Vous aimerez peut-être aussi
- Torsion 2Document30 pagesTorsion 2Juan Andrés Paredes Serrano75% (4)
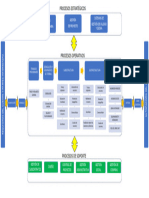
- MAPA DE PROCESOS GLP Rev. 00Document2 pagesMAPA DE PROCESOS GLP Rev. 00Maria FloresPas encore d'évaluation
- Edt Torres PetronasDocument1 pageEdt Torres Petronasjavier619100% (1)
- Planificación de la gestión y organización de los procesos de montaje de sistemas domóticosD'EverandPlanificación de la gestión y organización de los procesos de montaje de sistemas domóticosÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Informe Técnico Mantenimiento Correctivo AIRE ACONDICIONADO UCIDocument3 pagesInforme Técnico Mantenimiento Correctivo AIRE ACONDICIONADO UCIanahijanethPas encore d'évaluation
- Catalogo Inverter 18 Seer Al Español04092017Document7 pagesCatalogo Inverter 18 Seer Al Español04092017samuel vilaPas encore d'évaluation
- Equipos e Instrumentos Eléctricos - 220Sb Mercedes-Benz w111 2Document6 pagesEquipos e Instrumentos Eléctricos - 220Sb Mercedes-Benz w111 2Francisco Javier BurgosPas encore d'évaluation
- Registro de Inspecciones Internas de Seguridad Y Salud en El TrabajoDocument1 pageRegistro de Inspecciones Internas de Seguridad Y Salud en El TrabajoMiguel Antonio Salinas RodriguezPas encore d'évaluation
- GPB-SST - Inspeción de AmoladoraDocument1 pageGPB-SST - Inspeción de AmoladoraCarlos ArandaPas encore d'évaluation
- PET - Cambio Excéntrica y ContraejeDocument73 pagesPET - Cambio Excéntrica y ContraejeJOSE ANDRES GARCIA ANDRADEPas encore d'évaluation
- Inspeccion de Area 6291 Carlos AlfaroDocument1 pageInspeccion de Area 6291 Carlos AlfaroCarlos E. Alfaro EstofaneroPas encore d'évaluation
- Prot. AceroDocument1 pageProt. Acerodaniela taboada soriaPas encore d'évaluation
- Anexo 5 - Hojas de Vida de EquiposDocument2 pagesAnexo 5 - Hojas de Vida de EquiposMartin RuaPas encore d'évaluation
- Copia de ING. CIVILDocument1 pageCopia de ING. CIVILPercy Lizana MiguelPas encore d'évaluation
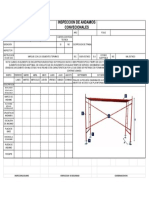
- AndamiosDocument1 pageAndamiosEric Cruz HernandezPas encore d'évaluation
- FOGP-V20 Liberación de Anclajes Activos v02Document6 pagesFOGP-V20 Liberación de Anclajes Activos v02Lorena GomezPas encore d'évaluation
- Inspeccion Terreno Contingencia - 20.07.23Document1 pageInspeccion Terreno Contingencia - 20.07.23Cesar Vila VeraPas encore d'évaluation
- Copia de Anexo 5 - Hojas de Vida de EquiposDocument2 pagesCopia de Anexo 5 - Hojas de Vida de Equiposasesstmat asesstmatPas encore d'évaluation
- 200 658-Ter-R-011 Instalacion de Ceramicos de MuroDocument1 page200 658-Ter-R-011 Instalacion de Ceramicos de MuroHerman MoralesPas encore d'évaluation
- Plan Inspección y EnsayoDocument5 pagesPlan Inspección y EnsayoJose Parra PradaPas encore d'évaluation
- ISI.R.0 Informe y Seguimiento de InspeccionesDocument7 pagesISI.R.0 Informe y Seguimiento de InspeccionesJersy LizarbePas encore d'évaluation
- Inspeccion Terreno Contingencia - 21.07.23Document1 pageInspeccion Terreno Contingencia - 21.07.23Cesar Vila VeraPas encore d'évaluation
