Vous aimerez peut-être aussi
- Astm A681 PDFDocument14 pagesAstm A681 PDFraulPas encore d'évaluation
- Sae Ams 5518M-2014Document5 pagesSae Ams 5518M-2014Mehdi Mokhtari100% (1)
- GeneralDocument12 pagesGeneralLokesh NarasimhaiahPas encore d'évaluation
- Astm A646 A646mDocument5 pagesAstm A646 A646mJosé de Paula MoreiraPas encore d'évaluation
- Ams 2406N PDFDocument7 pagesAms 2406N PDFAnonymous tIwg2AyPas encore d'évaluation
- Astm A356 PDFDocument6 pagesAstm A356 PDFAndresInforBJPas encore d'évaluation
- Astm A3 01 PDFDocument3 pagesAstm A3 01 PDFJavier Ricardo Romero BohorquezPas encore d'évaluation
- AMS 5355jv005Document11 pagesAMS 5355jv005Anonymous T6GllLl0100% (2)
- Astm A564Document10 pagesAstm A564chetan_thakur4278100% (1)
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDocument4 pagesSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsSriniramu SriniramuPas encore d'évaluation
- Astm B247Document14 pagesAstm B247Nav TalukdarPas encore d'évaluation
- Ams 2451 Rev. DDocument9 pagesAms 2451 Rev. DJorge Luis Gonzalez Gonzalez100% (1)
- SAE-J995 Steel NutsDocument9 pagesSAE-J995 Steel Nutsgaso99Pas encore d'évaluation
- Astm A485Document4 pagesAstm A485Vikash YadavPas encore d'évaluation
- Astm A473-99Document5 pagesAstm A473-99NadhiraPas encore d'évaluation
- Astm A29 - A29m 12 PDFDocument16 pagesAstm A29 - A29m 12 PDFJavier Ricardo Romero Bohorquez100% (1)
- QQ P 35CDocument11 pagesQQ P 35Cgeverett2765Pas encore d'évaluation
- Astm e 186 PDFDocument3 pagesAstm e 186 PDFPrakashPas encore d'évaluation
- ASTM A29-16 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-WroughtDocument17 pagesASTM A29-16 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-WroughtMalaz Abdul JalilPas encore d'évaluation
- Astm A47 - A47m 99 PDFDocument5 pagesAstm A47 - A47m 99 PDFJavier Ricardo Romero BohorquezPas encore d'évaluation
- A 958 - A 958M - 17Document5 pagesA 958 - A 958M - 17Eddie Michael67% (3)
- Astm A-108Document7 pagesAstm A-108Ecruz Cruz L100% (1)
- B294-10 Standard Test Method For Hardness Testing of Cemented Carbides PDFDocument8 pagesB294-10 Standard Test Method For Hardness Testing of Cemented Carbides PDFdiego rodriguezPas encore d'évaluation
- Astm A 564Document7 pagesAstm A 564GeorgeAzmirPas encore d'évaluation
- Aisi 1010 Carbon Steel (Uns g10100)Document5 pagesAisi 1010 Carbon Steel (Uns g10100)prasadjoshi781429Pas encore d'évaluation
- Macroetch Testing of Consumable Electrode Remelted Steel Bars and BilletsDocument15 pagesMacroetch Testing of Consumable Electrode Remelted Steel Bars and BilletsJosé de Paula Moreira0% (1)
- A 148 - A 148M - 15a PDFDocument5 pagesA 148 - A 148M - 15a PDFphaindikaPas encore d'évaluation
- AMS 2371 J-2011 - Eng.Document11 pagesAMS 2371 J-2011 - Eng.TetianaPas encore d'évaluation
- Aerospace CustomersDocument3 pagesAerospace CustomersSinan YıldızPas encore d'évaluation
- Astm A689 PDFDocument4 pagesAstm A689 PDFpradellesPas encore d'évaluation
- Alloy List HitchinerDocument8 pagesAlloy List Hitchineratfrost4638Pas encore d'évaluation
- A675/A675MDocument5 pagesA675/A675Mpavan_joshi_5100% (1)
- Astm 555 555M - 2016Document6 pagesAstm 555 555M - 2016Nguyễn Văn Thuận PhátPas encore d'évaluation
