Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Approximate Vibration Levels enDocument2 pagesApproximate Vibration Levels enJavier GutierrezPas encore d'évaluation
- Peak VueDocument1 pagePeak VueJavier GutierrezPas encore d'évaluation
- Motor DatabaseDocument55 pagesMotor DatabaseJavier GutierrezPas encore d'évaluation
- Motor Bars All1Document158 pagesMotor Bars All1Javier GutierrezPas encore d'évaluation
- ISO 10816 - Severidad en Vibracion PDFDocument2 pagesISO 10816 - Severidad en Vibracion PDFJuan Carlos Bonifacio BricenoPas encore d'évaluation
- Lube Oil Pump B Vibration 270219Document7 pagesLube Oil Pump B Vibration 270219Javier GutierrezPas encore d'évaluation
- Soft FootDocument1 pageSoft FootJavier GutierrezPas encore d'évaluation
- GM Motors &DELPHI Vibration STD PDFDocument66 pagesGM Motors &DELPHI Vibration STD PDFMachineryeng0% (1)
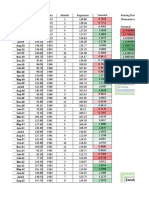
- SeasonalDocument20 pagesSeasonalJavier GutierrezPas encore d'évaluation
- Parameter ProfileDocument1 pageParameter ProfileJavier GutierrezPas encore d'évaluation
- The HFD Value Can Be Obtained As FollowsDocument2 pagesThe HFD Value Can Be Obtained As FollowsJavier GutierrezPas encore d'évaluation
- Vibration Diagnostic ChartDocument49 pagesVibration Diagnostic ChartAlex George100% (4)
- SeasonalDocument20 pagesSeasonalJavier GutierrezPas encore d'évaluation
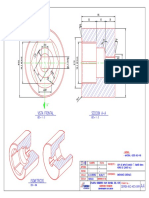
- Chaveta Piñon Transmision Principal - Horno #5 - CEMEX-NIC-HC5-090Document1 pageChaveta Piñon Transmision Principal - Horno #5 - CEMEX-NIC-HC5-090Javier GutierrezPas encore d'évaluation
- Horizontal Alignment FormsDocument6 pagesHorizontal Alignment FormsJavier GutierrezPas encore d'évaluation
- Gap Measurement and Displacement Between The Kiln Shell and Tire (Kiln Tires)Document8 pagesGap Measurement and Displacement Between The Kiln Shell and Tire (Kiln Tires)Javier Gutierrez100% (1)
- RCM II Decision Diagram - v2Document2 pagesRCM II Decision Diagram - v2Javier Gutierrez100% (1)
- Gap Measurement and Displacement Between The Kiln Shell and Tire (Kiln Tires)Document8 pagesGap Measurement and Displacement Between The Kiln Shell and Tire (Kiln Tires)Javier Gutierrez100% (1)
- 5S Audit FormDocument12 pages5S Audit FormJavier GutierrezPas encore d'évaluation
- Copa 90mm Horno #5 Cemex-Nic-Hc5-089Document1 pageCopa 90mm Horno #5 Cemex-Nic-Hc5-089Javier GutierrezPas encore d'évaluation
- Control of Gearing Between Gear Ring and Pinion in Kiln - Through Leaden HeelsDocument3 pagesControl of Gearing Between Gear Ring and Pinion in Kiln - Through Leaden HeelsJavier GutierrezPas encore d'évaluation
- Kiln Maintenance ManualDocument111 pagesKiln Maintenance ManualJavier Gutierrez100% (5)
- Gear Ring Radial AlignmentDocument2 pagesGear Ring Radial AlignmentJavier GutierrezPas encore d'évaluation
- 5S Team Lead & Area ListDocument33 pages5S Team Lead & Area ListJavier GutierrezPas encore d'évaluation
- Steel Beam BS 5950Document17 pagesSteel Beam BS 5950Javier GutierrezPas encore d'évaluation
- Mangueras Succion de GasesDocument12 pagesMangueras Succion de GasesJavier GutierrezPas encore d'évaluation
- 5S Implementation Audit: 5S To-Do Items Observed Condition Improvement ActionDocument2 pages5S Implementation Audit: 5S To-Do Items Observed Condition Improvement ActionJavier GutierrezPas encore d'évaluation
- 5S Audit Checklist - Supply StorageDocument16 pages5S Audit Checklist - Supply StorageJavier GutierrezPas encore d'évaluation