- Diagrama de Proceso ConstructivoDocument1 pageDiagrama de Proceso ConstructivoIngCivil UpnPas encore d'évaluation
- Ensayo de EsclerometroDocument1 pageEnsayo de EsclerometroadderlyorgPas encore d'évaluation
- Organigrama CatastroDocument1 pageOrganigrama CatastroCeLiina I. Romero FLoresPas encore d'évaluation
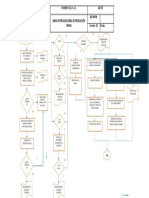
- Flujograma Suspension de Obras Ejecutadas Mediante Contrato: Anexo A CÓDIGO: PP-2-DRG/UCNT-14-ADocument1 pageFlujograma Suspension de Obras Ejecutadas Mediante Contrato: Anexo A CÓDIGO: PP-2-DRG/UCNT-14-Acristhian cqa cqaPas encore d'évaluation
- 02 IPERC Reparación en Área de Cámara de FríoDocument3 pages02 IPERC Reparación en Área de Cámara de FríoMarck Mamani FloresPas encore d'évaluation
- Plan Inspeccion y EnsayosDocument11 pagesPlan Inspeccion y EnsayosJose Gómez100% (2)
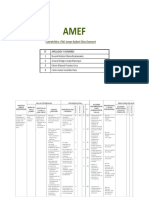
- AMEFDocument2 pagesAMEFEdwin FuentesPas encore d'évaluation
- ANEXO 1 - Mapa de Procesos Area de Produccion MinasDocument1 pageANEXO 1 - Mapa de Procesos Area de Produccion MinasEdwin Alexander Puentes Balaguera100% (1)
- Informe de Inspeccion de Infraestructuras DiciembreDocument4 pagesInforme de Inspeccion de Infraestructuras DiciembreHUBERT RODRIGUEZ OREPas encore d'évaluation
- Bitacora Del 01-03 Al 05-De SeptiembreDocument1 pageBitacora Del 01-03 Al 05-De SeptiembreFERNELYPas encore d'évaluation
- Preoperacional de Cortadora de ConcretoDocument1 pagePreoperacional de Cortadora de Concretosandra milena tocora briñezPas encore d'évaluation
- SST F 40 02 Inspeccion de SoldaduraDocument1 pageSST F 40 02 Inspeccion de Soldadurawilman chaparro avilaPas encore d'évaluation
- Cambio Revestimientos Interiores MSDocument42 pagesCambio Revestimientos Interiores MSEyner GonzalesPas encore d'évaluation
- Cambio Revestimientos Int. Tapas MSDocument37 pagesCambio Revestimientos Int. Tapas MSEyner GonzalesPas encore d'évaluation
- Inspeccion Taller Sem 25 - 20%Document1 pageInspeccion Taller Sem 25 - 20%Luis Alberto Ruiz ANDRADEPas encore d'évaluation
- Protocolo de Calidad EryckDocument1 pageProtocolo de Calidad EryckErk Diaz ArocaPas encore d'évaluation
- Lamina 5Document1 pageLamina 5coloPas encore d'évaluation
- FOR-SS0-052 Inpsección de Aparejos de Izaje2024Document1 pageFOR-SS0-052 Inpsección de Aparejos de Izaje2024Celia Cornejo OblitasPas encore d'évaluation
- Iperc AldeaDocument7 pagesIperc AldeaESPINOZA PECEROS EDSONPas encore d'évaluation
- Diagrama de Proceso OperativoDocument6 pagesDiagrama de Proceso OperativoDANIEL RICARDO LACHE GONZALEZPas encore d'évaluation
- SI-F-SMC-026-005 Inspecciones de Seguridad Salud y MedioambienteDocument1 pageSI-F-SMC-026-005 Inspecciones de Seguridad Salud y MedioambienteAV NetworKPas encore d'évaluation
- GTHU-S-FM-007-V3 Formato Inspeccion General de Seguridad y Salud en El TrabajoDocument4 pagesGTHU-S-FM-007-V3 Formato Inspeccion General de Seguridad y Salud en El TrabajoJuan Carlos AgudeloPas encore d'évaluation
