1288Pas encore d'évaluation
- MechComp2014 Program FullDocument34 pagesMechComp2014 Program FullPlinio GuzmanPas encore d'évaluation
- Colloids and Surfaces A: Physicochemical and Engineering AspectsDocument7 pagesColloids and Surfaces A: Physicochemical and Engineering AspectsThu Trang NguyenPas encore d'évaluation
- Xalatin ZestDocument211 pagesXalatin ZestMuhammad Ali0% (1)
- Corrosion and Wear Properties of Aluminium Aa6061/Snail Shell+Chitosan CompositesDocument14 pagesCorrosion and Wear Properties of Aluminium Aa6061/Snail Shell+Chitosan CompositesBinwa-ari NumberePas encore d'évaluation
- 14th ICMPCDocument35 pages14th ICMPCSami SbahieahPas encore d'évaluation
- Sanjeeva Witharana, M. T. Napagoda - Nanotechnology in Modern Medicine-Springer (2023)Document169 pagesSanjeeva Witharana, M. T. Napagoda - Nanotechnology in Modern Medicine-Springer (2023)Davy Jean DrahaPas encore d'évaluation
- 1010810Document229 pages1010810jaragumuraPas encore d'évaluation
- 15me30c8 - Material For Engineering Application - End Sem Question Paper - Set 4Document2 pages15me30c8 - Material For Engineering Application - End Sem Question Paper - Set 4Himanshu MishraPas encore d'évaluation
- Biobased Materials For Food Packaging 2018 PDFDocument305 pagesBiobased Materials For Food Packaging 2018 PDFCarlos Mayorga100% (1)
- R2 - Determination of Antibacterial Activity of The Theobroma Cacao L. Pod Husks Ethanolic ExtractDocument84 pagesR2 - Determination of Antibacterial Activity of The Theobroma Cacao L. Pod Husks Ethanolic ExtractApril PalmesPas encore d'évaluation
- Electrical Conductivity of Activated Carbon-MetalDocument15 pagesElectrical Conductivity of Activated Carbon-MetalMario MandžukićPas encore d'évaluation
- Polymer Nanocomposite Materials Applications in Integrated Electronic Devices Ye Zhou Download 2024 Full ChapterDocument47 pagesPolymer Nanocomposite Materials Applications in Integrated Electronic Devices Ye Zhou Download 2024 Full Chapterwanda.miller526100% (9)
- Oral Presentation Poster PresentationDocument12 pagesOral Presentation Poster PresentationChandresh DwivediPas encore d'évaluation
- Review Raw Natural Fiber Based Polymer CompositesDocument17 pagesReview Raw Natural Fiber Based Polymer CompositeswaleedsikandryPas encore d'évaluation
- Project Report PDFDocument66 pagesProject Report PDFTEAM LUASKARTPas encore d'évaluation
- Thesis Paper 2021 Super FinalDocument68 pagesThesis Paper 2021 Super FinalkhimmiePas encore d'évaluation
- Advanced Composite Martone - ThesisDocument158 pagesAdvanced Composite Martone - ThesisrbattarraPas encore d'évaluation
- Aerospace America December 2011 PDFDocument112 pagesAerospace America December 2011 PDFsaitocPas encore d'évaluation
- Article - Controlled Release Fertilizers and Nanotechnology TracesDocument11 pagesArticle - Controlled Release Fertilizers and Nanotechnology TracesIrvan Key Rizky100% (1)
- Song 2006Document8 pagesSong 2006Ibrahim HaddouchPas encore d'évaluation
- Bioinspired Water Enhanced Mechanical Gradient Nanocomposite Films That Mimic The Architecture and Properties of The Squid BeakDocument8 pagesBioinspired Water Enhanced Mechanical Gradient Nanocomposite Films That Mimic The Architecture and Properties of The Squid Beakbas123Pas encore d'évaluation
- Tribological and Mechanical Performance of Epoxy Reinforced by Fish Scales PowderDocument8 pagesTribological and Mechanical Performance of Epoxy Reinforced by Fish Scales PowderSanjoy BeraPas encore d'évaluation
- By Bharath Reddy .MDocument52 pagesBy Bharath Reddy .MSyedMubeenYaserPas encore d'évaluation
- Solid Oxide Fuel Cell (SOFC) Technical Challenges and Solutions From Nano AspectsDocument12 pagesSolid Oxide Fuel Cell (SOFC) Technical Challenges and Solutions From Nano Aspectshichiku4uPas encore d'évaluation
- Nanotechnology and Its Application in DentistryDocument7 pagesNanotechnology and Its Application in Dentistrydr parveen bathlaPas encore d'évaluation
- Library Dissertation On Nanotechnology in Prosthodontics: Sumayya.A. Nazar Junior Resident Department of ProsthodonticsDocument69 pagesLibrary Dissertation On Nanotechnology in Prosthodontics: Sumayya.A. Nazar Junior Resident Department of ProsthodonticsDr FarhatPas encore d'évaluation
