ava,
ay UNIVERSIDADE ES
unesp “” TADUAL PAULISTA
UNIDADE DIFERENCIADA - SOROCABAVIPERO.
Engenharia de Controle e Automacao
OMA
Oficina Mecanica para Automagao
Acabamento de Superficies
Rugoridade Superficiat
Professor.: Dr. Luiz Carlos Rosa
Rugosidade
Rugosidade das superticies
As superficies dos componentes mecénicos devem ser adequadas ao tipo de fungo que exercem,
Por esse motivo, a importéncia do estudo do acabamento supertical aumenta a medida que crescem as
exigéncias do projeto.
‘As superficies dos componentes deslizantes, como o eixo de um mancal, devem ser lsas para que o atrto
seja o menor possivel, Jé as exigéncias de acabamento das superficies extemas da tampa e da base do
mancal sao menores.
‘A produgo das superficieslisas exige, em geral, custo de fabricagao mais elevado.
s diferentes processos de fabricagao de componentes mecdnicos determinam acabamentos diversos nas
suas superfcies.
‘As superficies, por mais perfeitas que sejam, apresentam irregularidades. E essas iregularidades
‘compreendem dois grupos de erras:erros macrogeométrics e erros microgeométricos
Erros macrogeométricos sao 0s erros de forma, verficaveis por meio de instrumentos convencionais de
medigo, como micrémetros, reldgios comparadores, projetores de peril etc.
Entre esses erros, incluem-se divergéncias de ondulagées, ovalizagdo, retilineidade, planicidade,
circularidade etc,
Durante a usinagem, as principais causas dos erros macrogeométricos sé:
defeitos em guias de maquinas-ferramenta;
desvios da maquina ou da pega;
fixagdo errada da pega;
distorgao devida ao tratamento térmico.
Erros microgeomeétricos sao 0s erros conhecidos como rugosidade.
Rugosidade
E o conjunto de irreqularidades, isto 6, pequenas saliéncias e reentrancias que caracterizam uma superficie
Essasirregularidades podem ser avaliadas com aparelhos eletrOnicos, a exemplo do rugosimetro. A
rugosidade desempenha um papel importante no comportamento dos componentes mecéinicos. Ela infli na:
qualidade de deslizamento;
resistencia ao desgaste;
possibilidade de ajuste do acoplamento forcado;
resisténcia oferecida pela superficie ao escoamento de fuidos e lubrificantes;
qualidade de aderéncia que a estrutura oferece as camadas protetoras;
resisténcia a corrosao e a fadiga;
vedagao;
aparéncia.
‘A grandeza, a orientago e o grau de irregularidade da rugosidade podem indicar suas causas que, entre
outras, sao:
imperfeigdes nos mecanismos das maquinas-ferramenta;
vibragdes no sistema peca-ferramenta;
desgaste das ferramentas;
© proprio método de conformagao da pega.
Conceitos basicos
Para estudar e criar sistemas de avaliagao do estado da superficie, € necessario definir previamente diversos
termos e conceitos que possam criar uma linguagem apropriada. Com essa finalidade utiizaremos as
definigdes da norma NBR 6405/1988,
Superficie geométrica
Superficie ideal prescrita no projeto, na qual no
existem erros de forma e acabamento. Por
exemplo: superficies plana, cilindrica etc., que
sejam, por definigdo, perfeitas. Na realidade, isso
nao existe; trata-se apenas de uma referéncia.
‘A superficie Geométrca €,
por definicdo, perfeita,
Superficie real
‘Supericie que limita o corpo e o separa do meio que o envolve. E a superficie que resulta do método
empregado na sua produgo. Por exemplo: torneamento, retifica, ataque quimico etc, Superficie que
podemos ver e tocar.
superticie real
‘Superficie real, uma heranca do
método empregado na usinagem
Superticie efetiva
‘Superfcie avaliada pela técnica de medigao, com forma aproximada da superficie real de uma pega. E a
superficie apresentada e analisada pelo aparelho de medicao. € importante esclarecer que existem
diferentes sistemas e condigGes de medigao que apresentam diferentes superfcies efetivas
‘Superficie efetiva apresentada com
ampliagao par uma impressora
Perfil geométrico
Intersegao da superticie geométrica com um plano perpendicular. Por exemplo: uma superficie plana
perfeita, cortada por um plano perpendicular, originara um perfil geométrico que sera uma linha reta
perfil geométrico
‘O perfil geométrico 6,
Por definigao, perteito.
