Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Training Report On Manufacturing of SugarDocument33 pagesTraining Report On Manufacturing of SugarShivam Mittal50% (6)
- Fabrication of RPDDocument27 pagesFabrication of RPDAmita100% (2)
- Total Boiler SystemDocument11 pagesTotal Boiler SystemWaleed EmaraPas encore d'évaluation
- DistillationDocument7 pagesDistillationAbdus Saboor KhalidPas encore d'évaluation
- Deaerator Performance TestingDocument3 pagesDeaerator Performance TestingAbdus Saboor Khalid100% (3)
- Desalter Emulsion MonitorDocument2 pagesDesalter Emulsion MonitorAbdus Saboor KhalidPas encore d'évaluation
- Desalter ArticleDocument4 pagesDesalter ArticleAbdus Saboor Khalid100% (1)
- Depropanizer: Feed Specifications and Product CompositionsDocument3 pagesDepropanizer: Feed Specifications and Product CompositionsAbdus Saboor KhalidPas encore d'évaluation
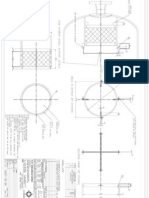
- Demister DrawingDocument1 pageDemister DrawingAbdus Saboor KhalidPas encore d'évaluation
- Centrifugal Compressor OperationDocument5 pagesCentrifugal Compressor OperationAbdus Saboor Khalid100% (4)
- Chemical Engg SeminarDocument23 pagesChemical Engg SeminarAbdus Saboor KhalidPas encore d'évaluation
- Chart of Thermodynamic & Transport Properties of CO2 - ManualDocument34 pagesChart of Thermodynamic & Transport Properties of CO2 - ManualAbdus Saboor KhalidPas encore d'évaluation
- Centrifugal Pump For Water ServiceDocument37 pagesCentrifugal Pump For Water ServiceAbdus Saboor KhalidPas encore d'évaluation
- Grafen 2Document94 pagesGrafen 2murat TorenPas encore d'évaluation
- 1 s2.0 S1359835X05003957 Main PDFDocument14 pages1 s2.0 S1359835X05003957 Main PDFabiliovieiraPas encore d'évaluation
- Acid-Base Behavior of Some Group 4 OxidesDocument3 pagesAcid-Base Behavior of Some Group 4 Oxidesd danPas encore d'évaluation
- Gold Leaf TechniqueDocument4 pagesGold Leaf TechniqueBapake MariaPas encore d'évaluation
- Dyson LIGHT BALL ANIMAL User ManualDocument16 pagesDyson LIGHT BALL ANIMAL User ManualManonPas encore d'évaluation
- Kenmore 253.16342101 Chest FreezerDocument14 pagesKenmore 253.16342101 Chest FreezerJVH1978Pas encore d'évaluation
- Catalytic Dewaxing ProcessDocument45 pagesCatalytic Dewaxing ProcessBóng Đá- Quán bia tổng hợpPas encore d'évaluation
- Supplier and Manufacturer of Sewage Treatment Plant in India Gujarat - Ahmedabad Surat Rajkot BarodaDocument5 pagesSupplier and Manufacturer of Sewage Treatment Plant in India Gujarat - Ahmedabad Surat Rajkot BarodaShubham India - Sewage Treatment PlantPas encore d'évaluation
- Snamprogetti Saipem Urea Process AmmoniaDocument23 pagesSnamprogetti Saipem Urea Process AmmoniaTu Hai50% (2)
- Radiant Cooling Technology-InvensysDocument8 pagesRadiant Cooling Technology-InvensysJavier BaronaPas encore d'évaluation
- Feb IssueDocument40 pagesFeb Issuesppram100% (1)
- IS 428 Washable DistemperDocument10 pagesIS 428 Washable DistempersunitkghoshPas encore d'évaluation
- Septic Tank Design ComputationDocument1 pageSeptic Tank Design ComputationEngilbert AragonPas encore d'évaluation
- Upholstery Leather Collection (Superhouse Limited)Document13 pagesUpholstery Leather Collection (Superhouse Limited)PROFESSIONAL STUDIESPas encore d'évaluation
- CEBECO I LINE COST (As of July 2006)Document24 pagesCEBECO I LINE COST (As of July 2006)Sugar RayPas encore d'évaluation
- JaiDocument2 pagesJaijaisminhasPas encore d'évaluation
- Exercises On Electric Motors.Document11 pagesExercises On Electric Motors.Salman Muneer AhmedPas encore d'évaluation
- Applications of Ore Microscopy in Mineral TechnologyDocument25 pagesApplications of Ore Microscopy in Mineral TechnologyRobert UribePas encore d'évaluation
- HardnessDocument3 pagesHardnessHaider FiazPas encore d'évaluation
- HV Transformer Oil Filtration Sumesh Instruction ManualDocument68 pagesHV Transformer Oil Filtration Sumesh Instruction Manualfajar9nugraha-2Pas encore d'évaluation
- Stripper Bolt, Coil Spring, Dowel PinDocument3 pagesStripper Bolt, Coil Spring, Dowel Pinmuhamad laaliPas encore d'évaluation
- AS LAB Man IDocument84 pagesAS LAB Man IVadivel AeroPas encore d'évaluation
- Replacement Guideline For (ZR90K3, ZR11M3, ZR12M3, ZR16M3 and ZR19M3)Document10 pagesReplacement Guideline For (ZR90K3, ZR11M3, ZR12M3, ZR16M3 and ZR19M3)vickersPas encore d'évaluation
- Penthouse Spring 2001Document2 pagesPenthouse Spring 2001John M. Cavote100% (1)
- Zubadan Outdoor UnitDocument9 pagesZubadan Outdoor UnitAlex HerzogPas encore d'évaluation
- ASI Rhinophalt Technical and SafteyDocument2 pagesASI Rhinophalt Technical and SafteyIndrajeet UpadhyayPas encore d'évaluation
- Machine Guarding StandardDocument68 pagesMachine Guarding StandardDave CPas encore d'évaluation
- Lecure Two. ReactorsDocument56 pagesLecure Two. ReactorsSophia WambuiPas encore d'évaluation