Vous aimerez peut-être aussi
- Lot Acceptance Sampling PlanDocument17 pagesLot Acceptance Sampling PlanRajesh SarkarPas encore d'évaluation
- Module 20: Basic principles of Acceptance samplingDocument22 pagesModule 20: Basic principles of Acceptance samplingPradeep GsPas encore d'évaluation
- Acceptance Sampling: Online TutorialDocument7 pagesAcceptance Sampling: Online TutorialSevinc TunaPas encore d'évaluation
- Statistical Process Control: Samir MistryDocument26 pagesStatistical Process Control: Samir Mistrypankajschaudhary7588Pas encore d'évaluation
- Statistical Quality ControlDocument18 pagesStatistical Quality ControluzaimyPas encore d'évaluation
- Seven Basic Quality Tools PDFDocument20 pagesSeven Basic Quality Tools PDFjoselynPas encore d'évaluation
- Appendix A PDFDocument1 pageAppendix A PDFChoirunisa AKPas encore d'évaluation
- Ansiasqz142003 PDFDocument96 pagesAnsiasqz142003 PDFmaria najeraPas encore d'évaluation
- Statistical Constants FileDocument12 pagesStatistical Constants FileAnandhi ChidambaramPas encore d'évaluation
- Anova Gauge RR Repeatability ReproducibilityDocument3 pagesAnova Gauge RR Repeatability ReproducibilitysharkfsdfskjfsdfsfePas encore d'évaluation
- Quality Control and Acceptance SamplingDocument15 pagesQuality Control and Acceptance SamplingMark Ortiz Luis OllerPas encore d'évaluation
- Fundamentals of StatisticsDocument10 pagesFundamentals of StatisticsLucky GojePas encore d'évaluation
- Question Bank 4th SemesterDocument16 pagesQuestion Bank 4th SemesterJeevanandam ShanmugasundaramPas encore d'évaluation
- Statistical Process Control: Operations Management R. Dan Reid & Nada R. SandersDocument32 pagesStatistical Process Control: Operations Management R. Dan Reid & Nada R. SandersM Afif Budi WicaksonoPas encore d'évaluation
- New GD&TDocument3 pagesNew GD&TvasantPas encore d'évaluation
- IATF1 6949- 2016 英文版 main std PDFDocument62 pagesIATF1 6949- 2016 英文版 main std PDFpunitg_2Pas encore d'évaluation
- Metrology 1CDocument44 pagesMetrology 1CRadhaMadhavPas encore d'évaluation
- 65 DoublenormalDocument1 page65 DoublenormalchamindawPas encore d'évaluation
- Jig & FixtureDocument30 pagesJig & FixtureAnkur ParshavPas encore d'évaluation
- To Study and Design A Helical Spring.Document6 pagesTo Study and Design A Helical Spring.Kartik BadalPas encore d'évaluation
- Acceptence SamplingDocument24 pagesAcceptence SamplingFaysal AhmedPas encore d'évaluation
- 1.1 Types of FixturesDocument19 pages1.1 Types of FixturesSrinivas DsPas encore d'évaluation
- ProblemSheets2015 SolutionsDocument202 pagesProblemSheets2015 Solutionssumit_raisedPas encore d'évaluation
- Geometric Dimensioning and Tolerancing Visual GlossaryDocument23 pagesGeometric Dimensioning and Tolerancing Visual GlossarypdmnbraoPas encore d'évaluation
- Assistant Gage R and RDocument19 pagesAssistant Gage R and ROrlando Yaguas100% (1)
- Acceptance SamplingDocument50 pagesAcceptance SamplingSin TungPas encore d'évaluation
- MiniTab Overview and ExercisesDocument8 pagesMiniTab Overview and ExercisesrrathorePas encore d'évaluation
- Mil STD 105datributosDocument68 pagesMil STD 105datributosMati GonzalezPas encore d'évaluation
- Fall 2014 HW 11 SolnsDocument22 pagesFall 2014 HW 11 Solnsaleman844Pas encore d'évaluation
- Control Charts: by Praveen GuptaDocument4 pagesControl Charts: by Praveen GuptaKlemen StrušnikPas encore d'évaluation
- C7 Acceptance Sampling SystemDocument16 pagesC7 Acceptance Sampling Systemmuhammad_mmdPas encore d'évaluation