- 17 Fo-Sst-17 Formato Inspeccion de ExtintoresDocument1 page17 Fo-Sst-17 Formato Inspeccion de ExtintoresWendy PaolaPas encore d'évaluation
- Diagrama Proceso ActualDocument4 pagesDiagrama Proceso ActualEder RangelPas encore d'évaluation
- FL Sgsso RG 078 Check List ExcavacionesDocument2 pagesFL Sgsso RG 078 Check List ExcavacionesEHS EWSEPas encore d'évaluation
- ArchivoDocument33 pagesArchivoAngelica FloresPas encore d'évaluation
- ArchivoDocument33 pagesArchivoAngelica FloresPas encore d'évaluation
- FCL-SJ-047 Formulario de Inspeccion de ExtintoresDocument1 pageFCL-SJ-047 Formulario de Inspeccion de Extintoresenrique bautista arroyoPas encore d'évaluation
- Sstma PR6 Fo 1Document3 pagesSstma PR6 Fo 1nohelia tatiana avila oscuvilcaPas encore d'évaluation
- IPERC de Demolicion.Document2 pagesIPERC de Demolicion.Manuel Calderon100% (1)
- Mapa de Procesos Operativos - Plan de Calidad Rev2Document1 pageMapa de Procesos Operativos - Plan de Calidad Rev2ingrdlamabkPas encore d'évaluation
- PPI-001 Rev.01Document5 pagesPPI-001 Rev.01Martha Yanet Huaman GutierrezPas encore d'évaluation
- Inspeccion #Cl-Cal-0001Document1 pageInspeccion #Cl-Cal-0001Gerges Dick Leyva BazanPas encore d'évaluation
- Preoperacional de Cortadora de ConcretoDocument1 pagePreoperacional de Cortadora de ConcretoyuliethPas encore d'évaluation
- VOLQUETADocument2 pagesVOLQUETAHeidi BohorquezPas encore d'évaluation
- SST-IsSTGA-061 Inspecciones de Seguridad, Salud y Gest. AmbientalDocument2 pagesSST-IsSTGA-061 Inspecciones de Seguridad, Salud y Gest. AmbientalluismaikPas encore d'évaluation
- Consecuencias Rbi 02Document3 pagesConsecuencias Rbi 02Will HernándezPas encore d'évaluation
- Balde Komatsu Pc800Document3 pagesBalde Komatsu Pc800vg chilePas encore d'évaluation
- Inspeccion - Almacen - Operaciones Mina (10.11.19)Document1 pageInspeccion - Almacen - Operaciones Mina (10.11.19)wiliam omar alaya diosesPas encore d'évaluation
- Inspeccion de Señalizaciòn de TalleresDocument2 pagesInspeccion de Señalizaciòn de TalleresjorgekarlossanchezPas encore d'évaluation
- Planificacion y Seguimiento de SSO - InNOVA Rev01 050723Document1 pagePlanificacion y Seguimiento de SSO - InNOVA Rev01 050723Seguridad InnovaPas encore d'évaluation
- Tuberías y Accesorios de PVC y PE BD Uso Agrícola PDFDocument28 pagesTuberías y Accesorios de PVC y PE BD Uso Agrícola PDFJean Carlos Matos VillamanPas encore d'évaluation
- Ext Teqdmo3wqq5opit0ea4eDocument3 pagesExt Teqdmo3wqq5opit0ea4eLeonelFernandezFernandezPas encore d'évaluation
- Informe Técnico Mantenimiento Preventivo Sistemas de Bomba de CalorDocument4 pagesInforme Técnico Mantenimiento Preventivo Sistemas de Bomba de CaloranahijanethPas encore d'évaluation
- cp44 PDFDocument6 pagescp44 PDFaelv_aragonPas encore d'évaluation
- Informe Técnico SANTA GLORIADocument4 pagesInforme Técnico SANTA GLORIAanahijanethPas encore d'évaluation
- 10.sistemas en Serie y ParaleloDocument10 pages10.sistemas en Serie y ParaleloDennys SarangoPas encore d'évaluation
- Tubacero Catalogo GeneralDocument342 pagesTubacero Catalogo GeneralanahijanethPas encore d'évaluation
