Vous aimerez peut-être aussi
- CC To Horsepower - DoItYourselfDocument4 pagesCC To Horsepower - DoItYourselfhariprasadr5199Pas encore d'évaluation
- How To Calculate The Number of Turns Needed For A Stick Welding TransformerDocument6 pagesHow To Calculate The Number of Turns Needed For A Stick Welding Transformermohamed lamine elbiskriPas encore d'évaluation
- Astm A36 Steel 1018Document11 pagesAstm A36 Steel 1018Hoque AnamulPas encore d'évaluation
- Porsche 6-Speed Manual Transmission Shift Cable MechanicsDocument1 pagePorsche 6-Speed Manual Transmission Shift Cable MechanicsBrian Vande PolPas encore d'évaluation
- Belt Sanders We BuiltDocument4 pagesBelt Sanders We BuiltEdmarPas encore d'évaluation
- Bessler Wheel of The 21st C - Energetic ForumDocument11 pagesBessler Wheel of The 21st C - Energetic ForumSebastian CtaPas encore d'évaluation
- Onan 4.0 BFA 3cr-25206c - SmokStakDocument9 pagesOnan 4.0 BFA 3cr-25206c - SmokStakBruce EgglestonPas encore d'évaluation
- DIY-Make Your VeneerDocument20 pagesDIY-Make Your VeneerJelaiPas encore d'évaluation
- Notch Tubing With A Chop Saw - WeldDocument7 pagesNotch Tubing With A Chop Saw - WeldRob GustPas encore d'évaluation
- Shop Group: Conical Spring WashersDocument2 pagesShop Group: Conical Spring WasherssciucPas encore d'évaluation
- Rotary Drilling BitsDocument17 pagesRotary Drilling BitsMin Thant MaungPas encore d'évaluation
- Resco Manufacturing Locations and Products for Steel Ladle ApplicationsDocument2 pagesResco Manufacturing Locations and Products for Steel Ladle ApplicationsFernando PadillaPas encore d'évaluation
- Insulation Wall Panel DesignDocument46 pagesInsulation Wall Panel DesignmathuPas encore d'évaluation
- Item # 1216, Self Aligning Ball Bearings - Cylindrical Bore: 1600 E. Bishop Ct. MT Prospect, IL 60056Document3 pagesItem # 1216, Self Aligning Ball Bearings - Cylindrical Bore: 1600 E. Bishop Ct. MT Prospect, IL 60056dneprmt1Pas encore d'évaluation
- NTN Bearing Corp Roller Bearing SpecsDocument3 pagesNTN Bearing Corp Roller Bearing Specsdivjak70Pas encore d'évaluation
- Corte Lamina Grande HomecenterDocument3 pagesCorte Lamina Grande HomecenteroscarPas encore d'évaluation
- Webinar - Concrete Shrinkage MitigationDocument52 pagesWebinar - Concrete Shrinkage MitigationGonzalo OviedoPas encore d'évaluation
- Rotin Side TableDocument1 pageRotin Side Tablefaid cvmaPas encore d'évaluation
- Norton Water Stone Users GuideDocument2 pagesNorton Water Stone Users Guidejb71xx100% (1)
- Wheel Bearing Replacement - Guru's Guide W - Pics - NASIOCDocument30 pagesWheel Bearing Replacement - Guru's Guide W - Pics - NASIOCcindylou03100% (5)
- Dan Pierce USTR Steel Crisis HearingDocument3 pagesDan Pierce USTR Steel Crisis Hearingdenver.kuaminPas encore d'évaluation
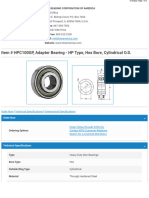
- HPC100GP-AdapterBearing - DIMENSIONSDocument3 pagesHPC100GP-AdapterBearing - DIMENSIONSCYBER OPENPas encore d'évaluation
- 55master Series On Audio Engineering and Music Production - Home Recording ForumsDocument2 pages55master Series On Audio Engineering and Music Production - Home Recording ForumsThe BlusicianPas encore d'évaluation
