Vous aimerez peut-être aussi
- La Guía Del Barman PDFDocument104 pagesLa Guía Del Barman PDFAngel Carrillo Cervera83% (12)
- AF-005 AportacionesVoluntarias MC ENERO2020 RGB2Document16 pagesAF-005 AportacionesVoluntarias MC ENERO2020 RGB2juancgr77Pas encore d'évaluation
- Atp Iv ProDocument6 pagesAtp Iv Projuancgr77Pas encore d'évaluation
- Recetas de Microondas - FlanesDocument2 pagesRecetas de Microondas - FlanesAarón Jamet OrgilésPas encore d'évaluation
- 7 Bocadillo de Pan Frances Spa (1) 2Document1 page7 Bocadillo de Pan Frances Spa (1) 2juancgr77Pas encore d'évaluation
- Analisis de Motores ElectricosDocument14 pagesAnalisis de Motores ElectricosDiego GarzaPas encore d'évaluation
- Glosario de Valvulas de ControlDocument12 pagesGlosario de Valvulas de Controljuancgr77Pas encore d'évaluation
- Rodaduras Engranajes y RodamientosDocument10 pagesRodaduras Engranajes y RodamientosmauricioPas encore d'évaluation
- Solomo de CueritoDocument4 pagesSolomo de Cueritojuancgr77Pas encore d'évaluation
- 2014 07 01 - GgtnekDocument2 pages2014 07 01 - Ggtnekjuancgr77Pas encore d'évaluation
- Gaceta Norma para Equipamiento UrbanoDocument11 pagesGaceta Norma para Equipamiento Urbanoamms249100% (2)
- Metodología de Monitoreo, Detección y Diagnóstico de Fallos enDocument12 pagesMetodología de Monitoreo, Detección y Diagnóstico de Fallos enFreddy ParedesPas encore d'évaluation
- Bentley Causas Raices de Grietas en EjesDocument5 pagesBentley Causas Raices de Grietas en Ejesjuancgr77Pas encore d'évaluation
- Fuerzas de Excitacion ArmonicaDocument16 pagesFuerzas de Excitacion Armonicajuancgr77Pas encore d'évaluation
- Cocina - Tabla de Calorias de Alimentos Mas Usuales en CocinaDocument8 pagesCocina - Tabla de Calorias de Alimentos Mas Usuales en Cocinaapi-3740512100% (1)
- Glosario de Valvulas de ControlDocument12 pagesGlosario de Valvulas de Controljuancgr77Pas encore d'évaluation
- CAE Y TOEFL Tabla EquivalenciasDocument1 pageCAE Y TOEFL Tabla EquivalenciaslibertazPas encore d'évaluation
- Procesamiento Digital de SeñalesDocument10 pagesProcesamiento Digital de Señalesjuancgr77100% (1)
- Analisis de VibracionesDocument14 pagesAnalisis de VibracionesestrellaPas encore d'évaluation
- 2010 OCT - Levantamiento de Temperatura de Motores ElectricosDocument1 page2010 OCT - Levantamiento de Temperatura de Motores ElectricosMiguel Angel Miranda UgartePas encore d'évaluation
- Preparaciones Basicas PasteleriaDocument4 pagesPreparaciones Basicas Pasteleriajuancgr77Pas encore d'évaluation
- TermografiaDocument60 pagesTermografiaKrista Maldonado0% (1)
- VibracionesDocument98 pagesVibracionesEdu Edu Tapia100% (1)
- Clases de AislamientoDocument1 pageClases de AislamientoDavid FreemanPas encore d'évaluation
- Taller - Ajustes y Tolerancias UNI ATACAMA PDFDocument8 pagesTaller - Ajustes y Tolerancias UNI ATACAMA PDFErika ElizabethPas encore d'évaluation
- CAE Y TOEFL Tabla EquivalenciasDocument1 pageCAE Y TOEFL Tabla EquivalenciaslibertazPas encore d'évaluation
- Gaceta Norma para Equipamiento UrbanoDocument11 pagesGaceta Norma para Equipamiento Urbanoamms249100% (2)
- Balance Oro To ResDocument22 pagesBalance Oro To ResAnonymous PVXBGg9TPas encore d'évaluation
- Frecuencia de EngraseDocument7 pagesFrecuencia de EngraseHugo PinargotePas encore d'évaluation
- Bentley Agunas Realidades Del Balanceo de CampoDocument6 pagesBentley Agunas Realidades Del Balanceo de Campojuancgr77Pas encore d'évaluation
- Falla Por AdherenciaDocument3 pagesFalla Por Adherencialorenitag21Pas encore d'évaluation