- Astm B68 (1999)Document5 pagesAstm B68 (1999)Human ResourcesPas encore d'évaluation
- 440C DS CarpenterDocument5 pages440C DS CarpenterdaymonPas encore d'évaluation
- B30 00 PDFDocument12 pagesB30 00 PDFluis_may22Pas encore d'évaluation
- Astm 434Document3 pagesAstm 434Fabián MartínezPas encore d'évaluation
- Bronze SAE 64 PDFDocument1 pageBronze SAE 64 PDFIbsonhPas encore d'évaluation
- Ams 2471JDocument8 pagesAms 2471JMarco ChiereghinPas encore d'évaluation
- A519 - 17 PDFDocument14 pagesA519 - 17 PDFalucard375Pas encore d'évaluation
- Aerospace Material SpecificationDocument8 pagesAerospace Material SpecificationDUPas encore d'évaluation
- Astm A574Document9 pagesAstm A574Jose Angel RodriguezPas encore d'évaluation
- Ams 81200Document29 pagesAms 81200BacksniperPas encore d'évaluation
- SAE AMS 5516p-2012Document5 pagesSAE AMS 5516p-2012Mehdi MokhtariPas encore d'évaluation
- Alloy A286 Ams 5731 Ams 5732 Ams 5737Document2 pagesAlloy A286 Ams 5731 Ams 5732 Ams 5737gowtham raju buttiPas encore d'évaluation
- Astm A434Document3 pagesAstm A434Evandro Luis Gomes100% (1)
- Astm A319Document2 pagesAstm A319Mailson RochaPas encore d'évaluation
- ASTM A747-Standard-Specification-For-Steel-Castings-Stainless-Precipitation-Hardening PDFDocument4 pagesASTM A747-Standard-Specification-For-Steel-Castings-Stainless-Precipitation-Hardening PDFRaul Dela Rosa Malanog100% (1)
- AMS-5639 304 - 304L Stainless PDFDocument7 pagesAMS-5639 304 - 304L Stainless PDFJesse KrebsPas encore d'évaluation
- Steel Springs, Helical, Heat-Treated: Standard Specification ForDocument6 pagesSteel Springs, Helical, Heat-Treated: Standard Specification Forrohit kumarPas encore d'évaluation
- A125 PDFDocument6 pagesA125 PDFKevin JosuePas encore d'évaluation
- Steel Springs, Helical, Heat-Treated: Standard Specification ForDocument6 pagesSteel Springs, Helical, Heat-Treated: Standard Specification Forsharon blushteinPas encore d'évaluation
- A 125 - 96 (2013) E1Document6 pagesA 125 - 96 (2013) E1ruben carcamo100% (1)
- Astm A125 (2018)Document6 pagesAstm A125 (2018)SK APas encore d'évaluation
- General Requirements For Wire Rods and Coarse Round Wire, Alloy SteelDocument6 pagesGeneral Requirements For Wire Rods and Coarse Round Wire, Alloy SteelhosamPas encore d'évaluation
- A 131 - A131m - 94 Qtezms05naDocument5 pagesA 131 - A131m - 94 Qtezms05nafekihassanPas encore d'évaluation
- Astm A139 - 96Document6 pagesAstm A139 - 96zeki kozaciogluPas encore d'évaluation
- Stainless Steel Wire: Standard Specification ForDocument4 pagesStainless Steel Wire: Standard Specification Forhailander castañeda martinezPas encore d'évaluation
- ASTM A580 2006 Standard Specification For Stainless Steel WireDocument5 pagesASTM A580 2006 Standard Specification For Stainless Steel WireEidrish Shaikh100% (2)
- Qatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarDocument1 pageQatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarbanglvhPas encore d'évaluation
- Qatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarDocument1 pageQatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarbanglvhPas encore d'évaluation
- Qatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarDocument1 pageQatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarbanglvhPas encore d'évaluation
- Qatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarDocument1 pageQatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarbanglvhPas encore d'évaluation
- Qatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarDocument1 pageQatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarbanglvhPas encore d'évaluation
- Qatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarDocument1 pageQatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarbanglvhPas encore d'évaluation
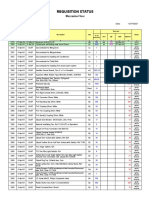
- Mezzanine Floor - Requisition StatusDocument3 pagesMezzanine Floor - Requisition StatusbanglvhPas encore d'évaluation
- Material / Services Requisition Form: AmigosDocument2 pagesMaterial / Services Requisition Form: AmigosbanglvhPas encore d'évaluation
- Material / Services Requisition Form: AmigosDocument2 pagesMaterial / Services Requisition Form: AmigosbanglvhPas encore d'évaluation
- Material / Services Requisition Form: AmigosDocument2 pagesMaterial / Services Requisition Form: AmigosbanglvhPas encore d'évaluation
- Material / Services Requisition Form: AmigosDocument2 pagesMaterial / Services Requisition Form: AmigosbanglvhPas encore d'évaluation
- Amigos: (Phieáu Yeâu Caàu Thanh Toaùn / Taïm Öùng)Document1 pageAmigos: (Phieáu Yeâu Caàu Thanh Toaùn / Taïm Öùng)banglvhPas encore d'évaluation
- Material / Services Requisition Form: AmigosDocument2 pagesMaterial / Services Requisition Form: AmigosbanglvhPas encore d'évaluation
- Material StatusDocument45 pagesMaterial StatusbanglvhPas encore d'évaluation
- Capex FormatDocument2 pagesCapex FormatbanglvhPas encore d'évaluation
- List of Amigos Workers Working For Boat ConstructionDocument1 pageList of Amigos Workers Working For Boat ConstructionbanglvhPas encore d'évaluation
- Capex FormatDocument2 pagesCapex FormatbanglvhPas encore d'évaluation
- Mezzanine Floor - Requisition StatusDocument3 pagesMezzanine Floor - Requisition StatusbanglvhPas encore d'évaluation
- Capex FormatDocument2 pagesCapex FormatbanglvhPas encore d'évaluation
- Material StatusDocument45 pagesMaterial StatusbanglvhPas encore d'évaluation
- From: Stores To: Procurements No. MRF No. Date Time Signature RemarksDocument2 pagesFrom: Stores To: Procurements No. MRF No. Date Time Signature RemarksbanglvhPas encore d'évaluation
- MRF Status 4 and 5Document30 pagesMRF Status 4 and 5banglvhPas encore d'évaluation
- Material / Services Requisition FormDocument2 pagesMaterial / Services Requisition FormbanglvhPas encore d'évaluation
- Capex FormatDocument2 pagesCapex FormatbanglvhPas encore d'évaluation
- List of Amigos Workers Working For Boat ConstructionDocument1 pageList of Amigos Workers Working For Boat ConstructionbanglvhPas encore d'évaluation
- Workpack LabelDocument14 pagesWorkpack LabelbanglvhPas encore d'évaluation
- MRF StatusDocument4 pagesMRF StatusbanglvhPas encore d'évaluation
- QMS - MRF Status - April 2004Document1 pageQMS - MRF Status - April 2004banglvhPas encore d'évaluation
- QMS - MRF Status - July 2004Document40 pagesQMS - MRF Status - July 2004banglvhPas encore d'évaluation
- QMS - MRF Status - June 2004Document1 pageQMS - MRF Status - June 2004banglvhPas encore d'évaluation