Perfil real
Intersecgao da superficie real com um plano perpendicular. Neste caso, o plano perpendicular (imaginrio)
cortara a superficie que resultou do método de usinagem e originard uma lina ireguar.
superficie real
perf real
plane perpendicular
8 superficie geomética
Perfil eal, ortado por um plane perpendicular
Perfil efetivo
Imagem aproximada do perfil real, obtido por um meio de avaliago ou medigao. Por exemplo: o perfil
apresentado por um registro grafico, sem qualquer fitragem e com as limitagGes atuais da eletrénica
Perfil efetivo, obtido com impressora de rugosimetro (sem fitrar ondulagoes)
Perfil de rugosidade
Obtido a partir do perfil efetivo, por um instrumento de avaliagdo, apés fitragem. € 0 perfil apresentado por
um registro grafico, depois de uma fitragem para eliminar a ondulagao a qual se sobrepde geralmente a
rugosidade,
Perfil de rugosidade (apés filragem da ondulagao)
Composigéo da superficie
‘Tomando-se uma pequena porgao da superficie, observam-se certos elementos que a compéem.
S SaannEA ERRIEeNaN ote
Roqostade
TB
“Ondulacdo
a ao
- Erro de forma
Elementos que compde o superficie
A figura representa um perfil efetivo de uma superticie, e servira de exemplo para salientar os elementos
que compoem a textura superficial, decompondo o perfil
A) _Rugosidade ou textura primaria é 0 conjunto das iregularidades causadas pelo processo de
produgao, que so as impressdes deixadas pela ferramenta (fsa, pastiha, rolo laminador etc.)
Lembrete: a rugosidade é também chamada de erro microgeomeétrico.
B) __Ondulagao ou textura secundaria ¢ o conjunto das iregularidades causadas por vibragdes ou
deflexdes do sistema de produgdo ou do tratamento térmico.
C) _ Orientagao das irregularidades ¢ a diregdo geral dos componentes da textura, ¢ s80
classificados como
orientagao ou peril periddico - quando os sulcos tém diregdes definidas;
otientagao ou perfil aperiédico - quando os sulaos nao tém diregdes definidas
D) Passo das irregularidades a média das distancias entre as saliéncias.
1: passo das irregularidades da textura primétia;
D2: passo das irregularidades da textura secundéria
passo pode ser designado pela freqiiéncia das irregularidades.
E) Altura das irregularidades ou amplitude das irregularidades.
Examinamos somente as irtegularidades da textura primaria,
Critérios para avaliar a rugosidade
Comprimento de amostragem (Cut off)
Toma-se 0 perfil efetivo de uma superficie num comprimento im, comprimento total de avaliagao. Chama-
s2 0 comprimento le de comprimento de amostragem (NBR 6405/1988)
© comprimento de amostragem nos aparelhos eletrbnicos, chamado de cut-off le), nao deve ser
confundido com a distancia total (It) percorrida pelo apalpador sobre a superficie.
E recomendado pela norma ISO que os rugosimetros devam medir 5 comprimentos de amostragem €
devem indicar 0 valor mécio.
Comprimentos para avaliagao de rugosidade.
‘A distincia percorrida pelo apalpador deverd ser igual a 5 le mais a distancia para atingir a velocidade de
medigdo lv e para a parada do apalpador Im.
Como o perfil apresenta rugosidade e ondulagéo, o comprimento de amostragem fra a ondulagéo.
Rugosidade e ondulacao
‘A rugosidade He é maior, pois lz incorpora ondulagao.
‘Arugosidade Hi é menor, pois, como o comprimento le 1 & menor, ele fitra a ondulagao.
Sistemas de medicao da rugosidade superficial
‘Sao usados dois sistemas basicos de medida: o da linha média M e o da envolvente E. O sistema da linha
média é 0 mais utlizado. Alguns paises adotam ambos os sistemas. No Brasil - pelas Normas ABNT NBR
6405/1988 e NBR 8404/1984 -, € adotado o sistema M.
