Vous aimerez peut-être aussi
- Technical Specification For ASTM 537 Class IDocument6 pagesTechnical Specification For ASTM 537 Class ISujeet JhaPas encore d'évaluation
- Api 8CDocument1 pageApi 8CLeticia Lalo100% (2)
- TDC PP742 F2Document3 pagesTDC PP742 F2Arjun PrajapatiPas encore d'évaluation
- API 570 Authorized Piping Inspector Preparatory Program Mock Exam QuestionsDocument13 pagesAPI 570 Authorized Piping Inspector Preparatory Program Mock Exam QuestionsShanawas Abdul Razak80% (5)
- Scope: PurposeDocument5 pagesScope: Purposezahid_497100% (1)
- Technical Specifications BAMULDocument133 pagesTechnical Specifications BAMULjaya100% (1)
- T000003407 - FileName1 - 6079A-B-590-006 Vol-2Document32 pagesT000003407 - FileName1 - 6079A-B-590-006 Vol-2kanchanabalajiPas encore d'évaluation
- ASTM A182 Grade F51 Requirement As Per API 6A-60KDocument8 pagesASTM A182 Grade F51 Requirement As Per API 6A-60KPalkesh TrivediPas encore d'évaluation
- TDC 516 GR 70Document2 pagesTDC 516 GR 70I Kailash Rao100% (1)
- API 510 Exam 3 ReviewDocument6 pagesAPI 510 Exam 3 ReviewCss SfaxienPas encore d'évaluation
- 4130wog0913 - Rev14Document3 pages4130wog0913 - Rev14Quality controller100% (1)
- PWHT ProcedureDocument10 pagesPWHT ProcedureMohammed Kamal100% (11)
- Fpso Piping Material Datasheet SO17033 PESDMCPF999001 A2 10 of 23Document1 pageFpso Piping Material Datasheet SO17033 PESDMCPF999001 A2 10 of 23alouisPas encore d'évaluation
- PERFECT INTERNATIONAL (FZC) - Pressure Vessel ManufacturerDocument2 pagesPERFECT INTERNATIONAL (FZC) - Pressure Vessel ManufacturerKarthik AnandanPas encore d'évaluation
- Dot FRP-1Document21 pagesDot FRP-1gohary18047Pas encore d'évaluation
- B16 Case 11Document3 pagesB16 Case 11InaamPas encore d'évaluation
- Comparative Study Summary 07 2004 enDocument32 pagesComparative Study Summary 07 2004 enthmaraishriPas encore d'évaluation
- Impact Test Result SpecDocument1 pageImpact Test Result Specmuhammad hadiPas encore d'évaluation
- Back Weld Repair Procedure QualificationDocument15 pagesBack Weld Repair Procedure QualificationFelipe Vásquez ArribasplataPas encore d'évaluation
- B16 Case 9Document3 pagesB16 Case 9InaamPas encore d'évaluation
- Conical ThreadDocument9 pagesConical ThreadAnonymous D5QForitcPas encore d'évaluation
- TDC For Cladding11Document2 pagesTDC For Cladding11Mohan RajPas encore d'évaluation
- WN SA-105 B16 5 TT Rev0Document2 pagesWN SA-105 B16 5 TT Rev0Aço SalgueiroPas encore d'évaluation
- BHEL steel casting technical delivery conditionsDocument6 pagesBHEL steel casting technical delivery conditionsalex hutaurukPas encore d'évaluation
- Impact Test RequiredDocument1 pageImpact Test RequiredZouhair BenmabroukPas encore d'évaluation
- NASA guide for heat treating aluminum alloysDocument8 pagesNASA guide for heat treating aluminum alloysmarcoswanPas encore d'évaluation
- ASTM A519 GR 4130 Seamless Pipe QDocument1 pageASTM A519 GR 4130 Seamless Pipe QsirjamlesPas encore d'évaluation
- AZ-MSS-919-002 - Rev.0 (SA 516 GR.70 N+SPWHT)Document2 pagesAZ-MSS-919-002 - Rev.0 (SA 516 GR.70 N+SPWHT)omersheikh12Pas encore d'évaluation
- MDS for Low Alloy Steel FastenersDocument3 pagesMDS for Low Alloy Steel FastenersfranciscoPas encore d'évaluation
- StrainerDocument2 pagesStrainerRanjithPas encore d'évaluation
- Electrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedureDocument2 pagesElectrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedurePrashant Puri100% (1)
- TND 043801 61722Document1 pageTND 043801 61722William Harper LanghornePas encore d'évaluation
- BHEL, Tiruchirapalli-620014. Quality Assurance TECHNICAL DELIVERY CONDITION Product: Steel Castings. (Valves)Document7 pagesBHEL, Tiruchirapalli-620014. Quality Assurance TECHNICAL DELIVERY CONDITION Product: Steel Castings. (Valves)abdulPas encore d'évaluation