- Lapidary Journal Jewelry Artist May-June 2017Document100 pagesLapidary Journal Jewelry Artist May-June 2017nekdrakPas encore d'évaluation
- 1 Input Data: Profis Anchor 2.7.2Document7 pages1 Input Data: Profis Anchor 2.7.2Christian ReyesPas encore d'évaluation
- Redemption Item 2023 (Updated)Document3 pagesRedemption Item 2023 (Updated)wan muhammad anas wan jalaludinPas encore d'évaluation
- Itcoloy and Milling Tools: Instruction Manual 5100Document12 pagesItcoloy and Milling Tools: Instruction Manual 5100Foros IscPas encore d'évaluation
- SNLN 3048 + 23048 CCK/W33 + OH 3048 H: SNLN 30 Plummer Block Housings For Bearings On An Adapter SleeveDocument4 pagesSNLN 3048 + 23048 CCK/W33 + OH 3048 H: SNLN 30 Plummer Block Housings For Bearings On An Adapter SleeveKuntari Tri SulistyawardaniPas encore d'évaluation
- Exploded A3Document1 pageExploded A3Baiq EllandaniiPas encore d'évaluation
- MA5205EL-CylindricalRollerBearing-Separable-PlainInnerRing-OuterRingwTwoRibsDocument3 pagesMA5205EL-CylindricalRollerBearing-Separable-PlainInnerRing-OuterRingwTwoRibsJohnatas GamaPas encore d'évaluation
- MU5208TM CylindricalRollerBearing Non Separable InnerRingwTwoRibs OuterRingwTwoRetainingRingsDocument3 pagesMU5208TM CylindricalRollerBearing Non Separable InnerRingwTwoRibs OuterRingwTwoRetainingRingsMustafaPas encore d'évaluation
- Voice - (469) 226-4169Document1 pageVoice - (469) 226-4169Marbella GarcíaPas encore d'évaluation
- Item # UCF209, Four Bolt Square Flanged Unit, Cast Housing, Set Screw, UCF TypeDocument3 pagesItem # UCF209, Four Bolt Square Flanged Unit, Cast Housing, Set Screw, UCF TypeDavid NguyenPas encore d'évaluation
- Samrat Brush Industries: Sahil Cutting StatementDocument1 pageSamrat Brush Industries: Sahil Cutting Statementsamrat brushPas encore d'évaluation
- BrochureDocument6 pagesBrochureSanjoy SanyalPas encore d'évaluation
- Synt 70 FTS: Roller Bearing Plummer Block Units, For Metric ShaftsDocument4 pagesSynt 70 FTS: Roller Bearing Plummer Block Units, For Metric ShaftsKhôi Nguyễn ThanhPas encore d'évaluation
- Detail: Light Chain Ø 8mmDocument1 pageDetail: Light Chain Ø 8mmGunawan MansjurPas encore d'évaluation
- Data de TuercasDocument4 pagesData de TuercasharangoePas encore d'évaluation
- BBS 4Document1 pageBBS 4srikanth varmaPas encore d'évaluation
- 01drill Bits #1-BitDocument30 pages01drill Bits #1-BitAboZaidPas encore d'évaluation
- BAR BENDING SCHEDULE FOR COMPOUND WALL COLUMNSDocument1 pageBAR BENDING SCHEDULE FOR COMPOUND WALL COLUMNSsrikanth varmaPas encore d'évaluation
- BBS 7Document1 pageBBS 7srikanth varmaPas encore d'évaluation
- Stoody Super 20Document1 pageStoody Super 20JUAN DAVID ESPITIAPas encore d'évaluation
- Din 603Document6 pagesDin 603mohamadreza bagheriPas encore d'évaluation
- Steel Rebar Sizes - Steel Rebar Stock - Harris Supply SolutionsDocument1 pageSteel Rebar Sizes - Steel Rebar Stock - Harris Supply SolutionsNrjPas encore d'évaluation
- (Ownership Thread) : Honda Dio, Activa and Aviator - Page 95Document4 pages(Ownership Thread) : Honda Dio, Activa and Aviator - Page 95cadoPas encore d'évaluation