‘Sistema M
No sistema da linha média, ou sistema M, todas as grandezas da medigdo da rugosidade so definidas a
partir do seguinte conceito de linha média:
Linha média a linha paralela @ dlregéo geral do perfil, no comprimento da amostragem, de tal modo que a
soma das reas superiores, compreendidas entre ela e o perfil efetvo, sea igual é soma das areas
inferiores, no comprimento da amostragem (le).
‘Supeficie efetiva
Linha média
Comprimento da amostragem
‘Ale A2 dreas acima da linha média = A3 area abaixo da linha média,
AL+AQ=A3,
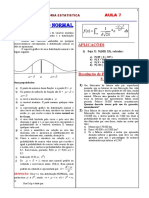
Parametros de rugosidade
Rugosidade média (Ra)
E a média aritmética dos valores absolutos das ordenadas de afastamento (yi), dos pontos do perfil de
rugosidade em relagéo a linha média, dentro do percurso de medigao (Im). Essa grandeza pode
corresponder a altura de um reténgulo, cua érea é igual & soma absoluta das areas delimitadas pelo perfil
de rugosidade e pela linha média, tendo por comprimento 0 percurso de medica (Im).
fa = LEM yy
Esse parémetro é conhecido como
Ra (roughness average) significa rugosidade média;
CLA (center line average) significa centro da linha média,e & adotado pela norma inglesa, A medida &
cexpressa em micropolegadas (in = microinch).
‘Annorma NBR 8404/1984 de indicagao do Estado de Superficies em Desenhos Técnicos esclarece que a
caracteristica principal (0 valor) da rugosidade Ra pode ser indicada pelos nimeros da classe de
rugosidade correspondente, conforme tabela a seguir.
Classe de rugosidade — |Rugosidade RA
(valor em yim)
Nz 50.
Nit B
NiO 125
Ng. 63
NB. 32
NZ. 16
N6 08
NS: 04
NA 02
N3 01
N2 0,05
Ni 0,025
0 desvio médio artmatico € expresso em micrometto (1m).
Rugosidade maxima (Ry)
Esta definido como o maior valor das rugosidades parcias (Zi) ue se apresenta no percurso de medigao
(Im). Por exemplo: na figura a seguir, o maior valor parcial é o Z3, que esta localizado no 32 cut off, e que
corresponde a rugosidade Ry.
ahh
Rugosidade Rt. Distancia entre pico mais alto e vale mas fundo,
O parémetro Ry pode ser empregado nos seguintes casos:
Superfcies de vedacao,
Assentos de anéis de vedacao;
Supericies dinamicamente carregadas,
Tampdes em geral;
Parafusos altamente cartegados;
Superfcies de deslizamento em que o peril efetivo é periddico,
Rugosidade total (Rt)
Corresponde a disténcia vertical entre o pico mais alto eo vale mais protundo no comprimento de
avaliagdo (Im), independentemente dos valores de rugosidade parcial (Z). Na figura abaixo, pode-se
‘observar que 0 pico mais alto esta no reténgulo Z1,e que o vale mais fundo encontra-se no retangulo Z3.
Ambos configuram a profundidade total da rugosidade Rt.
Pp
fe
Gn =nx be
Rugosidade Rt. Distancia entre pico mais alto e vale mas fundo,
parametro Rt tem o mesmo emprego do Ry, mas com maior rigidez, pois considera o comprimento de
‘mostra igual ao comprimento de avaliagao.
Rugosidade media (Rz)
Corresponde a média artmética dos cinco valores de rugosidade parcial. Rugosidade parcial (Zi) € a soma
os valores absolutos das ordenadas dos pontos de maior afastamento, acima e abaixo da linha média,
existentes no comprimento de amostragem (cutoff). Na representagéo grafica do perf, esse valor
ccorresponde & altura entre os pontos maximo e minimo do perfil, no comprimento de amostragem (I). Ver
figura a seguir.
ZyptZgtZs+ ZgtZs
Ry = .
zy
Z3
o |
nN N
wien
s
N
& bm bo
&
Rugosidade parcial Zé para definir R2
© parémetro Rz pode ser empregado nos seguintes casos.
Pontos isolados nao infuenciam na fungo da pega a ser controlada. Por exemplo: superfcies de apoio e
de deslizamento, ajustes prensados etc.;
Em superficies onde o perfil é periddico e conhecido.