- GD&T Dimensioning and Tolerancing GuideDocument3 pagesGD&T Dimensioning and Tolerancing Guidedesign12Pas encore d'évaluation
- Minitab Notes (Version 15) GuideDocument3 pagesMinitab Notes (Version 15) GuideronsronyPas encore d'évaluation
- Uncertainty Budget TemplateDocument4 pagesUncertainty Budget TemplateshahazadPas encore d'évaluation
- Introduction To Statistics - Lecture Note RC-1Document64 pagesIntroduction To Statistics - Lecture Note RC-1ermias alemePas encore d'évaluation
- Interpret The Key Results For Attribute Agreement AnalysisDocument28 pagesInterpret The Key Results For Attribute Agreement AnalysisA B M Kalim Ullah100% (1)
- Statistical Quality Control TechniquesDocument41 pagesStatistical Quality Control TechniquesMahesh VanePas encore d'évaluation
- Acceptance Quality Level (AQL) definitionsDocument12 pagesAcceptance Quality Level (AQL) definitionsShubham TilaraPas encore d'évaluation
- Minitab Basics: For Students in Biometry (Z 631)Document65 pagesMinitab Basics: For Students in Biometry (Z 631)angelokyoPas encore d'évaluation
- 3 General-Equipment-tableDocument15 pages3 General-Equipment-tableluciaPas encore d'évaluation
- MSA With Attribute DataDocument2 pagesMSA With Attribute Datasubha_pandianPas encore d'évaluation
- Quick Guide to Measuring ToolsDocument2 pagesQuick Guide to Measuring ToolsArvin BabuPas encore d'évaluation
- Assignment 2Document8 pagesAssignment 2Sabyasachi ChowdhuryPas encore d'évaluation
- 4.1 Introduction To SPCDocument57 pages4.1 Introduction To SPCVinith MoorthyPas encore d'évaluation
- Bias and Accuracy Definition PDFDocument7 pagesBias and Accuracy Definition PDFVallik TadPas encore d'évaluation
- MSA-R&R Training Program GuideDocument25 pagesMSA-R&R Training Program GuideHarshad KulkarniPas encore d'évaluation
- Msa PresentationsDocument17 pagesMsa PresentationsNarasimharaghavanPuliyurKrishnaswamyPas encore d'évaluation
- Control Charts For Attributes 2Document42 pagesControl Charts For Attributes 2وسام توفيقPas encore d'évaluation
- ISO 14000 Quality StandardsDocument4 pagesISO 14000 Quality Standardsmastercontroldotcom100% (1)
- Introduction To GDDocument8 pagesIntroduction To GDCatalin FinkelsteinPas encore d'évaluation
- Section C - Acceptance Sampling: Management of QualityDocument15 pagesSection C - Acceptance Sampling: Management of QualityHusain LakhtarwalaPas encore d'évaluation
- VvenDocument7 pagesVvenAdvendro Chandra0% (1)
- Test Bank For Absolute C 5th Edition Savitch Mock 013283071X 9780132830713Document36 pagesTest Bank For Absolute C 5th Edition Savitch Mock 013283071X 9780132830713johnbellgienbqscjt100% (22)
- Forecasting Box-Jenkins Unit RootDocument42 pagesForecasting Box-Jenkins Unit RootLily EisenringPas encore d'évaluation
- Ltda - Quality Engineering - Teknik Industri - TK2-W4-S5-R1Document7 pagesLtda - Quality Engineering - Teknik Industri - TK2-W4-S5-R1Ragowo Tri WicaksonoPas encore d'évaluation
- Ice Cream ConsumptionDocument10 pagesIce Cream Consumptionyafoor04Pas encore d'évaluation
- 7-Risk and Real Options in Capital BudgetingDocument38 pages7-Risk and Real Options in Capital BudgetingSameerbaskarPas encore d'évaluation
- Response 2_OC CurveDocument25 pagesResponse 2_OC Curvebismillahotw dewakipasPas encore d'évaluation
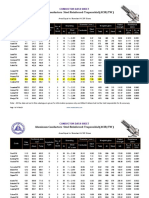
- Aluminum Conductors Steel Reinforced-Trapezoidal (ACSR/TW)Document4 pagesAluminum Conductors Steel Reinforced-Trapezoidal (ACSR/TW)Travis WoodPas encore d'évaluation
- Ehv Disconnectors For Smart GridDocument2 pagesEhv Disconnectors For Smart GridTravis WoodPas encore d'évaluation