- BHEL steel casting technical delivery conditionsDocument7 pagesBHEL steel casting technical delivery conditionspl_arunachalam79Pas encore d'évaluation
- A179A179M-90a (2012) Standard Specification For Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser Tubes PDFDocument2 pagesA179A179M-90a (2012) Standard Specification For Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser Tubes PDFJosé Israel HGPas encore d'évaluation
- INS-P-006-Procedure For Inspection of PlatesDocument4 pagesINS-P-006-Procedure For Inspection of PlatesDeepak100% (1)
- Manufacture ProcessDocument3 pagesManufacture ProcessEnd LabPas encore d'évaluation
- Requisitos Carreteis SENAIDocument1 pageRequisitos Carreteis SENAICRISTIANOPas encore d'évaluation
- Code Case 183 - 2Document2 pagesCode Case 183 - 2Bruno ManzettiPas encore d'évaluation
- Astm 434Document3 pagesAstm 434Fabián MartínezPas encore d'évaluation
- MOTS-12 Welding and NDE of WeldsDocument1 pageMOTS-12 Welding and NDE of Weldsryan.sPas encore d'évaluation
- ASTM STEEL PLATE SPECSDocument1 pageASTM STEEL PLATE SPECSA kumarPas encore d'évaluation
- Table Ucs 56 3 (P.no.4)Document1 pageTable Ucs 56 3 (P.no.4)Anonymous AyDvqgPas encore d'évaluation
- Case 1750-15 Materials For Bodies, Bonnets, Yokes, Housings, and Holders of Pressure Relief Devices Sections I VIII, Division 1 and XDocument3 pagesCase 1750-15 Materials For Bodies, Bonnets, Yokes, Housings, and Holders of Pressure Relief Devices Sections I VIII, Division 1 and XAlexis SandovalPas encore d'évaluation
- Post Weld Heat Treatment ProcedureDocument20 pagesPost Weld Heat Treatment Proceduresherviny100% (2)
- 0001 Lesson API-510Document26 pages0001 Lesson API-510erick CfPas encore d'évaluation
- ASME BPVC.VIII.1-2019 Postweld Heat Treatment RequirementsDocument1 pageASME BPVC.VIII.1-2019 Postweld Heat Treatment RequirementsCITRIXPas encore d'évaluation
- Table UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EDocument6 pagesTable UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EMechanicalPas encore d'évaluation
- Table UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EDocument5 pagesTable UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EMechanicalPas encore d'évaluation
- Step TraduçãoDocument2 pagesStep TraduçãoAugusto De DimaPas encore d'évaluation
- Norsok ExtractDocument2 pagesNorsok ExtractElliott RussellPas encore d'évaluation
- Destructive Testing - TYPES & TECHNIQUEDocument18 pagesDestructive Testing - TYPES & TECHNIQUESean AkirangaPas encore d'évaluation
- Technical Specifications For Boiler Quality Steel Plates For LPGDocument51 pagesTechnical Specifications For Boiler Quality Steel Plates For LPGGerick Eleazar RogadoPas encore d'évaluation
- Pages From Fs-1046!22!23-Tdc - r1 LTDocument1 pagePages From Fs-1046!22!23-Tdc - r1 LTtiroco8756Pas encore d'évaluation
- Technical Data NRL 02301Document8 pagesTechnical Data NRL 02301Attiq Ahmad ChoudhryPas encore d'évaluation
- Pulley Manufacturing ProceduresDocument4 pagesPulley Manufacturing ProceduresVijayakumar SamyPas encore d'évaluation
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitD'EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitPas encore d'évaluation
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsD'EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsPas encore d'évaluation
- Packing ProcedureDocument24 pagesPacking ProcedureArjun PrajapatiPas encore d'évaluation
- Specification For Plates and Forgings PDFDocument2 pagesSpecification For Plates and Forgings PDFArjun PrajapatiPas encore d'évaluation
- Righton LTD Stainless Steel 3S144 394Document1 pageRighton LTD Stainless Steel 3S144 394Arjun PrajapatiPas encore d'évaluation
- QS MS 117Document5 pagesQS MS 117Arjun PrajapatiPas encore d'évaluation
