Vous aimerez peut-être aussi
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Legal Glossary DictionaryDocument734 pagesLegal Glossary DictionaryGECJPas encore d'évaluation
- Emotions: Methods of Assessment: Frijda and Scherer, 2009Document7 pagesEmotions: Methods of Assessment: Frijda and Scherer, 2009GECJPas encore d'évaluation
- Gecj 2021-22-4-67Document64 pagesGecj 2021-22-4-67GECJPas encore d'évaluation
- Five Factor Model of Personality, Assessment ofDocument6 pagesFive Factor Model of Personality, Assessment ofGECJPas encore d'évaluation
- Mechanical Engineering: Syllabus of Undergraduate Degree CourseDocument15 pagesMechanical Engineering: Syllabus of Undergraduate Degree CourseGECJPas encore d'évaluation
- High Court of Judicature For Rajasthan Bench at Jaipur: Sunil Solanki /19/81Document1 pageHigh Court of Judicature For Rajasthan Bench at Jaipur: Sunil Solanki /19/81GECJPas encore d'évaluation
- High Court of Judicature For Rajasthan Bench at Jaipur: Fateh Raj Bohra /6-86Document1 pageHigh Court of Judicature For Rajasthan Bench at Jaipur: Fateh Raj Bohra /6-86GECJPas encore d'évaluation
- Facial PerceptionDocument7 pagesFacial PerceptionGECJPas encore d'évaluation
- Emotions and AgingDocument6 pagesEmotions and AgingGECJPas encore d'évaluation
- High Court of Judicature For Rajasthan Bench at Jaipur: Fateh Raj Bohra /6-120Document1 pageHigh Court of Judicature For Rajasthan Bench at Jaipur: Fateh Raj Bohra /6-120GECJPas encore d'évaluation
- Fiber Reinforced Composites Mallick Solution Manual PDFDocument4 pagesFiber Reinforced Composites Mallick Solution Manual PDFGECJ0% (8)
- Failure Behavior of 2D C SiC I Beam Under Bending Load 2015 Composite StructuresDocument10 pagesFailure Behavior of 2D C SiC I Beam Under Bending Load 2015 Composite StructuresGECJPas encore d'évaluation
- High Court of Judicature For Rajasthan Bench at Jaipur: Raghu/43Document1 pageHigh Court of Judicature For Rajasthan Bench at Jaipur: Raghu/43GECJPas encore d'évaluation
- High Court of Judicature For Rajasthan Bench at Jaipur: VS SHEKHAWAT/113-115Document1 pageHigh Court of Judicature For Rajasthan Bench at Jaipur: VS SHEKHAWAT/113-115GECJPas encore d'évaluation
- Fiber Reinforced Composites Mallick Solution Manual PDFDocument6 pagesFiber Reinforced Composites Mallick Solution Manual PDFGECJ0% (5)
- Class CNCDocument20 pagesClass CNCGECJPas encore d'évaluation
- Fiber Reinforced Composites Mallick Solution Manual PDFDocument4 pagesFiber Reinforced Composites Mallick Solution Manual PDFGECJ0% (8)
- Intellectuals: History of The ConceptDocument4 pagesIntellectuals: History of The ConceptGECJ100% (1)
- Geist (Spirit) : History of The Concept: Eric R Lybeck, Girton College, University of Cambridge, Cambridge, UKDocument5 pagesGeist (Spirit) : History of The Concept: Eric R Lybeck, Girton College, University of Cambridge, Cambridge, UKGECJPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- ISI - Sequence and SeriesDocument44 pagesISI - Sequence and SeriesRajarshiPas encore d'évaluation
- Module 1: Computer Fundamentals 1.1 Introduction To Number System and CodesDocument45 pagesModule 1: Computer Fundamentals 1.1 Introduction To Number System and CodesBachiPas encore d'évaluation
- Artificial Intellegence & Future Workplace: Submited by - Hitesh Gayakwad B.B.A.LLB. (2019) Roll No.-12Document12 pagesArtificial Intellegence & Future Workplace: Submited by - Hitesh Gayakwad B.B.A.LLB. (2019) Roll No.-12hitesh gayakwadPas encore d'évaluation
- Attribution ModelsDocument7 pagesAttribution Modelsjade1986Pas encore d'évaluation