Representagao de rugosidade
Simbologia: Norma ABNT - NBR 8404/1984
‘ANorma ABNT - NBR 8404 fia os simbolos e indicagbes complementares para a identiicagao do estado
de superficie em desenhos técnicos.
Quadro 1: Simbolo sem indicagao
‘Simbolo | Significado
SSimbolo basico; $6 pode ser usado quando seu
JV significado for complementado por uma indicagao.
J Caracteriza uma superficie usinada, sem mais detalhes.
Caracteriza uma superficie na qual a remogao de
material nao & permitida e indica que a superficie deve
of permanecer no estado resultante de um processo de
fabricacao anterior, mesmo se ela tiver sido obtida por
usinagem.
‘Simbolos com indicagao da caracteristica principal da rugosidade, RA
Superficie com rugosidade de valor maximo R
63 Ng
Wal
3m e minimo Ra = 1,6,4m.
10
‘Simbolo com indicacées complementares
Simbolo Significado
ese Proceso de fabricagao: fresar.
Zs | Compromisso de amostragem cut of 2.5mm.
Diregao das estrias: perpendicular ao plano;
projegao da vista
Sobremetal para usinagem = 2mm.
diferente de Ra, por exemplo, Rt= 0.4mm,
Indicagao (entre parénteses) de um outro parametro de rugosidade
CO rugosimetro 6 um aparelho eletronico amplamente empregado na indiistria para verificagao de superficie
de pecas e ferramentas (rugosidade). Assegura um alto padrao de qualidade nas medigdes. Destina-se
analise dos problemas relacionados a rugosidade de superticies.
Processo da determinacao da rugosidade
Esse processo consiste, basicamente, em percorrer a rugosidade com um apalpador de formato
normalizado, acompanhiado de uma guia (patim) em relago ao qual ele se move verticalmente.
Enquanto 0 apalpador acompanha a rugosidade, a guia (patim) acompanha as ondulacGes da superficie. O
movimento da agulha é transformado em impulsos elétricos e registrados no mostrador e no grafico.
Tabelas e informages gerais importantes.
Tabele 3.17 Utiizago dos pardmettas de rugosidade nos diversos paises
Pardmettos
Pais Normas
Sistema Unidade _Pardmetios
P.NB.13 M m —-RYAA)
Aomanna ON 3142, S141, 4764, 4763, mR,
4762, 4761, 4760
EuA ASA 8.461 M pol
705-001
Franca Epeo8) EM Cr
inglateva BS. 1134
hati eee E mR,
1
Tabel
320 Conversio de escalas de rugosidade
2, (CA)
., (AMS) Ra Fy)
Desvio médio aritmstico _—_Desvio médio quadrético Alt. max. wreguloridades
Micro- Micro: Micro
polegadas MIO" olegadas —MICION reads
1.96 0.083 206 015, 590
236 0.063 249 018 7.09
276 0078 291 021 827
315 0.084 3.32 024 945
354 03s 374 027 106
394 0105 an 030 118
5.90 0.158 6.18 00 187
788 0.210 827 0.60 236
9.83 0,281 103 0.80 318
118 0.315, 128 0.95 374
138 0.368, 145 410 433
15,7 0.420 165 1125 493,
173 0.473 186 1.40 55.1
19.7 0825 207 1.80 830
236 0.630 248 200 788
0.70 276 0735, 289 230 805
“080 315 0.840 331 270 108
O30 354 0945 372 3.00 8
"1,00 39.4 105 a3 330 130
1.20 ana 1.26 496 4,00 187
1.40 551 187 57.9 460 181
“1160 63,0 1.68 66.2 530 209
1,80 709 a9 748 590 233
"200 788 210 827 6.50 288
“Valores R, normalizados pela ABNT
1. micron ~' 38,4 micropolegadas
1 mictopolegada = 0,025 micron
Tabels 3.19 Relacdo entre indicagdes em desenho e rugosidade superticiat
Ra ‘APLICAGOES TIPICAS DE RUGOSIDADE SUPERFICIAL
0,01 | Blocos-padrao, réguas triangulares de alta preciso: guias de aparelhos de medida de alta
preciso. -
0,02 _| Aparelhos de preciso, suoperficies de medida em micrémetros e calibres de preciso.
