Vous aimerez peut-être aussi
- Calculos Hidraulica Lab 5Document1 pageCalculos Hidraulica Lab 5Edson Sulca BernalPas encore d'évaluation
- Ciencia Tecnología e Innovación OeiDocument95 pagesCiencia Tecnología e Innovación OeimlujanoPas encore d'évaluation
- Avanze MecatronicaDocument13 pagesAvanze MecatronicaEdson Sulca BernalPas encore d'évaluation
- Avanze Chama RubricaDocument18 pagesAvanze Chama RubricaEdson Sulca BernalPas encore d'évaluation
- Objetivos Del LaboratorioDocument7 pagesObjetivos Del LaboratorioEdson Sulca BernalPas encore d'évaluation
- DG Vi C3 C Equipo Z PDFDocument26 pagesDG Vi C3 C Equipo Z PDFEdson Sulca BernalPas encore d'évaluation
- Avanze Mecatronica 2Document13 pagesAvanze Mecatronica 2Edson Sulca BernalPas encore d'évaluation
- Calculos Hidraulica Lab 5Document1 pageCalculos Hidraulica Lab 5Edson Sulca BernalPas encore d'évaluation
- Laboratorio 03 BufferDocument15 pagesLaboratorio 03 BufferEdson Sulca BernalPas encore d'évaluation
- Captura de Imagen de Pantalla Del Vídeo Del Debate Panel (Imagen Individual, Solo de Ud. Dentro Del Debate)Document1 pageCaptura de Imagen de Pantalla Del Vídeo Del Debate Panel (Imagen Individual, Solo de Ud. Dentro Del Debate)Edson Sulca BernalPas encore d'évaluation
- Conclusiones VEGETADocument1 pageConclusiones VEGETAEdson Sulca BernalPas encore d'évaluation
- Lab 3 - DISEÑÓDocument13 pagesLab 3 - DISEÑÓEdson Sulca BernalPas encore d'évaluation
- Información para Tu Pago: ¡Estás A Punto de Finalizar Tu Compra!Document2 pagesInformación para Tu Pago: ¡Estás A Punto de Finalizar Tu Compra!Edson Sulca BernalPas encore d'évaluation
- Ce Vi c3 C Equipo DDocument6 pagesCe Vi c3 C Equipo DEdson Sulca BernalPas encore d'évaluation
- DDDDDDocument1 pageDDDDDEdson Sulca BernalPas encore d'évaluation
- XDFGHJKDocument9 pagesXDFGHJKEdson Sulca BernalPas encore d'évaluation
- Inglés TdaDocument2 pagesInglés TdaEdson Sulca BernalPas encore d'évaluation
- Objetivos Del LaboratorioDocument7 pagesObjetivos Del LaboratorioEdson Sulca BernalPas encore d'évaluation
- ParnnnnnDocument599 pagesParnnnnnEdson Sulca BernalPas encore d'évaluation
- Ejercicios - Calculo de La Carga de EnfriamientoDocument1 pageEjercicios - Calculo de La Carga de EnfriamientoEdson Sulca BernalPas encore d'évaluation
- Configuracion PLCDocument23 pagesConfiguracion PLCDennis Juli RamosPas encore d'évaluation
- Informe 3. C3 Vi ADocument14 pagesInforme 3. C3 Vi AÄntony LuiguiPas encore d'évaluation
- Clase 02 - Introducción y Programación Con Logixpro (2019.2)Document29 pagesClase 02 - Introducción y Programación Con Logixpro (2019.2)Edson Sulca BernalPas encore d'évaluation
- Trituradora alimentos perros bajo consumoDocument2 pagesTrituradora alimentos perros bajo consumoEdson Sulca BernalPas encore d'évaluation
- ZXCDocument5 pagesZXCEdson Sulca BernalPas encore d'évaluation
- 2: Realizar Conteo de "Tierras" Que Se Encuentran en El SistemaDocument2 pages2: Realizar Conteo de "Tierras" Que Se Encuentran en El SistemaEdson Sulca BernalPas encore d'évaluation
- Cuestionario de Empleabilidad Auto Evaluación: PreguntaDocument5 pagesCuestionario de Empleabilidad Auto Evaluación: PreguntaEdson Sulca BernalPas encore d'évaluation
- Objetivos Del LaboratorioDocument7 pagesObjetivos Del LaboratorioEdson Sulca BernalPas encore d'évaluation
- Lab 03-2019-2Document6 pagesLab 03-2019-2Edson Sulca BernalPas encore d'évaluation
- Curriculum AvanzaDocument5 pagesCurriculum AvanzaEdson Sulca BernalPas encore d'évaluation
- Costeo Por OrdenesDocument29 pagesCosteo Por OrdenesMarcela CastilloPas encore d'évaluation
