Vous aimerez peut-être aussi
- Bunkie Plan 1Document17 pagesBunkie Plan 1Daniel100% (3)
- Quadrant Design Machining GuideDocument43 pagesQuadrant Design Machining GuideCahaya AnNurPas encore d'évaluation
- Lab Report Injection MoldingDocument11 pagesLab Report Injection MoldingArif Hussain100% (2)
- Polyurethane SDocument13 pagesPolyurethane SWendell SanchezPas encore d'évaluation
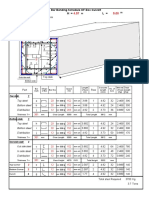
- Bar Bending Schedule OF Box CulvertDocument1 pageBar Bending Schedule OF Box CulvertSangram Biplab Manabendra ThakurPas encore d'évaluation
- Specification:: Test Item Test Data Data Unit Test MethodDocument2 pagesSpecification:: Test Item Test Data Data Unit Test Methodcharan100% (1)
- Recycling Asphalt Pavements-A Strategy RevisitedDocument12 pagesRecycling Asphalt Pavements-A Strategy RevisitedGiora RozmarinPas encore d'évaluation
- RRLDocument5 pagesRRLErick Sumicad0% (1)
- Packaging ReportDocument13 pagesPackaging ReportTiara CahyadiPas encore d'évaluation
- Reactive ExtrusionDocument23 pagesReactive ExtrusionDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Review - RECYCLED POLYESTER AND ITS PHYSICAL PROPERTIES - Review - USADocument28 pagesReview - RECYCLED POLYESTER AND ITS PHYSICAL PROPERTIES - Review - USAAhmedPas encore d'évaluation
- Mechanical Properties of Drilling Mud Waste-Filled Low Density Polyethylene CompositesDocument9 pagesMechanical Properties of Drilling Mud Waste-Filled Low Density Polyethylene Compositesgplese0Pas encore d'évaluation
- Strain Rate Effect On PolycarbonateDocument6 pagesStrain Rate Effect On PolycarbonatePravinAutadePas encore d'évaluation
- Design and Automation of Plastic Injection Molding Machine: Under The Valuable Guidance ofDocument49 pagesDesign and Automation of Plastic Injection Molding Machine: Under The Valuable Guidance ofAniket ChavanPas encore d'évaluation
- Mechanical Responses of Polypropylene and Calcium Carbonate Nanoparticles IJERTCONV7IS07007Document3 pagesMechanical Responses of Polypropylene and Calcium Carbonate Nanoparticles IJERTCONV7IS07007Adarsh KalmathPas encore d'évaluation
- Recycling: Methods of Recycling, Properties and Applications of Recycled Thermoplastic PolymersDocument11 pagesRecycling: Methods of Recycling, Properties and Applications of Recycled Thermoplastic PolymersDiego RangelPas encore d'évaluation
- Ijaiem 2015 05 15 28 PDFDocument9 pagesIjaiem 2015 05 15 28 PDFASSISTANT ENGINEER HQPas encore d'évaluation
- Oblak 2015Document27 pagesOblak 2015Ahmet AltunPas encore d'évaluation
- 1813 FullDocument11 pages1813 FullEstudiante2346Pas encore d'évaluation
- P I M R: Lastic Njection Idterm EportDocument11 pagesP I M R: Lastic Njection Idterm EportdjivyPas encore d'évaluation
- 2010 FortunatiDocument7 pages2010 Fortunatijoan manuel MolinaPas encore d'évaluation
- Characterization of Waste Plastic Bag As A Novel Binder System and Homogeneity Test For Stainless Steel 316L Metal Injection MoldingDocument7 pagesCharacterization of Waste Plastic Bag As A Novel Binder System and Homogeneity Test For Stainless Steel 316L Metal Injection MoldingFera FaelaPas encore d'évaluation
- Indones. J. Chem., 2019, 19 (3), 545 - 555: AbstractDocument11 pagesIndones. J. Chem., 2019, 19 (3), 545 - 555: Abstractt3guhku2hPas encore d'évaluation
- Bow 2019 IOP Conf. Ser. Earth Environ. Sci. 347 012128Document8 pagesBow 2019 IOP Conf. Ser. Earth Environ. Sci. 347 012128Trecy RezatantiaPas encore d'évaluation
- Recycled Polypropylene With Improved Thermal Stability and Melt ProcessabilityDocument12 pagesRecycled Polypropylene With Improved Thermal Stability and Melt ProcessabilityOumaima BenPas encore d'évaluation
- Some Effects of Multiple Injection Moulding On SelDocument8 pagesSome Effects of Multiple Injection Moulding On SelEdna Odette Melo UscangaPas encore d'évaluation
- Waste Management: Saeed Kazemi NajafiDocument8 pagesWaste Management: Saeed Kazemi Najafiiuliana_negrisoiuPas encore d'évaluation
- Use of Waste Plastic in Road ConstructionDocument6 pagesUse of Waste Plastic in Road ConstructionPranay ManwarPas encore d'évaluation
- 15-Ktp PRR PipesDocument46 pages15-Ktp PRR PipesmohammedPas encore d'évaluation