- MC1087 Welding BoothDocument2 pagesMC1087 Welding BoothJavier GutierrezPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Using The CONVAL Software For The Petrochemical Plant Control Valve Checking Case StudyDocument6 pagesUsing The CONVAL Software For The Petrochemical Plant Control Valve Checking Case Studychem_taPas encore d'évaluation
- 2 Signals and Systems: Part I: Solutions To Recommended ProblemsDocument9 pages2 Signals and Systems: Part I: Solutions To Recommended ProblemssamibdzPas encore d'évaluation
- IB Physics Answers ThemeADocument15 pagesIB Physics Answers ThemeANicole El-hazhaliPas encore d'évaluation
- ERDAnewsvol 32no 32015Document12 pagesERDAnewsvol 32no 32015sasenthil241464Pas encore d'évaluation
- Hveem Design Method For HMADocument8 pagesHveem Design Method For HMASaif LlPas encore d'évaluation
- 207.OTN 260SCX2 and 130SCX10 Cards V1 04 11feb16Document24 pages207.OTN 260SCX2 and 130SCX10 Cards V1 04 11feb16Ronald N Meza C100% (1)
- CHAPTER 2 - Data & SignalDocument65 pagesCHAPTER 2 - Data & SignalIzzati RahimPas encore d'évaluation
- M15 5x0 5Document6 pagesM15 5x0 5cafortinPas encore d'évaluation
- How To Carry Out Tack WeldingDocument2 pagesHow To Carry Out Tack WeldingwentropremPas encore d'évaluation
- Lighting and ShadingDocument44 pagesLighting and Shadingpalaniappan_pandianPas encore d'évaluation
- PipephaseDocument32 pagesPipephaseZadeh NormanPas encore d'évaluation
- 21 Laplace's EquationDocument15 pages21 Laplace's EquationGovanna StarPas encore d'évaluation
- R 2008 M.E. Power System SyllabusDocument24 pagesR 2008 M.E. Power System SyllabuskarthikeyanPas encore d'évaluation
- E6 SAS 14 Example Sheet 2 SolutionsDocument8 pagesE6 SAS 14 Example Sheet 2 Solutionstamucha.fx.derivPas encore d'évaluation
- Anti Sweat HeatersDocument2 pagesAnti Sweat HeatersbreavmacPas encore d'évaluation
- Ger 3620Document56 pagesGer 3620pakistaniPas encore d'évaluation
- Reciprocating CompressorDocument24 pagesReciprocating CompressorSANTHOSH NAGARAJA0% (1)
- Journee SteeringDocument21 pagesJournee SteeringsorenvinPas encore d'évaluation
- Structural CommentsDocument3 pagesStructural CommentsMusherib KhanPas encore d'évaluation
- Microsoft Word - Introduction V3Document220 pagesMicrosoft Word - Introduction V3glennPas encore d'évaluation
- MCAT Chemistry ReviewDocument9 pagesMCAT Chemistry ReviewStellaPas encore d'évaluation
- Dimensional Analysis Similarity Lesson2 Dimensional Parameters HandoutDocument11 pagesDimensional Analysis Similarity Lesson2 Dimensional Parameters HandoutRizqi RamadhanPas encore d'évaluation
- IIT-JEE - 2020 - 2021: BY Referral CodeDocument31 pagesIIT-JEE - 2020 - 2021: BY Referral CodeBishwadeep RoyPas encore d'évaluation
- Rubik's Revenge (4x4x4)Document5 pagesRubik's Revenge (4x4x4)Febbi Abdul MuktiPas encore d'évaluation
- La Teoria SintergiaDocument17 pagesLa Teoria SintergiaCarlos CárdenasPas encore d'évaluation
- Sensors: A New Approach For Improving Reliability of Personal Navigation Devices Under Harsh GNSS Signal ConditionsDocument21 pagesSensors: A New Approach For Improving Reliability of Personal Navigation Devices Under Harsh GNSS Signal ConditionsRuddy EspejoPas encore d'évaluation
- Electronique - Audio - Microphone Valve PreampDocument7 pagesElectronique - Audio - Microphone Valve PreampkoukihamedPas encore d'évaluation
- 2011121503-3-Wannate 8221enDocument2 pages2011121503-3-Wannate 8221en8612106535Pas encore d'évaluation
- 1.introduction To Mechanical VibrationsDocument64 pages1.introduction To Mechanical Vibrationspiravi66Pas encore d'évaluation
- Spring 2011 Portfolio Unit PlanDocument48 pagesSpring 2011 Portfolio Unit PlanJack MoselPas encore d'évaluation