- Low Alloy Steel Spec for Forged Bars and Shaped Forgings (4130, API 6A, NACE MR0175Document4 pagesLow Alloy Steel Spec for Forged Bars and Shaped Forgings (4130, API 6A, NACE MR0175Arjun PrajapatiPas encore d'évaluation
- BU Motors and Generators: Prepared Separate Part List Title ScaleDocument1 pageBU Motors and Generators: Prepared Separate Part List Title ScaleArjun PrajapatiPas encore d'évaluation
- ATKP362341 Revb1 111116Document1 pageATKP362341 Revb1 111116Arjun PrajapatiPas encore d'évaluation
- Specification For Plates and Forgings PDFDocument2 pagesSpecification For Plates and Forgings PDFArjun PrajapatiPas encore d'évaluation
- ATKP362339 Revb1 111116 PDFDocument1 pageATKP362339 Revb1 111116 PDFArjun PrajapatiPas encore d'évaluation
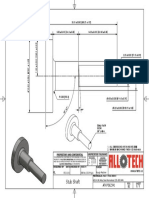
- Stub Shaft Forging: ATKP362340/ATKP302958Document1 pageStub Shaft Forging: ATKP362340/ATKP302958Arjun PrajapatiPas encore d'évaluation
- Anov DWG 201Document1 pageAnov DWG 201Arjun PrajapatiPas encore d'évaluation
- Integrated: Rough Machine Intermediate Flange Large Bore Shear 7 1/16"-5000 MWPDocument1 pageIntegrated: Rough Machine Intermediate Flange Large Bore Shear 7 1/16"-5000 MWPArjun PrajapatiPas encore d'évaluation
- Bearing Housing: Proprietary and Confidential Unspecified ToleranceDocument1 pageBearing Housing: Proprietary and Confidential Unspecified ToleranceArjun PrajapatiPas encore d'évaluation
- Forged Plate: Proprietary and Confidential Unspecified ToleranceDocument1 pageForged Plate: Proprietary and Confidential Unspecified ToleranceArjun PrajapatiPas encore d'évaluation
- ATKP362339 Revb1 111116Document1 pageATKP362339 Revb1 111116Arjun PrajapatiPas encore d'évaluation
- High-Carbon, High Chromium Cold Work Tool Steel: Z Similar SteelsDocument3 pagesHigh-Carbon, High Chromium Cold Work Tool Steel: Z Similar Steelsjaskaran singhPas encore d'évaluation
- SRNDocument1 pageSRNArjun PrajapatiPas encore d'évaluation
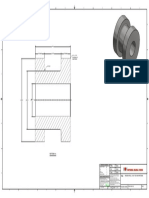
- Forged Donut: Proprietary and Confidential Unspecified ToleranceDocument1 pageForged Donut: Proprietary and Confidential Unspecified ToleranceArjun PrajapatiPas encore d'évaluation
- Thrust Bearing Bush Forging RMDocument1 pageThrust Bearing Bush Forging RMArjun PrajapatiPas encore d'évaluation
- Receiving Inspection Plan SummaryDocument2 pagesReceiving Inspection Plan SummaryArjun PrajapatiPas encore d'évaluation
- 20inch Top Bonnet Flange PDFDocument1 page20inch Top Bonnet Flange PDFArjun PrajapatiPas encore d'évaluation
- Intermadate ShaftDocument1 pageIntermadate ShaftArjun PrajapatiPas encore d'évaluation
- Anov DWG 201Document1 pageAnov DWG 201Arjun PrajapatiPas encore d'évaluation
- Chapter-I Particulars of Esi Corporation, Its Functions and DutiesDocument30 pagesChapter-I Particulars of Esi Corporation, Its Functions and DutiesArjun PrajapatiPas encore d'évaluation
- Low Alloy Steel Spec for Forged Bars and Shaped Forgings (4130, API 6A, NACE MR0175Document4 pagesLow Alloy Steel Spec for Forged Bars and Shaped Forgings (4130, API 6A, NACE MR0175Arjun PrajapatiPas encore d'évaluation
- Technical Annexure: EREQ No.: Split No.Document6 pagesTechnical Annexure: EREQ No.: Split No.Arjun PrajapatiPas encore d'évaluation
- Bid Inv 6300011707 c1209 33 Steel TubesDocument2 pagesBid Inv 6300011707 c1209 33 Steel TubesArjun PrajapatiPas encore d'évaluation
- Technical Card Gruppo Lucefin Revision 2013 All Rights ReservedDocument1 pageTechnical Card Gruppo Lucefin Revision 2013 All Rights ReservedArjun PrajapatiPas encore d'évaluation
- 9256 1..girth FLG - DV - Ex-9256 (Final) H1828-29-34-35 R1Document2 pages9256 1..girth FLG - DV - Ex-9256 (Final) H1828-29-34-35 R1Arjun PrajapatiPas encore d'évaluation
- BOOK (SPIE) - Field Guide To Optomechanical Design and AnalysisDocument161 pagesBOOK (SPIE) - Field Guide To Optomechanical Design and Analysisjiawei liuPas encore d'évaluation