- Re Voltage StabilityDocument27 pagesRe Voltage StabilityTravis WoodPas encore d'évaluation
- Anandaram BaruaDocument1 pageAnandaram BaruaTravis WoodPas encore d'évaluation
- Transformer Factory Assembly Area LayoutDocument55 pagesTransformer Factory Assembly Area LayoutTravis Wood100% (2)
- Enhanced Performance of Zinc Oxide Arrester by Simple Modification in Processing and Design 2169 0022.1000135Document6 pagesEnhanced Performance of Zinc Oxide Arrester by Simple Modification in Processing and Design 2169 0022.1000135Travis WoodPas encore d'évaluation
- Gear Design For Quiet Reduction GearDocument8 pagesGear Design For Quiet Reduction GearTravis WoodPas encore d'évaluation
- April Is The Cruellest MonthDocument1 pageApril Is The Cruellest MonthTravis WoodPas encore d'évaluation
- KSEB Technical SPec PDFDocument279 pagesKSEB Technical SPec PDFTravis WoodPas encore d'évaluation
- Ceramic Manufacturing PDFDocument41 pagesCeramic Manufacturing PDFTravis WoodPas encore d'évaluation
- 1363 Bolts and Nut Standard PDFDocument7 pages1363 Bolts and Nut Standard PDFTravis WoodPas encore d'évaluation
- CT Grounding To Avoid Nuisance TrippingDocument2 pagesCT Grounding To Avoid Nuisance TrippingTravis WoodPas encore d'évaluation
- Analysis of Grading Ring and Heat Sink Impact on Surge Arrester PerformanceDocument7 pagesAnalysis of Grading Ring and Heat Sink Impact on Surge Arrester PerformanceTravis WoodPas encore d'évaluation
- Overhead Conductor Installation Guide: Recommended PracticesDocument20 pagesOverhead Conductor Installation Guide: Recommended Practicesvjs270385Pas encore d'évaluation
- Unidirectional Corona RingDocument2 pagesUnidirectional Corona RingTravis WoodPas encore d'évaluation
- Study of Single and Double Sampling PlansDocument14 pagesStudy of Single and Double Sampling PlansTravis WoodPas encore d'évaluation
- SPEED Continuous Panels Plants Design IssuesDocument18 pagesSPEED Continuous Panels Plants Design IssuesTravis WoodPas encore d'évaluation
- 3 Sec-III-Hardware Fittings & AccessoriesDocument49 pages3 Sec-III-Hardware Fittings & AccessoriesTravis WoodPas encore d'évaluation
- Fretting Fatigue in Overhead ConductorsDocument16 pagesFretting Fatigue in Overhead ConductorsTravis WoodPas encore d'évaluation
- ElectricalDocument34 pagesElectricalTravis WoodPas encore d'évaluation
- En 10204-2004 Metallic Products - Types of Inspection DocumentsDocument10 pagesEn 10204-2004 Metallic Products - Types of Inspection DocumentsDalamagas KwnstantinosPas encore d'évaluation
- Innovative Adhesive For Sandwich SystemsDocument20 pagesInnovative Adhesive For Sandwich SystemsTravis WoodPas encore d'évaluation
- Spacer Damper IssuesDocument5 pagesSpacer Damper IssuesTravis WoodPas encore d'évaluation
- SPEED Continuous Panels Plants Design IssuesDocument18 pagesSPEED Continuous Panels Plants Design IssuesTravis WoodPas encore d'évaluation
- Anil Agarwal: Research: Mud As A Traditional Building MaterialDocument10 pagesAnil Agarwal: Research: Mud As A Traditional Building MaterialTravis WoodPas encore d'évaluation
- Mud Architecture: I J I R S E TDocument6 pagesMud Architecture: I J I R S E TJazzPas encore d'évaluation
- An Introduction To Conway's Games and NumbersDocument30 pagesAn Introduction To Conway's Games and NumbersSilentSparrow98Pas encore d'évaluation
- CB Spec SvenskaDocument44 pagesCB Spec SvenskaTravis WoodPas encore d'évaluation
- Bolt InterlocksDocument5 pagesBolt InterlocksTravis WoodPas encore d'évaluation