- Clases SocialesDocument7 pagesClases SocialesEdith RiveraPas encore d'évaluation
- Caso Exitoso en La Cadena de Abastecimiento DercoDocument13 pagesCaso Exitoso en La Cadena de Abastecimiento DercoDonoban Henry Tigreros Ardila33% (3)
- Empaques esterilizaciónDocument6 pagesEmpaques esterilizaciónFrancisco MartinezPas encore d'évaluation
- Procedimiento FresadoDocument7 pagesProcedimiento FresadoGermanPas encore d'évaluation
- Desarrollo Economico en La Republica DominicanaDocument18 pagesDesarrollo Economico en La Republica DominicanaSergio Castillo LopezPas encore d'évaluation
- Estructura de La Industria de La Transformación Semana 1 P Bloque DDocument5 pagesEstructura de La Industria de La Transformación Semana 1 P Bloque DYobana RomeroPas encore d'évaluation
- Pruebas MetalurgicasDocument4 pagesPruebas MetalurgicasMac Salvador0% (1)
- Caja de MoldeoDocument12 pagesCaja de MoldeoWilton Efrain Teves Flores0% (1)
- RESUMEN Libro La Revolucion Necesaria de Peter Senge (Resumen Grupo de Lectura)Document73 pagesRESUMEN Libro La Revolucion Necesaria de Peter Senge (Resumen Grupo de Lectura)Saci Dominguez100% (1)
- Proyecto Bayovar II Descarga-SecadoDocument67 pagesProyecto Bayovar II Descarga-SecadoAngel Oswaldo Vasquez CenasPas encore d'évaluation
- Hoja Cursos LANBIDE en CFS Mayo 2014Document2 pagesHoja Cursos LANBIDE en CFS Mayo 2014andonigonzalezPas encore d'évaluation
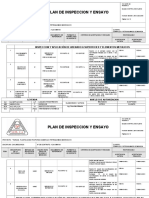
- Modelo Plan de Inspeccion y Ensayo (Pie) QA/QCDocument13 pagesModelo Plan de Inspeccion y Ensayo (Pie) QA/QCgapc21100% (1)
- Linea de Impulsion - OkDocument21 pagesLinea de Impulsion - OkLuana CamilaPas encore d'évaluation
- BP - DM S101 ES ES Spro XX092011 ABEL Estructura de La EmpresaDocument33 pagesBP - DM S101 ES ES Spro XX092011 ABEL Estructura de La EmpresaJulio MamaniPas encore d'évaluation
- Practica Calificada 03Document9 pagesPractica Calificada 03Shirley Gc33% (3)
- Práctica de fresado CNC en acrílicoDocument3 pagesPráctica de fresado CNC en acrílicoleonardo lopez espitiaPas encore d'évaluation
- Colada de Los AcerosDocument110 pagesColada de Los AcerosducoviPas encore d'évaluation
- Catalogo Stahlwille 2012Document323 pagesCatalogo Stahlwille 2012iToools OnlinePas encore d'évaluation
- Preguntas de ASPDocument17 pagesPreguntas de ASPKasuo WillPas encore d'évaluation
- 2da Presentación Con AtlixcoDocument17 pages2da Presentación Con AtlixcoScarlett Rodriguez PadillaPas encore d'évaluation
- Taylorismo, Toyotismo y FordismoDocument8 pagesTaylorismo, Toyotismo y FordismoEzequiel ReyesPas encore d'évaluation
- Rubros de una construcción de bovedasDocument13 pagesRubros de una construcción de bovedasgabrielPas encore d'évaluation
- Composición de ClinkerDocument4 pagesComposición de ClinkerPier Diego H CamPas encore d'évaluation
- ANÁLISIS DEL SECTOR Harina FinalDocument7 pagesANÁLISIS DEL SECTOR Harina FinalMaritza RiveraPas encore d'évaluation
- Implementación de 5SDocument197 pagesImplementación de 5SXavi YagamiPas encore d'évaluation
- Factores de Localización de Una Ensambladora VehículosDocument3 pagesFactores de Localización de Una Ensambladora VehículossasstonePas encore d'évaluation
- Introducción PDFDocument2 pagesIntroducción PDFPaula FernandezPas encore d'évaluation
- Paseo Histórico, Materiales en El PackagingDocument52 pagesPaseo Histórico, Materiales en El PackagingDirección de Comercio Internacional y Centro Pymexporta Yucatán100% (4)
- Mejora de productividad mediante PHVA en Vitavid HerbalDocument8 pagesMejora de productividad mediante PHVA en Vitavid Herbalstefanymor10Pas encore d'évaluation