- Inspección Emergente 1Document2 pagesInspección Emergente 1anahijanethPas encore d'évaluation
- Equipo Condensador City MultiDocument1 pageEquipo Condensador City MultianahijanethPas encore d'évaluation
- Orden de CompraDocument4 pagesOrden de CompraLeslie AmadorPas encore d'évaluation
- Informe Técnico SISTEMA DE CLIMATIZACIÓN QUIROFANOSDocument3 pagesInforme Técnico SISTEMA DE CLIMATIZACIÓN QUIROFANOSanahijanethPas encore d'évaluation
- Informe Técnico Revisión AA 45 KWDocument5 pagesInforme Técnico Revisión AA 45 KWanahijanethPas encore d'évaluation
- Evaluación Tanque de DestiladoDocument4 pagesEvaluación Tanque de DestiladoanahijanethPas encore d'évaluation
- Aires Acondicionados de PrecisiónDocument28 pagesAires Acondicionados de Precisiónanahijaneth100% (1)
- Informe Falla de Carcaza de Bomba CentrifugaDocument3 pagesInforme Falla de Carcaza de Bomba CentrifugaanahijanethPas encore d'évaluation
- Diseño Termosifon PDFDocument96 pagesDiseño Termosifon PDFGuillermo RealPas encore d'évaluation
- Catalogo 11Document2 pagesCatalogo 11anahijanethPas encore d'évaluation
- Nipro Visita EmergenteDocument2 pagesNipro Visita EmergenteanahijanethPas encore d'évaluation
- Lennox 1Document2 pagesLennox 1anahijanethPas encore d'évaluation
- Catalogo 8Document2 pagesCatalogo 8anahijanethPas encore d'évaluation
- Rejilla de MandoDocument5 pagesRejilla de MandoanahijanethPas encore d'évaluation
- Mini Splits Lennox 12000 A 22000btu BrochureDocument2 pagesMini Splits Lennox 12000 A 22000btu Brochureanahijaneth0% (1)
- Mochila Free CoolingDocument7 pagesMochila Free CoolinganahijanethPas encore d'évaluation
- Diseño de Secador Solar de Madera Con Control de Ventilación en Función de Humedad RelativaDocument2 pagesDiseño de Secador Solar de Madera Con Control de Ventilación en Función de Humedad RelativaanahijanethPas encore d'évaluation
- Tomo III Instalaciones Aire Acondicionado V 2.0Document31 pagesTomo III Instalaciones Aire Acondicionado V 2.0chanclovvandamePas encore d'évaluation
- Calculo de BTUDocument9 pagesCalculo de BTURolando Maulén Olave100% (1)
- Cálculo de Carga Térmica Adipharm SaDocument5 pagesCálculo de Carga Térmica Adipharm SaanahijanethPas encore d'évaluation
- Manual G Ref oDocument218 pagesManual G Ref oFederico RamellaPas encore d'évaluation
- Inlays y Onlays-HIRATADocument3 pagesInlays y Onlays-HIRATAAndrea Victoria GuerreroPas encore d'évaluation
- Mod - Iv Airbus PPT1Document52 pagesMod - Iv Airbus PPT1alexandra ugazPas encore d'évaluation
- Guia de Aprendizaje S14 - AsmmDocument14 pagesGuia de Aprendizaje S14 - AsmmAnshelo Geiner Davila RamosPas encore d'évaluation
- MorfofisiologiaDocument13 pagesMorfofisiologia¡Hey Soy Patto100% (2)
- Almacenamiento de Granos Verdes - Factores Que Debes Controlar - Perfect Daily GrindDocument25 pagesAlmacenamiento de Granos Verdes - Factores Que Debes Controlar - Perfect Daily GrindLuis Antonio RiosPas encore d'évaluation
- Marco Teorico SysoDocument7 pagesMarco Teorico SysoViviana CocaricoPas encore d'évaluation