- Design Cantilever Retaining Wall 4m EarthDocument8 pagesDesign Cantilever Retaining Wall 4m EarthRahul Sinha100% (1)
- 0 STAR-CCM+ - Reference Guide2012Document8 pages0 STAR-CCM+ - Reference Guide2012triya_vadgamaPas encore d'évaluation
- Agitation and Mixing of Fluids: Dr. Vimal Gandhi Department of Chemical Engineering, D.D.University, NadiadDocument112 pagesAgitation and Mixing of Fluids: Dr. Vimal Gandhi Department of Chemical Engineering, D.D.University, NadiadmanankPas encore d'évaluation
- Hardness HSS - SKD11Document5 pagesHardness HSS - SKD11Antonius PrakosaPas encore d'évaluation
- Steam TableDocument1 pageSteam TableKrismawan Saptya YudhaPas encore d'évaluation
- Copper Distributions in Aluminium Alloys - T. H.muster, A. E. Hughes, G. E. Thompson (Nova Science Publishers)Document116 pagesCopper Distributions in Aluminium Alloys - T. H.muster, A. E. Hughes, G. E. Thompson (Nova Science Publishers)Victor EricPas encore d'évaluation
- Aisi 4135Document4 pagesAisi 4135saurabhsubhuPas encore d'évaluation
- Heterogeneous Catalysis in Continuous Flow Microreactors:a Review of Methods and ApplicationsDocument30 pagesHeterogeneous Catalysis in Continuous Flow Microreactors:a Review of Methods and ApplicationsItzel Cruz RamosPas encore d'évaluation
- Thin vs. Thick ShellsDocument1 pageThin vs. Thick ShellsMauricio_Vera_5259100% (1)
- Statistical Mechanics Overview of ThermodynamicsDocument13 pagesStatistical Mechanics Overview of ThermodynamicsashwiniPas encore d'évaluation
- Final Programme of Frontiers of NanoEngineeringDocument11 pagesFinal Programme of Frontiers of NanoEngineeringCinthya ToroPas encore d'évaluation
- Exp 3 Formal Lab ReportDocument3 pagesExp 3 Formal Lab ReportRomulo Vincent Perez100% (1)
- NotesDocument19 pagesNotesvenkatdasPas encore d'évaluation
- Phys2 Week12 Thin Lenses ONLINE Version AddendumDocument7 pagesPhys2 Week12 Thin Lenses ONLINE Version AddendumSahirPas encore d'évaluation
- Introduction Spark TestDocument1 pageIntroduction Spark TestKarl CastroPas encore d'évaluation
- CH 206 Tutorial 7 SolutionsDocument14 pagesCH 206 Tutorial 7 SolutionspushkalPas encore d'évaluation
- KobyDocument1 pageKobyJeanette Bonifacio CorpuzPas encore d'évaluation
- Polymer Solar Cells PDFDocument19 pagesPolymer Solar Cells PDFJulio Andrés Casal RamosPas encore d'évaluation
- Burn-In, Reliability Testing, and Manufacturing ofDocument19 pagesBurn-In, Reliability Testing, and Manufacturing ofAbhinav SrivastavPas encore d'évaluation
- Laboratory Activity 3 - Group 10Document6 pagesLaboratory Activity 3 - Group 10Reinier FrancoPas encore d'évaluation
- HDBK Drilling FLUIDSDocument277 pagesHDBK Drilling FLUIDSJorge Luis Pirela Garcia100% (7)
- Maxwell's Thermodynamical Relations PDFDocument44 pagesMaxwell's Thermodynamical Relations PDFBikash100% (1)
- En 1993-1-6 EUROCODE 3 Strength and Stability of Shell StructuresDocument1 pageEn 1993-1-6 EUROCODE 3 Strength and Stability of Shell StructuressaurabhsubhuPas encore d'évaluation
- Lectut-CEN-307-PDF-Stresses in Track Relief of StressesDocument37 pagesLectut-CEN-307-PDF-Stresses in Track Relief of StressesAyush P GuptaPas encore d'évaluation
- Sesv8010 Antifriction BearingsDocument160 pagesSesv8010 Antifriction BearingsFrancisco Abarca G.Pas encore d'évaluation
- DIN 536 Crane Rail Technical SpecificationsDocument1 pageDIN 536 Crane Rail Technical Specificationscivil27Pas encore d'évaluation
- Shell Thickness Calculation ..: MAWP Design PressureDocument6 pagesShell Thickness Calculation ..: MAWP Design PressureSatish ShindePas encore d'évaluation
- Center Winding Versus Surface Winding: The Effect of Winder Type and Web Material Properties On Wound Roll StressesDocument47 pagesCenter Winding Versus Surface Winding: The Effect of Winder Type and Web Material Properties On Wound Roll StressesCORTOCIRCUITANTEPas encore d'évaluation