Calibradores, elementos de valvulas de alta pressao hidraulic
0,04 _| Aguihas de rolamentos, suuperacabamento de camisa de bloco de motor.
0,05 | Pistas de rolamentos, pecas de controle de alta preciso.
0,06 _| Valvulas giratérias de alta pressao, camisas de blocos de motores.
0,08 | Agulhs de rolamentos de grandes dimensoes, colos de virabrequim. |
0,1 | Assentos cénicos de valvulas, eixos montados sobre mancais de bronze, teflom, etc., a
velocidades médias.
13
0,15 | Rolamentos de dimensdes médias, colos de rotores de turbinas e redutores. -
0,2 | Mancais de bronze, nailon, etc. Cones de cubos sincronizados de caixa de cambio de
automéveis
0,3 _| Flancos de engrenagens.
0,4 | Pistas de assento de aguihas de cruzetas em cardas, superficie de guia de elementos de
presisao.
0,6 _ | Valvulas de esfera, tambores de freio
1,5 | Assentos de rolamentos em eixos com carga pequena, eixos e furos para engrenagens,
cabegas de pistao.
2 | Superficies usinadas em goral,elxos, chavetas de precisdo, alojamentos de rolamentos.
3__| Superficies usinadas, superficies de referéncia, de apoio, etc.
4 | Superficies desbastadas por operacao de usinagem
‘5a | Superficies fundidas, superficies estampadas.
45
Maior | Pecas fundidas, forjadas e laminadas.
que
15
BIBLIOGRAFIA:
AGOSTINHO, O L; RODRIGUES. A C S; LIRANI, J: Tolerancias, ajustes,desvios e analise de
dimengoes, Ed 2004, Editora Edgard Blucher, $ Paulo
14
6. Tolerdncias de Acabamento Superficial - Rugosidade -122-
interior do simbolo, conforme mostra a Fig. 6.11b. De acordo com a ABNT, a medida
de rugosidade sera sempre indicada pelo valor de Ra, a menos que haja indicacdo em
contrdrio.
= Para indicagées complementares, deve-se acrescentar uma linha horizontal ao traco
maior do simbolo (Fig. 611c, 6.114). Sobre esta linha serd indicado 0 tipo de usinagem
ou acabamento (tomear, retificar, limpar com jato de areia, polir, etc.). Abaixo da linha
horizontal, pode-se indicar a orientacdo preferencial dos sulcos de usinagem, conforme
mostram as Fig. 6.11d e Fig. 6.12.
‘Tab. 6.3: Caracteristica da rugosidade média Ry
Classe da Rugosidade | Rugosidade média Ra
(um)
N12 50
Nit 25
N10 12,5
NO 63
NB 32
N7 16
N6 08
NS 04
Na 0,2
NB Ot
N2 0,05
Ni 0,03
6. Tolerdncias de Acabamento Superficial - Rugosidade =123-
a2 (b)
Tornear Tornear
wi ©
Fig. 6.11: Indicacéo de rugosidade superficial em desenhos
6. Tolerancias de Acabamento Superficial - Rugosidade -124-
Sinais PERSPECTIVA ] INDICAGKO DO] ORIENTAGAO DOS SULCOS | DIRECAO DA
convencionais | ESQUEMATICA DESENHO MEDIGAO DA
RUGOSIDADE OU DO
PLANO DE PERFIL
Os sulcos devem ser Perpendicular &
orientados paralelamente diregao dos sulcos
- J ao trago da superficie sobre
7 ‘a qual o simbolo se apdia,
no desenho:
(Os sulcos deve ser Perpendicular 8
orientados em diregao. diregdo dos sulcos
Normal ao trago da
‘superficie sobre a qual 0
— simbolo se apdia no
desenho
Os sulcos devem ser ‘Segundo a bissetriz
orientados segundo duas | dos Angulos formados
x diregdes cruzadas pelas direges dos
suleos
(Os sulcos devem ser Em qualquer direcdo
M orientados segundo vérias
diregdes (sulcos multi-
direcionais)
‘5 sulcos deve ser Radial
aproximadamente
c ‘concéntricos com 0 centro
da superficie 8 qual 0
simbolo se refere
(Os sulcos devern ser Normal a um raio
orientados segundo:
R diregSes aproximadamente
radiais em relacdo a0
centro da superficie & qual
‘9 simbolo se refere
Fig. 6.12: Simbolos convencionais para indicacao da orientacao dos sulcos
6 Tolerdncias de Acabamento Superficial - Rugosidade -125-
* Quando existir um comprimento de controle, deve-se indicar seu valor em
milimetros como mostra a figura abaixo
Comprimento de
50 2
controle = 50 mm
WMATA.
