Vous aimerez peut-être aussi
- Cleanroom Heavy Duty Solid Top WorkstationsDocument1 pageCleanroom Heavy Duty Solid Top WorkstationsAnonymous FZs3yBHh7Pas encore d'évaluation
- Lean Maintenance Pfizer Case StudyDocument6 pagesLean Maintenance Pfizer Case StudydenerspPas encore d'évaluation
- Kartonierer P1600-P3200 ENGDocument6 pagesKartonierer P1600-P3200 ENGAnonymous FZs3yBHh7Pas encore d'évaluation
- Mediseal Deep Draw Blister Machines Overview 2015 05 ENGDocument9 pagesMediseal Deep Draw Blister Machines Overview 2015 05 ENGAnonymous FZs3yBHh7Pas encore d'évaluation
- Cahier Technique: LV Protection Devices and Variable Speed Drives (Frequency Converters)Document1 pageCahier Technique: LV Protection Devices and Variable Speed Drives (Frequency Converters)Anonymous FZs3yBHh7Pas encore d'évaluation
- Europass Curriculum Vitae: Personal InformationDocument5 pagesEuropass Curriculum Vitae: Personal InformationAnonymous FZs3yBHh7Pas encore d'évaluation
- Balston Sterile Air Filters For The Food IndustryDocument1 pageBalston Sterile Air Filters For The Food IndustryAnonymous FZs3yBHh7Pas encore d'évaluation
- Operation & Maintenance Best Practice O&MBestPracticesDocument169 pagesOperation & Maintenance Best Practice O&MBestPracticesevrimkPas encore d'évaluation
- Pt-By FacomDocument1 pagePt-By FacomAnonymous FZs3yBHh7Pas encore d'évaluation
- Product Range Overview - ChargePoint Technology, 2013Document18 pagesProduct Range Overview - ChargePoint Technology, 2013Anonymous FZs3yBHh7Pas encore d'évaluation
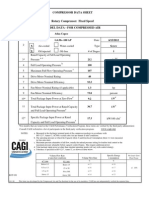
- Rotary compressor data sheetDocument1 pageRotary compressor data sheetEnd SoonPas encore d'évaluation
- Process Design of Compressed Air Systems (Project Standards and Specifications)Document19 pagesProcess Design of Compressed Air Systems (Project Standards and Specifications)Anonymous FZs3yBHh7Pas encore d'évaluation
- AutoSave - Storage Waste and Recycling 6Document1 pageAutoSave - Storage Waste and Recycling 6Anonymous FZs3yBHh7Pas encore d'évaluation
- WC500232814 Pag1Document1 pageWC500232814 Pag1Anonymous FZs3yBHh7Pas encore d'évaluation
- Article 1491629756Document10 pagesArticle 1491629756Anonymous FZs3yBHh7Pas encore d'évaluation
- Yaskawa FlyerDocument10 pagesYaskawa FlyerAnonymous FZs3yBHh7Pas encore d'évaluation
- Current Issues in Aseptic ProcessingDocument45 pagesCurrent Issues in Aseptic ProcessingcesarhdezPas encore d'évaluation
- PROJECT STANDARDS AND SPECIFICATIONS Compressed Air Systems Rev01 PDFDocument19 pagesPROJECT STANDARDS AND SPECIFICATIONS Compressed Air Systems Rev01 PDFacas35Pas encore d'évaluation
- Oe ReportDocument32 pagesOe ReportAnonymous FZs3yBHh7Pas encore d'évaluation
- Understanding Grounding in NEC and IEC StandardsDocument48 pagesUnderstanding Grounding in NEC and IEC StandardsAnonymous FZs3yBHh7100% (1)
- Earthing 173Document24 pagesEarthing 173nicus81Pas encore d'évaluation
- System Earthings W ResumeDocument2 pagesSystem Earthings W ResumeAnonymous FZs3yBHh7Pas encore d'évaluation
- Nitrogen Sparging and BlanketingDocument3 pagesNitrogen Sparging and BlanketingAnonymous FZs3yBHh7Pas encore d'évaluation
- 2016 Werum B PDFDocument12 pages2016 Werum B PDFAnonymous FZs3yBHh7Pas encore d'évaluation
- Frequently Asked Questions ESDDocument8 pagesFrequently Asked Questions ESDAnonymous FZs3yBHh7Pas encore d'évaluation
- Comparison Chart ESD Flooring Footwear Static Sensitive ApplicationDocument11 pagesComparison Chart ESD Flooring Footwear Static Sensitive ApplicationAnonymous FZs3yBHh7100% (1)
- Product Range Overview - ChargePoint Technology, 2013Document18 pagesProduct Range Overview - ChargePoint Technology, 2013Anonymous FZs3yBHh7Pas encore d'évaluation