- Poly Olefin HandbookDocument90 pagesPoly Olefin HandbookKenneth HowesPas encore d'évaluation
- Polyuretddhane - Properties, Prddocessing, and Applicssations - MatmatchDocument10 pagesPolyuretddhane - Properties, Prddocessing, and Applicssations - MatmatchEric LamPas encore d'évaluation
- Effect of PbO Percent On Mechanical Prop PDFDocument6 pagesEffect of PbO Percent On Mechanical Prop PDFFocuPas encore d'évaluation
- Development of New Automobile Components Based On Thermoplastic Elastomers From Recycled Polyethylene and Natural RubberDocument8 pagesDevelopment of New Automobile Components Based On Thermoplastic Elastomers From Recycled Polyethylene and Natural RubberInternational Journal of Innovative Science and Research TechnologyPas encore d'évaluation
- Improving Mechanical Properties of Polystyrene by Adding Glass FibersDocument13 pagesImproving Mechanical Properties of Polystyrene by Adding Glass FibersTJPRC PublicationsPas encore d'évaluation
- FullBookofProceedingsSBMC2021 68 71Document5 pagesFullBookofProceedingsSBMC2021 68 71Lee HeansuhPas encore d'évaluation
- Degradation of Polypropylene PP During Multiple ExDocument10 pagesDegradation of Polypropylene PP During Multiple ExElGuarqueño TejarPas encore d'évaluation
- Plastics and RubberDocument8 pagesPlastics and RubberCyrus MaderaPas encore d'évaluation
- Biological Degradation of Polymers in The Environment: John A. GlaserDocument22 pagesBiological Degradation of Polymers in The Environment: John A. GlaserRahaf AljboriPas encore d'évaluation
- JPS 30supp1 - Art5 HanafiDocument19 pagesJPS 30supp1 - Art5 HanafisrinilsukumarkhdPas encore d'évaluation
- Melt Flow Index ControlDocument8 pagesMelt Flow Index ControlAjaykumarPas encore d'évaluation
- Optimization of Physical and Rheological Properties in Extrusion Moulding of Recycled Combined HDPE-LLDPE Polymer Composite PipesDocument8 pagesOptimization of Physical and Rheological Properties in Extrusion Moulding of Recycled Combined HDPE-LLDPE Polymer Composite PipesDr. Saravanan RPas encore d'évaluation
- Unit Process ReportDocument28 pagesUnit Process Reportsaqib sulmanPas encore d'évaluation
- Dynamic Mechanical Properties of High Density Polyethylene and Teak Wood Our CompositesDocument19 pagesDynamic Mechanical Properties of High Density Polyethylene and Teak Wood Our CompositesDr. Ahmed Abdel-HakimPas encore d'évaluation
- Advances and Challenges of Wood Polymer CompositeDocument11 pagesAdvances and Challenges of Wood Polymer CompositeCarlosPas encore d'évaluation
- PP Foams Nanofibrillar CompositesDocument11 pagesPP Foams Nanofibrillar CompositesPrashant Mani ShandilyaPas encore d'évaluation
- PlasticDocument18 pagesPlasticCesar Guevara GamarraPas encore d'évaluation
- Efecto en La Morfologia ArtDocument10 pagesEfecto en La Morfologia ArtVivi AbelloPas encore d'évaluation
- Research ArticleDocument9 pagesResearch ArticleGufran AhmadPas encore d'évaluation
- Comparative Study of Fiber Reinforced PP Composites - Effect of Fiber Type, Coupling and Failure MechanismsDocument9 pagesComparative Study of Fiber Reinforced PP Composites - Effect of Fiber Type, Coupling and Failure MechanismsShella Putri RahayuPas encore d'évaluation
- Utilisation of Waste Plastic in Bituminous Mixes For Road ConstructionDocument26 pagesUtilisation of Waste Plastic in Bituminous Mixes For Road Constructionshiva5059Pas encore d'évaluation
- PolymersDocument18 pagesPolymersANGELIQUE -Pas encore d'évaluation
- Design and Evalution of Two Cavity Injection Mould For HangerDocument13 pagesDesign and Evalution of Two Cavity Injection Mould For HangerBRAJA MOHAN BEHERAPas encore d'évaluation
- Effect of Reprocessing On The Fatigue Strength of A Fibreglass Reinforced PolyamideDocument9 pagesEffect of Reprocessing On The Fatigue Strength of A Fibreglass Reinforced PolyamideThiago TamasciaPas encore d'évaluation
- The Effect of Different CompatibilizersDocument14 pagesThe Effect of Different CompatibilizersWellington C. de AraujoPas encore d'évaluation
- Evaluation of Flexural Properties of BamDocument8 pagesEvaluation of Flexural Properties of Bamteshome enchalewPas encore d'évaluation
- 30 954Document6 pages30 954GhazwanPas encore d'évaluation