* A indicacao de sobre-metal para usinagem deve ser indicada do lado esquerdo do
simbolo , como mostra a figura abaixo.
3 Sobre-metal = 5mm
A Fig. 6.13 mostra mais detalhes sobre a simbologia a ser utilizada em desenhos
técnicos.
‘Simbolo Significado
‘Simbolo basico. Sé pode ser usado quando seu significado for
complementado por uma indicagao.
Caracterizaco de uma superficie usinada sem maiores detalhes.
Caracteriza uma superficie na qual a remogdo de material ndo é permitida e
Indica que @ superficie deve permanecer no estado resultante de um
\o/ proceso de fabricagéo anterior, mesmo se esta tiver sido obtida por
usinagem ou outro processo.
‘Simbolo
Significado
‘A remocao do material &
Tacultativa exigida ndo-permitida
7 ‘Superficie com uma
/ ov ue/ 3.2/ ou N8/ | rugosidade com valor
maximo Ra = 3,2 um
3,2/ ou NB /
Superficie com uma
no / | 63/ ng 63
ou N? / 16/ ou N7 1,6 / rugosidade de um valor
\/ V \ Y
maximo Ra = 6,3 ume
minimo Ra = 1,6 um
Fig. 6.13: Simbologia para indicagSo de rugosidade superficial em desenhos
6. Tolerdncias de Acabamento Superficial - Rugosidade = 126 -
A indicacéo de acabamento superficial em desenhos sob a forma de triéngulos esté
ultrapassada endo deve ser utilizada. hs vezes, porém, devido as dificuldades em se
medir os pardmetros de rugosidade, a aplicagio desta simbologia é adotada como
indicagdo meramente qualitativa. Recomenda-se todavia a medigio da rugosidade
respectiva indicagéo por um parametro especifico. A Tab. 6.4 mostra uma relacio
aproximada entre a simbologia antiga de tridngulos e os pardmetros de rugosidade
superficial.
Tab. 6.4: Relacao entre formas distintas de indicacao de rugosidade em desenho
Indicaggoem | Ra (CLA) um Exigéncias de Exemplo de aplicagéo
desenho qualidade superficial
Superficies de medi¢éo de
S ot Fins especiais calibres, ajustes de pressio no
desmontaveis, superficie de
0,16 - 0,25 - 0,4 Exigéncia maxima presséo alta, fadigadas.
Superficies de desizamento
muito fadigadas, ajustes de
0,611,6 Alta exigéncia pressdo desmontaveis:
2,546 Exigéncia média
Pecas fadigadas por flexdo €
torcao, ajustes normais de
deslizamento e pressao_
‘Ajustes parados sem
. transmissées de forga, ajustes
Ly hey 1016 25 Pouca exigéncia leves na presséo em ago,
‘superficie sem usinagem
prensado com precisdo.
40 63 100 ‘Sem exigéncia particular | Superficie desbastada, fundicio
© presséo
150 250 400, ‘Superficies brutas Pegas fundidas, estampadas €
630 1000 forjadas
Converséo de escalas de rugosidade superficiat A passagem de uma escala de
tugosidade para outra é um problema para quem trabalha com especificacées e
normas de diversos paises. Nao existe relacées diretas entre os varios parametros e
6. Tolerdncias de Acabamento Superficial - Rugosidade
-127-
sim aproximagées. A Tab. 6.5 mostra uma conversao aproximada de rugosidades.