- Valorization of Lignin in Polymer and Composite Systems For Advancedengineering Applications-A ReviewDocument22 pagesValorization of Lignin in Polymer and Composite Systems For Advancedengineering Applications-A ReviewPaula APas encore d'évaluation
- LECTURE No. 11. ADVANCED MATERIALS-SMART MATERIALS-BIOMATERIALS-NANOMATERIALSDocument13 pagesLECTURE No. 11. ADVANCED MATERIALS-SMART MATERIALS-BIOMATERIALS-NANOMATERIALSBizuayehu Tadesse AzenePas encore d'évaluation
- NanochemistryDocument29 pagesNanochemistryTej Pratap SinghPas encore d'évaluation
- Sodium Bicarbonate: Nature's Unique First Aid RemedyD'EverandSodium Bicarbonate: Nature's Unique First Aid RemedyÉvaluation : 5 sur 5 étoiles5/5 (21)
- Piping Engineering Leadership for Process Plant ProjectsD'EverandPiping Engineering Leadership for Process Plant ProjectsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Process Plant Equipment: Operation, Control, and ReliabilityD'EverandProcess Plant Equipment: Operation, Control, and ReliabilityÉvaluation : 5 sur 5 étoiles5/5 (1)
- Guidelines for Chemical Process Quantitative Risk AnalysisD'EverandGuidelines for Chemical Process Quantitative Risk AnalysisÉvaluation : 5 sur 5 étoiles5/5 (1)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlD'EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlÉvaluation : 4 sur 5 étoiles4/5 (4)
- An Applied Guide to Water and Effluent Treatment Plant DesignD'EverandAn Applied Guide to Water and Effluent Treatment Plant DesignÉvaluation : 5 sur 5 étoiles5/5 (4)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersD'EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Water-Based Paint Formulations, Vol. 3D'EverandWater-Based Paint Formulations, Vol. 3Évaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Well Control for Completions and InterventionsD'EverandWell Control for Completions and InterventionsÉvaluation : 4 sur 5 étoiles4/5 (10)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersD'EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersPas encore d'évaluation
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesD'EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesPas encore d'évaluation
- Distillation Design and Control Using Aspen SimulationD'EverandDistillation Design and Control Using Aspen SimulationÉvaluation : 5 sur 5 étoiles5/5 (2)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsD'EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsPas encore d'évaluation
- The Perfumed Pages of History: A Textbook on Fragrance CreationD'EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationÉvaluation : 4 sur 5 étoiles4/5 (1)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsD'EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsPas encore d'évaluation
- A New Approach to HAZOP of Complex Chemical ProcessesD'EverandA New Approach to HAZOP of Complex Chemical ProcessesPas encore d'évaluation
- Fun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksD'EverandFun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksPas encore d'évaluation
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsD'EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottÉvaluation : 4 sur 5 étoiles4/5 (6)
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksD'EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksPas encore d'évaluation
- Coulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesD'EverandCoulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesAjay Kumar RayPas encore d'évaluation
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesD'EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Bioinspired Materials Science and EngineeringD'EverandBioinspired Materials Science and EngineeringGuang YangPas encore d'évaluation
- Mastering Biochemistry: A Comprehensive Guide to ExcellenceD'EverandMastering Biochemistry: A Comprehensive Guide to ExcellencePas encore d'évaluation
- Transport Phenomena in Heat and Mass TransferD'EverandTransport Phenomena in Heat and Mass TransferJ.A. ReizesÉvaluation : 5 sur 5 étoiles5/5 (1)
- The Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringD'EverandThe Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringS. S. GillÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Fundamentals of Risk Management for Process Industry EngineersD'EverandFundamentals of Risk Management for Process Industry EngineersPas encore d'évaluation