- Guia 6Document13 pagesGuia 6Cristofher MaradiagaPas encore d'évaluation
- Clases 15 - 16 - GasesDocument35 pagesClases 15 - 16 - GasesDayana Luz Garay RamirezPas encore d'évaluation
- Procesamiento Del PetroleoDocument42 pagesProcesamiento Del PetroleoJessica Reto AlcasPas encore d'évaluation
- Reacciones de Transferencia de ElectronesDocument19 pagesReacciones de Transferencia de ElectronesGama SaguiPas encore d'évaluation
- Disoluciones de Ácido Clorhídrico e Hidróxido de SodioDocument7 pagesDisoluciones de Ácido Clorhídrico e Hidróxido de SodioMarinaPas encore d'évaluation
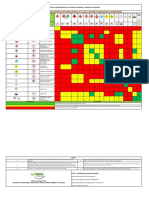
- Guía Matriz de CompatibilidadDocument2 pagesGuía Matriz de Compatibilidaddeivis murciaPas encore d'évaluation
- Materiales InflamablesDocument13 pagesMateriales InflamablesCristhian Daniel Suarez ZamoraPas encore d'évaluation
- Informe Del Producto de GeologiaDocument31 pagesInforme Del Producto de GeologiaSegundo FreddyPas encore d'évaluation
- 3 Eso Test PlasticosDocument8 pages3 Eso Test PlasticosLuis AgeroPas encore d'évaluation
- QMC - Lab 2Document7 pagesQMC - Lab 2Nsisnsin NwiwnsbdbPas encore d'évaluation
- Análisis de Costos Unitarios - MDHDocument100 pagesAnálisis de Costos Unitarios - MDHSergioPas encore d'évaluation
- 03 Instructivo-Toma de Muestra Por El CarterDocument9 pages03 Instructivo-Toma de Muestra Por El CarterRicardo VladimirPas encore d'évaluation
- Pre - Informe, Practica 2 Química AmbientalDocument8 pagesPre - Informe, Practica 2 Química AmbientalCarlos DiazPas encore d'évaluation
- Practica de Solubilidad de Las Aminas.Document17 pagesPractica de Solubilidad de Las Aminas.Alejandra Palacios100% (1)
- Tipos de Suelos de GuatemalaDocument2 pagesTipos de Suelos de GuatemalaJavier SolisPas encore d'évaluation
- Informe de Visita Tecnica Minsur 111111Document23 pagesInforme de Visita Tecnica Minsur 111111TavoPas encore d'évaluation
- Anteproyecto Bicarbonato de SodioDocument15 pagesAnteproyecto Bicarbonato de SodioInv. Arcangel Miguel 2012 C.A.Pas encore d'évaluation
- Las Funciones Principales de Los Cimientos SonDocument6 pagesLas Funciones Principales de Los Cimientos SonJerfinAlexanderPas encore d'évaluation
- Acabados SuperficialesDocument10 pagesAcabados SuperficialesJUAN REYESPas encore d'évaluation
- Tipos EmpujeDocument9 pagesTipos EmpujeGonza ReyesPas encore d'évaluation
- C - Msds Sf6 - Un1080Document2 pagesC - Msds Sf6 - Un1080Daniel Mauricio Cuellar RuizPas encore d'évaluation
- Investigación Formativa - I Unidad - Concreto Armado I - Roberto Ortiz CordovaDocument3 pagesInvestigación Formativa - I Unidad - Concreto Armado I - Roberto Ortiz Cordovajcuj24Pas encore d'évaluation
- Diseño 175,210,280Document3 pagesDiseño 175,210,280yuri arotomaPas encore d'évaluation
- Desplazamientos de NudosDocument30 pagesDesplazamientos de NudosAngelo Marcelo EspinozaPas encore d'évaluation
- Tesis n3628 MendezDeLeo PDFDocument159 pagesTesis n3628 MendezDeLeo PDFAlexa TorresPas encore d'évaluation
- Análisis de Aceites Aislantes en El Mtto de TXDocument46 pagesAnálisis de Aceites Aislantes en El Mtto de TXtilsmary100% (3)
- Cambio de Estado de La Materia HectitorDocument6 pagesCambio de Estado de La Materia HectitorOfelia Jannina Vela VásquezPas encore d'évaluation
- Informe Ut Anclajes Guayana r1Document5 pagesInforme Ut Anclajes Guayana r1Marvin William Montes Cristo100% (1)
- Serie VF - W PDFDocument276 pagesSerie VF - W PDFJIMMY100% (1)