- XRIO User ManualDocument38 pagesXRIO User ManualicovinyPas encore d'évaluation
- Deterministic and Probabilistic Liquefac PDFDocument6 pagesDeterministic and Probabilistic Liquefac PDFFarras Puti DzakirahPas encore d'évaluation
- Guided Revision: Target: JEE (Main + Advanced) - 2019Document3 pagesGuided Revision: Target: JEE (Main + Advanced) - 2019Mridul ChhipaPas encore d'évaluation
- Chap 11Document67 pagesChap 11Reina Erasmo SulleraPas encore d'évaluation
- Figure 2.3 Illustration of Amdahl's Law: © 2016 Pearson Education, Inc., Hoboken, NJ. All Rights ReservedDocument10 pagesFigure 2.3 Illustration of Amdahl's Law: © 2016 Pearson Education, Inc., Hoboken, NJ. All Rights ReservedAhmed AyazPas encore d'évaluation
- Manual de Mathcad 14 en Español PDFDocument410 pagesManual de Mathcad 14 en Español PDFalejandro_baro419Pas encore d'évaluation
- Intro To Modeling (CMM)Document36 pagesIntro To Modeling (CMM)api-3773589Pas encore d'évaluation
- Prediction of Fatigue Failure in A Camshaft Using The Crack MethodDocument9 pagesPrediction of Fatigue Failure in A Camshaft Using The Crack MethodDiego PovedaPas encore d'évaluation
- Ignazio Basile, Pierpaolo Ferrari (Eds.) - Asset Management and Institutional Investors-Springer International Publishing (2016) PDFDocument469 pagesIgnazio Basile, Pierpaolo Ferrari (Eds.) - Asset Management and Institutional Investors-Springer International Publishing (2016) PDFrhinolovescokePas encore d'évaluation
- Practice Set - 2Document11 pagesPractice Set - 2Manu Manoj KumarPas encore d'évaluation
- DepressionnnDocument5 pagesDepressionnnMilkie MangaoilPas encore d'évaluation
- Ma8251 Unit I Matrices v1Document124 pagesMa8251 Unit I Matrices v1Kousheek VinnakotiPas encore d'évaluation
- Dissicusion 1Document3 pagesDissicusion 1Kalama Kitsao100% (1)
- Basis Path TestingDocument4 pagesBasis Path TestingKaushik MukherjeePas encore d'évaluation
- Algorithm: Computer Science: A Modern Introduction. The Algorithm "Is The Unifying ConceptDocument7 pagesAlgorithm: Computer Science: A Modern Introduction. The Algorithm "Is The Unifying ConceptMaria ClaraPas encore d'évaluation
- Commodore 64 User's GuideDocument121 pagesCommodore 64 User's GuideMoe B. Us100% (5)
- Comparison Between Full Order and Minimum Order Observer Controller For DC MotorDocument6 pagesComparison Between Full Order and Minimum Order Observer Controller For DC MotorInternational Journal of Research and DiscoveryPas encore d'évaluation
- (Loría y Salas, 2012) Crucial Exchange Rate Parity. Evidence For MexicoDocument12 pages(Loría y Salas, 2012) Crucial Exchange Rate Parity. Evidence For Mexicobilly jimenezPas encore d'évaluation
- Brinell Hardness Standard.Document32 pagesBrinell Hardness Standard.Basker VenkataramanPas encore d'évaluation
- MIniMax AlgorithmDocument8 pagesMIniMax AlgorithmVariable 14Pas encore d'évaluation
- 2018-IPS Endterm SolsDocument14 pages2018-IPS Endterm SolsAnurag BhartiPas encore d'évaluation
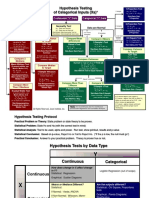
- Hypothesis Testing Roadmap PDFDocument2 pagesHypothesis Testing Roadmap PDFShajean Jaleel100% (1)
- The Pavement Performance Modeling: Deterministic Vs Stochastic ApproachesDocument19 pagesThe Pavement Performance Modeling: Deterministic Vs Stochastic ApproachesmarziyehPas encore d'évaluation
- 2-Angle Pair Relationships PDFDocument4 pages2-Angle Pair Relationships PDFLeigh YahPas encore d'évaluation
- Perimeter & Area: Section - ADocument5 pagesPerimeter & Area: Section - AKrishna Agrawal100% (1)
- Naac Lesson Plan Subject-WsnDocument6 pagesNaac Lesson Plan Subject-WsnAditya Kumar TikkireddiPas encore d'évaluation