- UCF202 UCF200Four BoltFlangedHousedUnits SetScrewLockingDocument3 pagesUCF202 UCF200Four BoltFlangedHousedUnits SetScrewLockingMohamed Aadil RahimPas encore d'évaluation
- Dimension Is 450mm X 300mm of Columns With 6pcs - Ø16mmDocument1 pageDimension Is 450mm X 300mm of Columns With 6pcs - Ø16mmMark Christian EsguerraPas encore d'évaluation
- Schneider Documentation - Hook-Ups-6Document1 pageSchneider Documentation - Hook-Ups-6genih44348Pas encore d'évaluation
- Foundry Talks - IIFWR E-Mag - Issue April23Document11 pagesFoundry Talks - IIFWR E-Mag - Issue April23sixibiPas encore d'évaluation
- Metric Over - Under Dowel Pin ReamersDocument2 pagesMetric Over - Under Dowel Pin ReamersHenrique MarquesPas encore d'évaluation
- Mingde Products CatalogueDocument38 pagesMingde Products CatalogueLarra LarraPas encore d'évaluation
- North American Die Casting Association: Membership Directory 2022-2023Document31 pagesNorth American Die Casting Association: Membership Directory 2022-2023f3rPas encore d'évaluation
- 3get That Mud Out of My Kick Drum! - Home Recording ForumsDocument3 pages3get That Mud Out of My Kick Drum! - Home Recording ForumsThe BlusicianPas encore d'évaluation
- SNL 517 + 2217 K + HA 317 Soporte de Pie Con Rodamiento y Manguito PDFDocument4 pagesSNL 517 + 2217 K + HA 317 Soporte de Pie Con Rodamiento y Manguito PDFLeandro SienraPas encore d'évaluation
- Solution: Week ManagementDocument4 pagesSolution: Week ManagementRattanamaet AitthiphonPas encore d'évaluation
- PT ACE HARDWARE INDONESIA TBK FACT SHEETDocument1 pagePT ACE HARDWARE INDONESIA TBK FACT SHEETEster AngeliaPas encore d'évaluation
- NU2218 CylindricalRollerBearing Separable PlainInnerRing OuterRingwTwoRibs NUTypeDocument3 pagesNU2218 CylindricalRollerBearing Separable PlainInnerRing OuterRingwTwoRibs NUTypeEmmanuel Quequesana VílchezPas encore d'évaluation
- MASTERSPEC Site License:: Library Package Format License Term / Expires / Notes License FeesDocument1 pageMASTERSPEC Site License:: Library Package Format License Term / Expires / Notes License FeesShawna StoddardPas encore d'évaluation
- Great Book of Woodworking Tips: Over 650 Ingenious Workshop Tips, Techniques, and Secrets from the Experts at American WoodworkerD'EverandGreat Book of Woodworking Tips: Over 650 Ingenious Workshop Tips, Techniques, and Secrets from the Experts at American WoodworkerÉvaluation : 4.5 sur 5 étoiles4.5/5 (7)
- Timing Belt Tooth Profiles and PitchesDocument3 pagesTiming Belt Tooth Profiles and PitchestomychalilPas encore d'évaluation
- SOP-Attachment 3b - CNL JV-EGTL SWP 401 - Permit To Work - Dec12Document20 pagesSOP-Attachment 3b - CNL JV-EGTL SWP 401 - Permit To Work - Dec12tomychalilPas encore d'évaluation
- Sos SystemDocument50 pagesSos SystemtomychalilPas encore d'évaluation
- SOP-Attachment 7 - General Project ProceduresDocument42 pagesSOP-Attachment 7 - General Project ProcedurestomychalilPas encore d'évaluation
- Fluorokote 1 2200 Hour Salt Fog TestDocument3 pagesFluorokote 1 2200 Hour Salt Fog TesttomychalilPas encore d'évaluation
- Sos SystemDocument50 pagesSos SystemtomychalilPas encore d'évaluation