‘Tab. 6.5: Conversdo aproximada de escalas de rugosidade
Ra (CLA) Rg (RMS) R, Alt. Max. irregularidades
Desvio médio aritimético | Desvio médio quadratico
[um] {xin} [um] [ain] [um] {xin}
0,05 196 0,053 2,06 0,15 5/90
0,06 2,36 0,063 249 0,18 7,09
0,07 2,76 0,074 291 O21 8,27
0,08 3,15 0,084 332 0,24 9,45
0,09 354 0,095 3,74 0,27 10,6
*0,10 3/94 0,105 ait 0,30 118
0,15 5,90 0,158 618 0,40 15,7
*0,20 7,88 0,210 827 0,60 26
*0,25 9,83 0,261 10,3 0,80 315
0,30 118 0315 RA 0,95 374
0,35 38 0,368 45 110 83
*0,40 15,7 0,420 165 125 9,3
0,45 17,7 0,473 18,6 140 55,1
*0,50 19,7 0,525 20,7 1,60 63,0
0,60 26 0,630 248 2,00 8
0,70 27,6 0,735 289 2,30 90,5
*0,80 31,5 0,840 33,1 2,70 106
0,90 354 0/945, se 3/00 118
*1,00 394 105 41,3 3,30 130
120 471 126 496 4,00 157
140 55,1 147 579 4,60 181
*1,60 63,0 1,68 66,2 5,30 209
1,80 709 189 744 5,90 233
*2,00 78 2,10 82,7 6,50 256
* Valores Ra normalizados pela ABNT
1 micron =
9,4 micropolegadas
1 micropolegada = 0,025 micron
6. Tolerdncias de Acabamento Superficial - Rugosidade -128-
Aplicagées tipicas de rugosidade superficiat
Blocos-padrao, guias de instrumentos de medicao de alta preciso =, = 0,01,1m;
Superficies de medidas de micrémetros => Ra ~ 0,02}m;
Calibradores, elementos de valvulas de alta pressio hidraulica => R, ~ 0,03}1m;
‘Agulhas de rolamento, superacabamento de camisa de bloco de motor
=> Re = 0,04L1m;
Pistas de rolamentos => Ry = 0,051;
Camisa de bloco de motores => Rs = 0,06}1m;
Eixos montados em mancais de teflon, bronze c/ veloc. Média = Ra ~ 0,1,4m;
Flancos de engrenagens, guias de mesas de maquinas-ferramentas => Ry ~ 0,3]1m;
‘Tambores de freios, valvulas de esfera => Ra = 0,6|1m;
Superficies usinadas em geral, alojamento de rolamentos = Ry ~ 2 a 3.1m;
Superficies debastadas por usinagem => Ry ~ 4Lim;
Superficies fundidas, estampadas => R, ~ 5 a 151m;
Pecas fundidas, forjadas e laminadas => Ra > 15,m.
A Fig, 6.14 mostra exemplo de desenho com especificacio de acabamento
superficial.
Retificado
15 /— 100
310/ =
Fig. 6.14: Exemplo de acabamento superficial
+ Asuperficie deve ser retificada;
+ Arugosidade Ra deve estar compreendida entre 1,5 € 3,0um;
+ Os sulcos devem ter orientagio paralela a superficie mostrada;
6. Tolerdncias de Acabamento Superficial - Rugosidade -129-
* Ocomprimento de controle é de 100mm.
‘AFig 6.15 mostra desenhos de pecas com indicagdes de acabamento superficial.