- Fallas de Válvulas de Admisión y Escape.Document3 pagesFallas de Válvulas de Admisión y Escape.BRYAN GABRIEL PUMISACHO CONDORPas encore d'évaluation
- Guia Clinica Enfermedad Diarreica AgudaDocument24 pagesGuia Clinica Enfermedad Diarreica AgudaTHOMASROMEROPas encore d'évaluation
- DO-097-01 Procedimiento Operativo para SopladoDocument6 pagesDO-097-01 Procedimiento Operativo para SopladoANDERSON CRUZ PIAMBA TRUJILLOPas encore d'évaluation
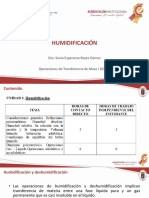
- U4 Humidificación FinalDocument26 pagesU4 Humidificación FinalCamilo RamirezPas encore d'évaluation
- Tesis - Eficacia de La Infiltración de Plasma Rico en Plaquetas en Pacientes Con Diagnóstico de Artrosis Sistémica. Servicio de Traumatología.Document58 pagesTesis - Eficacia de La Infiltración de Plasma Rico en Plaquetas en Pacientes Con Diagnóstico de Artrosis Sistémica. Servicio de Traumatología.Brandon LópezPas encore d'évaluation
- PFC Mario Simon BordonDocument102 pagesPFC Mario Simon BordonSteven Michael Rodríguez CaveroPas encore d'évaluation
- Tesis Nivel de Conocmiento y Frecuencia De-Retinopatia-Diabetica-2019 CorregidoDocument112 pagesTesis Nivel de Conocmiento y Frecuencia De-Retinopatia-Diabetica-2019 CorregidoMaCleyPas encore d'évaluation
- Directorio Entes Reguladores BPMDocument6 pagesDirectorio Entes Reguladores BPMEdwin Alfonso Gonzalez EscobarPas encore d'évaluation
- Microbiologia Del SueloDocument97 pagesMicrobiologia Del Suelovipol100% (1)
- MiniBESTest SpanishDocument7 pagesMiniBESTest Spanishkelly GutierrezPas encore d'évaluation
- Laguna de Los MilagrosDocument11 pagesLaguna de Los MilagrosBeatriz100% (1)
- InocuidadDocument2 pagesInocuidadCarlos Daniel Mamani CastañedaPas encore d'évaluation
- Estudio de Minerales Sulfurados Con Contenido de Arsenico, para La Recuperación de OroDocument14 pagesEstudio de Minerales Sulfurados Con Contenido de Arsenico, para La Recuperación de OroLuis Santiago Gutierrez FalconPas encore d'évaluation
- Caracteristicas de La MusicaDocument8 pagesCaracteristicas de La Musicaedirley dayanna perez foreroPas encore d'évaluation
- I.E.E 1278 Mixto La Molina: Indice de Masa CorporalDocument3 pagesI.E.E 1278 Mixto La Molina: Indice de Masa CorporalInfante Ramos JackPas encore d'évaluation
- Infeccion QuirurgicaDocument52 pagesInfeccion QuirurgicaJavier Enrique Colina LopezPas encore d'évaluation
- Formulario-Mecanica de MaterialesDocument13 pagesFormulario-Mecanica de MaterialesSamuel RuelasPas encore d'évaluation
- Formas de Cargar Electricamente Un CuerpoDocument7 pagesFormas de Cargar Electricamente Un Cuerpojlmaestre95% (42)
- 11 2014 Ebullicion y CondensacionDocument42 pages11 2014 Ebullicion y CondensacionAnonymous LZ15h6AyPas encore d'évaluation
- Resumen NIÑEZ..Document48 pagesResumen NIÑEZ..Rocio CastroPas encore d'évaluation
- Seguridad Activa y PasivaDocument2 pagesSeguridad Activa y PasivaJhonnatan AldasPas encore d'évaluation
- Pena de Muerte en Tomás de AquinoDocument5 pagesPena de Muerte en Tomás de AquinoAlvarado JosuéPas encore d'évaluation