- HPCL Material Preservation GuidelinesDocument7 pagesHPCL Material Preservation GuidelinespaimpillyPas encore d'évaluation
- F DST 216 Bakery Confectionery ProductsDocument127 pagesF DST 216 Bakery Confectionery ProductsAdil Anwar0% (1)
- Annex C Robust Analysis: (Normative)Document1 pageAnnex C Robust Analysis: (Normative)tomychalil0% (1)
- HPCL Material Preservation GuidelinesDocument7 pagesHPCL Material Preservation GuidelinespaimpillyPas encore d'évaluation
- CNC Table Waterjet Cutting MachineDocument9 pagesCNC Table Waterjet Cutting MachinetomychalilPas encore d'évaluation
- Vickers Calibration DetailsDocument1 pageVickers Calibration DetailstomychalilPas encore d'évaluation
- Dr2 - Spec - Non-Destructive Examination Req of PipingDocument20 pagesDr2 - Spec - Non-Destructive Examination Req of Pipingtomychalil100% (1)
- UAE travel restrictions on controlled drugsDocument25 pagesUAE travel restrictions on controlled drugstomychalilPas encore d'évaluation
- SADCAS F 61e - Proficiency Testing Requirements ISO-IEC 17025-2005 Clause 5.9 & SADCAS Requirements (Issue 2)Document3 pagesSADCAS F 61e - Proficiency Testing Requirements ISO-IEC 17025-2005 Clause 5.9 & SADCAS Requirements (Issue 2)tomychalilPas encore d'évaluation
- Building LayoutDocument1 pageBuilding LayouttomychalilPas encore d'évaluation
- Guidance PT IlcDocument11 pagesGuidance PT IlcAurelia BucurPas encore d'évaluation
- NCHM Jee 2018 SeatsDocument5 pagesNCHM Jee 2018 SeatsAnonymous 05nABj8m100% (1)
- SADCAS F 61e - Proficiency Testing Requirements ISO-IEC 17025-2005 Clause 5.9 & SADCAS Requirements (Issue 2)Document3 pagesSADCAS F 61e - Proficiency Testing Requirements ISO-IEC 17025-2005 Clause 5.9 & SADCAS Requirements (Issue 2)tomychalilPas encore d'évaluation
- Interlaboratory Comparison of FatigueDocument26 pagesInterlaboratory Comparison of FatiguetomychalilPas encore d'évaluation
- List of FTTH Cities PDFDocument3 pagesList of FTTH Cities PDFSaurabh KumarPas encore d'évaluation
- Lab Temp - MonitoringDocument28 pagesLab Temp - MonitoringtomychalilPas encore d'évaluation
- Interlaboratory Comparison of FatigueDocument26 pagesInterlaboratory Comparison of FatiguetomychalilPas encore d'évaluation
- COMPANY NAME> Business Continuity PlanDocument12 pagesCOMPANY NAME> Business Continuity PlantomychalilPas encore d'évaluation
- Lab Temp - MonitoringDocument28 pagesLab Temp - MonitoringtomychalilPas encore d'évaluation
- Gallery Pages PDFDocument1 pageGallery Pages PDFtomychalilPas encore d'évaluation
- F2-01 Accounting For Management PDFDocument10 pagesF2-01 Accounting For Management PDFtomychalilPas encore d'évaluation
- 1 Business Environment PDFDocument6 pages1 Business Environment PDFtomychalilPas encore d'évaluation
- Annealingnormalizingquenchingmartensitictransformation1 140326023046 Phpapp02Document22 pagesAnnealingnormalizingquenchingmartensitictransformation1 140326023046 Phpapp02Immanuel Budiman PasaribuPas encore d'évaluation
- DrillingMotors MKT 001 01Document10 pagesDrillingMotors MKT 001 01Aman Aayra SrivastavaPas encore d'évaluation
- Defense Acquisition GuidebookDocument927 pagesDefense Acquisition GuidebookJudkerrPas encore d'évaluation