vayye g
TESS a 4
Fig. 6.15: Desenho com indicagéo de rugosidade superficial
MEDIDOR DE RUGOSIDADE PORTATIL DIGITAL,
Pagina 1 de 2
Ygatomomanaae aor Seay
Troe, Justa, de Produtos. J orcemente come chegar [.contet
[[ealanceadores Dinamico
Decibelimetros
jp Durémetros
Fita Pitape
aif Holiday Detector
Lapis elétrico
Lupa de Bancada
jj Lupas de Medicao
Medidores de Camadas
If Medidores de Camadas Umidas
Medidores Espessura por Ultrasom_
Medidores Espessura Tocinho
Medidores de Vibragao
if Microdurémetros
if Micrometros
J Microscopio
yp Paquimetros
Padrdes de Dureza
Padrdes de Rugosidade Visual
Penetradores
Plastometro
Rasqueteadeiras
I Relégios Apalpadores
Vous aimerez peut-être aussi
- Capitaes de Areia PDFDocument10 pagesCapitaes de Areia PDFLizaniaMarquesPas encore d'évaluation
- Fazer 250Document70 pagesFazer 250Vagner Leão100% (1)
- Centro de Usinagem e Torneamento CNC. Cristhian Marchi Hugo MenesesDocument50 pagesCentro de Usinagem e Torneamento CNC. Cristhian Marchi Hugo MenesesHugo100% (3)
- 22 Livros ArCondicionado PDFDocument12 pages22 Livros ArCondicionado PDFLuiz Carlos Freire Arraes50% (6)
- Exercicio Sobre Diferenças FinitasDocument2 pagesExercicio Sobre Diferenças FinitasALEXANDREPas encore d'évaluation
- Metodologia de ProjetoDocument9 pagesMetodologia de ProjetoALEXANDREPas encore d'évaluation
- Calculadora 2Document31 pagesCalculadora 2ALEXANDREPas encore d'évaluation
- ATRITODocument96 pagesATRITOCle&EvyPas encore d'évaluation
- Calculadora 2Document31 pagesCalculadora 2ALEXANDREPas encore d'évaluation
- Cmi-Considerações GeraisDocument36 pagesCmi-Considerações GeraisALEXANDREPas encore d'évaluation
- Apostila Cálculo 1aDocument152 pagesApostila Cálculo 1aCireneu TonioniPas encore d'évaluation
- Exercicios Linha - Elastica PDFDocument27 pagesExercicios Linha - Elastica PDFWeidson MeloPas encore d'évaluation
- Mecanica Dos Solidos I l5 PDFDocument3 pagesMecanica Dos Solidos I l5 PDFALEXANDREPas encore d'évaluation
- 4 Lista de ExerciciosDocument12 pages4 Lista de ExerciciosBernardo Lemos0% (1)
- 06 FD 86Document6 pages06 FD 86ALEXANDREPas encore d'évaluation
- Parte B 182-205 PDFDocument24 pagesParte B 182-205 PDFALEXANDREPas encore d'évaluation
- Guia Do Usuário 2036va: Líder Mundial em MonitoresDocument39 pagesGuia Do Usuário 2036va: Líder Mundial em MonitoresALEXANDREPas encore d'évaluation
- Gabarito Conh Gerais Unesp 2018Document1 pageGabarito Conh Gerais Unesp 2018ALEXANDREPas encore d'évaluation
- Quadro Comparativo 2017/2018: Relação C/V 2018 Vagas Variação Inscritos Cursos 2017 2018 2017 2018 2017Document1 pageQuadro Comparativo 2017/2018: Relação C/V 2018 Vagas Variação Inscritos Cursos 2017 2018 2017 2018 2017ALEXANDREPas encore d'évaluation
- 06 FD 86Document3 pages06 FD 86ALEXANDREPas encore d'évaluation
- 3 Exerc - Final Progr. Com Explic. Fanuc Prova EstudarDocument7 pages3 Exerc - Final Progr. Com Explic. Fanuc Prova EstudarALEXANDREPas encore d'évaluation
- Lista de rm2Document4 pagesLista de rm2ALEXANDRE0% (2)
- Montagem1 Análise Estática 1 1Document14 pagesMontagem1 Análise Estática 1 1ALEXANDREPas encore d'évaluation
- Montagem1 Análise Estática 1 1Document14 pagesMontagem1 Análise Estática 1 1ALEXANDREPas encore d'évaluation
- 3 Exerc - Final Progr. Com Explic. Fanuc Prova EstudarDocument7 pages3 Exerc - Final Progr. Com Explic. Fanuc Prova EstudarALEXANDREPas encore d'évaluation
- Brunimento, Lapidação e PolimentoDocument5 pagesBrunimento, Lapidação e PolimentotanzomatPas encore d'évaluation
- Tese - RugosidadeDocument136 pagesTese - RugosidadeALEXANDREPas encore d'évaluation
- Formulario Derivadas Sem2 2015Document1 pageFormulario Derivadas Sem2 2015ALEXANDREPas encore d'évaluation
- Araujo, Gilberto de Lima - MDocument136 pagesAraujo, Gilberto de Lima - MALEXANDREPas encore d'évaluation
- Produto Misto PDFDocument9 pagesProduto Misto PDFALEXANDREPas encore d'évaluation