- UTECH 2000, Additives For Pentane Lamination Rigid FoamsDocument12 pagesUTECH 2000, Additives For Pentane Lamination Rigid Foamszhangp6Pas encore d'évaluation
- Mechanical Properties Evaluation of PVC/plasticizers and PVC/thermoplastic Polyurethane Blends From Extrusion ProcessingDocument7 pagesMechanical Properties Evaluation of PVC/plasticizers and PVC/thermoplastic Polyurethane Blends From Extrusion ProcessingJose CastroPas encore d'évaluation
- PMT Module 1Document73 pagesPMT Module 1Palliyil UjwalPas encore d'évaluation
- Hot Air Plastic Welding For PolyethyleneDocument24 pagesHot Air Plastic Welding For PolyethyleneAkshay rajanPas encore d'évaluation
- Utilization of Recycled Polyethylene Terephthalate (PET) in Engineering Materials: A ReviewDocument9 pagesUtilization of Recycled Polyethylene Terephthalate (PET) in Engineering Materials: A ReviewShaker MahmoodPas encore d'évaluation
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessD'EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessPas encore d'évaluation
- Mechanical Properties of Polycarbonate: Experiment and Modeling for Aeronautical and Aerospace ApplicationsD'EverandMechanical Properties of Polycarbonate: Experiment and Modeling for Aeronautical and Aerospace ApplicationsPas encore d'évaluation
- Weld DistortionDocument5 pagesWeld DistortionNSunPas encore d'évaluation
- Fitness-For-Service and Integrity of Piping, Vessels, and Tanks (Antaki) - p101-150Document50 pagesFitness-For-Service and Integrity of Piping, Vessels, and Tanks (Antaki) - p101-150Tiago Rodrigues dos SantosPas encore d'évaluation
- Aspire Premium E BrochureDocument4 pagesAspire Premium E BrochureAndi RamaPas encore d'évaluation
- HPLC Accessories: PEEK FittingsDocument9 pagesHPLC Accessories: PEEK FittingsJaycer AsbyssPas encore d'évaluation
- Slide Plate ApplicationsDocument2 pagesSlide Plate ApplicationsvietrossPas encore d'évaluation
- Surface Preparation Guide PDFDocument13 pagesSurface Preparation Guide PDFait.koufiPas encore d'évaluation
- Advisory Guidelines For Design and Construction of Roads DT 01 May 2019Document11 pagesAdvisory Guidelines For Design and Construction of Roads DT 01 May 2019Piyush SoniPas encore d'évaluation
- STRUCTURALDocument12 pagesSTRUCTURALJeni RouxzPas encore d'évaluation
- Kohler Price 2022Document132 pagesKohler Price 2022rajPas encore d'évaluation
- ASTMDocument18 pagesASTMtaya14010% (1)
- Beton Grout Crack Repair ENG DSDocument1 pageBeton Grout Crack Repair ENG DSkevin smithPas encore d'évaluation
- First Floor Plan Second Floor Plan Sewerage System Lay-Out: General NotesDocument1 pageFirst Floor Plan Second Floor Plan Sewerage System Lay-Out: General NotesOlivia OzneminPas encore d'évaluation
- Chapter 2 - Conceptual Framework Review of Related Literature and StudiesDocument8 pagesChapter 2 - Conceptual Framework Review of Related Literature and StudiesraifelPas encore d'évaluation
- Japanese PatinasDocument2 pagesJapanese PatinasTomáš NěmečekPas encore d'évaluation
- Fameg Pricelist2020 EURDocument99 pagesFameg Pricelist2020 EURjganso0% (1)
- Triton Overview BrochureDocument12 pagesTriton Overview BrochureabcPas encore d'évaluation
- Generic TASDocument12 pagesGeneric TASL FPas encore d'évaluation
- TWAD Tuticorin Tender InstructionsDocument100 pagesTWAD Tuticorin Tender InstructionsLeilani JohnsonPas encore d'évaluation
- Kreg Jig - Manual de UsoDocument25 pagesKreg Jig - Manual de UsoPierre799es100% (2)
- Proposed Grandview Heights SheetzDocument9 pagesProposed Grandview Heights SheetzWSYX/WTTEPas encore d'évaluation
- Cost Estimate For Submersible Boring at Iccc Building AreaDocument10 pagesCost Estimate For Submersible Boring at Iccc Building AreaShubhankar SharmaPas encore d'évaluation
- Performance EvaluationDocument3 pagesPerformance EvaluationHabtamu DesalegnPas encore d'évaluation
- Capral Industrial Products QLDDocument41 pagesCapral Industrial Products QLDKevin YewPas encore d'évaluation
- Stel Casting Handbook - Sample PagesDocument5 pagesStel Casting Handbook - Sample PagesBobby WongPas encore d'évaluation
- Acceptance Criteria For WelderDocument3 pagesAcceptance Criteria For WelderAkhtarcmti1342Pas encore d'évaluation
- Laminated GlassDocument2 pagesLaminated GlassPranav ShethPas encore d'évaluation