- Cleanroom ESD Flooring InstallationDocument4 pagesCleanroom ESD Flooring InstallationAnonymous FZs3yBHh7Pas encore d'évaluation
- Esd NotionsDocument1 pageEsd NotionsAnonymous FZs3yBHh7Pas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5783)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Bernoulli's TheoremDocument12 pagesBernoulli's TheoremNur Falini Mohd Sukkri100% (3)
- Water Purification Sheet 1Document1 pageWater Purification Sheet 1api-527998485Pas encore d'évaluation
- Refinerygasanalyzer - Brochure - Rev1-1115 - A4 PACDocument4 pagesRefinerygasanalyzer - Brochure - Rev1-1115 - A4 PACMiguelPas encore d'évaluation
- Design of Circular Liquid or Gas PipesDocument6 pagesDesign of Circular Liquid or Gas PipessereutyPas encore d'évaluation
- Watershed Management A Case Study of Madgyal Village IJERTV2IS70558Document5 pagesWatershed Management A Case Study of Madgyal Village IJERTV2IS70558SharadPas encore d'évaluation
- 18-Tugas 1-Prak. Perawatan Mesin Konversi Energi 1Document5 pages18-Tugas 1-Prak. Perawatan Mesin Konversi Energi 1Oh WiwinPas encore d'évaluation
- CHAP10 Rational Method&HydrologyApplicationDocument57 pagesCHAP10 Rational Method&HydrologyApplicationAisyah MustafaPas encore d'évaluation
- VLE of Methanol-Water MixtureDocument14 pagesVLE of Methanol-Water MixtureHafiniHambaliPas encore d'évaluation
- R o Plant 3000 LPHDocument7 pagesR o Plant 3000 LPHPair Hai Lal ProductionPas encore d'évaluation
- Latihan Materi Pertemuan Ke EnamDocument8 pagesLatihan Materi Pertemuan Ke Enamlintang cahyaniPas encore d'évaluation
- EvapPond SizingDocument2 pagesEvapPond Sizingtpgovind100% (1)
- 1902 - MSMA Report 20191204 PDFDocument57 pages1902 - MSMA Report 20191204 PDFKevin LowPas encore d'évaluation
- L-07 (SS) (Ia&c) ( (Ee) Nptel)Document15 pagesL-07 (SS) (Ia&c) ( (Ee) Nptel)Marvin BayanayPas encore d'évaluation
- Chap1 3Document14 pagesChap1 3dhavaleshPas encore d'évaluation
- Rain Water HarvestingDocument15 pagesRain Water HarvestingJagadỴshKrishnamurthyPas encore d'évaluation
- 5 Chap 4 WTP WWTP Water TR 21Document28 pages5 Chap 4 WTP WWTP Water TR 21Tsetsenzaya ChinzorigPas encore d'évaluation
- Veolia Pure Water Guide LR 2021 v08-USDocument36 pagesVeolia Pure Water Guide LR 2021 v08-USBulent Inan100% (1)
- AbsorpDocument3 pagesAbsorpJibi Ninan VarughesePas encore d'évaluation
- Heavy Crude Oil Applications - A Success History Multiphase Pump Technology in Venezuela - BORNEMAN PUMPSDocument43 pagesHeavy Crude Oil Applications - A Success History Multiphase Pump Technology in Venezuela - BORNEMAN PUMPSGustavo Gonzalez ServaPas encore d'évaluation
- Nitric Acid PlantDocument31 pagesNitric Acid Plantejaz khanPas encore d'évaluation
- Deterioration of Water Quality in Anchar LakeDocument8 pagesDeterioration of Water Quality in Anchar LakeishfaqqqPas encore d'évaluation
- Flow Demonstration ExperimentDocument5 pagesFlow Demonstration ExperimentVictoria SooknananPas encore d'évaluation
- Nitrogen Generators Nitrogen On Wall: Series: NOW CP-211Document2 pagesNitrogen Generators Nitrogen On Wall: Series: NOW CP-211Rajendra LabadePas encore d'évaluation
- Qualification of Purified Water Systems PDFDocument12 pagesQualification of Purified Water Systems PDFDontYou KnowMePas encore d'évaluation
- ESAS In House Review Problems ThermodynamicsDocument2 pagesESAS In House Review Problems ThermodynamicsDamdam Sacil0% (2)
- 02 Rainwater Harvesting System ComponentsDocument16 pages02 Rainwater Harvesting System ComponentsMohd Muzani MustafaPas encore d'évaluation
- The Phases of MatterDocument6 pagesThe Phases of MatterbettynogpoPas encore d'évaluation
- ELEC 103: Week 3 - PressureDocument52 pagesELEC 103: Week 3 - PressurebharathaninPas encore d'évaluation
- Cryostar CatalogDocument16 pagesCryostar CatalogKittyPas encore d'évaluation