- Ship Rudder Types and Design FeaturesDocument10 pagesShip Rudder Types and Design FeaturesAurvin SinghPas encore d'évaluation
- UCO General BrochureDocument2 pagesUCO General BrochureSam LamPas encore d'évaluation
- How Objects Are Discovered and Monitored in Operations ManagerDocument2 pagesHow Objects Are Discovered and Monitored in Operations ManagerAkhilesh NandanwarPas encore d'évaluation
- Digital Logic Families GuideDocument82 pagesDigital Logic Families Guidemoney_kandan2004Pas encore d'évaluation
- Catalogue Cable Tray RevDocument40 pagesCatalogue Cable Tray RevhardiyantodonniPas encore d'évaluation
- 1.2 Beams With Uniform Load and End Moments: CHAPTER 1: Analysis of BeamsDocument8 pages1.2 Beams With Uniform Load and End Moments: CHAPTER 1: Analysis of Beamsabir ratulPas encore d'évaluation
- Rotary EvaporatorDocument3 pagesRotary EvaporatorDaryl ChianPas encore d'évaluation
- Furniture Plans How To Build A Rocking ChairDocument10 pagesFurniture Plans How To Build A Rocking ChairAntónio SousaPas encore d'évaluation
- Laboratory Design GuideDocument110 pagesLaboratory Design Guidejuly lang100% (5)
- Ulei Honda Jazz 1.4i CVTDocument1 pageUlei Honda Jazz 1.4i CVTcmlad1Pas encore d'évaluation
- DISCOVERY SP-ENG V. 0.6 - Leonali 1463Document30 pagesDISCOVERY SP-ENG V. 0.6 - Leonali 1463Hanz RodriguezPas encore d'évaluation
- Simatic Ipc547Document7 pagesSimatic Ipc547Wermeson SousaPas encore d'évaluation
- Boq Grand SummaryDocument44 pagesBoq Grand Summaryelsabet gezahegnPas encore d'évaluation
- Commercial LightingDocument6 pagesCommercial LightingRehan RameezPas encore d'évaluation
- HTML DOM TutorialDocument11 pagesHTML DOM Tutorialapi-3819971100% (1)
- Norma Astm A234 WPBDocument6 pagesNorma Astm A234 WPBJuan Carlos CastroPas encore d'évaluation
- TAICDocument8 pagesTAICparthPas encore d'évaluation
- 20&604 WDSeriesDocument2 pages20&604 WDSeriesbiteme99Pas encore d'évaluation
- Thermochemistry: Purpose of The ExperimentDocument20 pagesThermochemistry: Purpose of The ExperimentAngel LacsonPas encore d'évaluation
- PHCbi Refrigerators MPRS163 MPRS313Document2 pagesPHCbi Refrigerators MPRS163 MPRS313Eslam HassanPas encore d'évaluation
- The Forbidden Gate: Dave MorrisDocument79 pagesThe Forbidden Gate: Dave MorrisLopinPas encore d'évaluation
- Nitotile Fix PRO - High performance tile adhesiveDocument2 pagesNitotile Fix PRO - High performance tile adhesivetalatzahoorPas encore d'évaluation
- Unit One: Wind LoadsDocument67 pagesUnit One: Wind Loadsabdu yimerPas encore d'évaluation
- An Introduction To Orgone Matrix Material (Jon Logan)Document42 pagesAn Introduction To Orgone Matrix Material (Jon Logan)Jose CiprianiPas encore d'évaluation
- RDSO - Vendor Directory July 16 FinalDocument233 pagesRDSO - Vendor Directory July 16 Finalabhics6750% (2)
- Rcs454: Python Language Programming LAB: Write A Python Program ToDocument39 pagesRcs454: Python Language Programming LAB: Write A Python Program ToShikha AryaPas encore d'évaluation
- NJAPA-PaveXpress V2 PresentationDocument75 pagesNJAPA-PaveXpress V2 PresentationLuis MogrovejoPas encore d'évaluation