Vous aimerez peut-être aussi
- Upgrade Storage Web BrochureDocument476 pagesUpgrade Storage Web Brochuredony ramdhaniPas encore d'évaluation
- 500MW Steam Turbine Erection ManualDocument127 pages500MW Steam Turbine Erection ManualRajagopal GanapathyPas encore d'évaluation
- Erection Procedure SCRDocument23 pagesErection Procedure SCRvskreddy90% (10)
- Design, Construction, and Commissioning of the Nos. 1 and 2 Units of the Ratchaburi Thermal Power PlantDocument6 pagesDesign, Construction, and Commissioning of the Nos. 1 and 2 Units of the Ratchaburi Thermal Power Plantsathesh100% (1)
- LMZ TechDocument29 pagesLMZ TechGajanan JagtapPas encore d'évaluation
- Tank Lifting And: Seminar ManualDocument69 pagesTank Lifting And: Seminar Manualkirans60100% (5)
- Tutorial 06 Function Block Diagram Programming With PLC TutorialDocument8 pagesTutorial 06 Function Block Diagram Programming With PLC Tutorialdony ramdhaniPas encore d'évaluation
- UltraTech Cement's Sewagram Works Wins National Energy AwardDocument61 pagesUltraTech Cement's Sewagram Works Wins National Energy AwardSanjeev Pm100% (1)
- HW Installation Maintenance Troubleshooting Guide en PDFDocument48 pagesHW Installation Maintenance Troubleshooting Guide en PDFlukky prasetyoPas encore d'évaluation
- The Coal Resource, A Comprehensive Overview of Coal (World Coal Institute)Document48 pagesThe Coal Resource, A Comprehensive Overview of Coal (World Coal Institute)alabamacoal100% (1)
- Tata Power Mumbai CGPL Mundra UMPP - CompressedDocument60 pagesTata Power Mumbai CGPL Mundra UMPP - CompressedDipak GharpurePas encore d'évaluation
- Power Sector - 72 - UltraTech - Sewagram - 0Document70 pagesPower Sector - 72 - UltraTech - Sewagram - 0BHUVANESH MPas encore d'évaluation
- Slewing Bearing Installation and Maintenance Manual: Yantai Haoyang Machinery Co.,LtdDocument22 pagesSlewing Bearing Installation and Maintenance Manual: Yantai Haoyang Machinery Co.,Ltddony ramdhaniPas encore d'évaluation
- Fajar Dunia Company ProfileDocument6 pagesFajar Dunia Company ProfileDony RamdhaniPas encore d'évaluation
- Indonesia Ammonia and UreaDocument14 pagesIndonesia Ammonia and UreaVinh Do Thanh100% (1)
- Thermal Power PlantDocument16 pagesThermal Power Plantmprasad_veena100% (1)
- Chimney CalculationsDocument3 pagesChimney CalculationsSteve WanPas encore d'évaluation
- Tank Erection JackDocument2 pagesTank Erection JackardanePas encore d'évaluation
- Biomass Power Plant in Indonesia (210408) -복사Document18 pagesBiomass Power Plant in Indonesia (210408) -복사sita deliyana FirmialyPas encore d'évaluation
- Tm2500 Mobile Gas TurbineDocument2 pagesTm2500 Mobile Gas TurbinegustiramadaniPas encore d'évaluation
- performance test procedure 最终提交业主版 - 都利项目性能试验大纲(英文)2014-9-30 PDFDocument36 pagesperformance test procedure 最终提交业主版 - 都利项目性能试验大纲(英文)2014-9-30 PDFarunrajmech09100% (1)
- Carbonization: Dr. Tazien RashidDocument19 pagesCarbonization: Dr. Tazien RashidAbdur RehmanPas encore d'évaluation
- Bhikki Power Plant ReportDocument33 pagesBhikki Power Plant ReportShahbazZahid67% (3)
- Aspen IGCC ModelDocument19 pagesAspen IGCC ModelatisnamePas encore d'évaluation
- Commissioning Circulating Pumps at 600MW Power PlantDocument15 pagesCommissioning Circulating Pumps at 600MW Power Plantrohit_me083Pas encore d'évaluation
- WELCOME To Unit 7&8 Coal Fire Power PlantDocument21 pagesWELCOME To Unit 7&8 Coal Fire Power PlantIwan RuhiyanaPas encore d'évaluation
- Combined Cycle Power Plants Gyanendra Sharma NPTI DelhiDocument101 pagesCombined Cycle Power Plants Gyanendra Sharma NPTI DelhiNPTIPas encore d'évaluation
- Future FuelsDocument125 pagesFuture FuelsSea RoutePas encore d'évaluation
- Independent Coal Mine AssessmentDocument89 pagesIndependent Coal Mine AssessmentSean Choi100% (1)
- Circular Economy For CarbonDocument11 pagesCircular Economy For CarbonRajan100% (1)
- Operation Results of IHI Flue Gas Desulfurization System - Unit No.1 (1000 MW) of Hitachinaka Thermal Power Station For TEPCODocument5 pagesOperation Results of IHI Flue Gas Desulfurization System - Unit No.1 (1000 MW) of Hitachinaka Thermal Power Station For TEPCODaniel DubePas encore d'évaluation
- Trends and Future Outlook For Thermal Power Plants: Hiroshi NishigakiDocument5 pagesTrends and Future Outlook For Thermal Power Plants: Hiroshi NishigakiYogesh BhattPas encore d'évaluation
- Various Applications of High-Efficiency H-25 Gas TurbineDocument6 pagesVarious Applications of High-Efficiency H-25 Gas Turbinehar keramasanPas encore d'évaluation
- Benson Babcock HitachiDocument6 pagesBenson Babcock HitachiHandrea Hadi SaputraPas encore d'évaluation
- NTPC Anta ElectricalDocument35 pagesNTPC Anta ElectricalVikas RawalPas encore d'évaluation
- 0 - Kota Tharmal Plant New PDFDocument52 pages0 - Kota Tharmal Plant New PDFRahul LodhaPas encore d'évaluation
- Data Card 202122Document18 pagesData Card 202122PalaniPas encore d'évaluation
- Industrial AttachmentDocument43 pagesIndustrial AttachmentemperornafsinPas encore d'évaluation
- BIFPCL Maitree Project Mechanical SchedulesDocument63 pagesBIFPCL Maitree Project Mechanical SchedulesMridulHasanPas encore d'évaluation
- Energy Efficiency Case Study: Replacing an Extraction Turbine with a Back Pressure TurbineDocument2 pagesEnergy Efficiency Case Study: Replacing an Extraction Turbine with a Back Pressure TurbineVikas NigamPas encore d'évaluation
- Grate Combustion For Mixed MSW Makoto SanDocument36 pagesGrate Combustion For Mixed MSW Makoto SanAmin SAADAOUIPas encore d'évaluation
- List of Thermal Power Projects Undertaken by MM Pakistan (PVT) LTDDocument3 pagesList of Thermal Power Projects Undertaken by MM Pakistan (PVT) LTDUsama FarghamPas encore d'évaluation
- Perhitungan Performance Turbin Gas Metode Input - OutputDocument10 pagesPerhitungan Performance Turbin Gas Metode Input - OutputyusufPas encore d'évaluation
- 2001 6.3 MW Turbine of SNM Co. Ltd. Tokyo Japan in Karnataka, IndiaDocument2 pages2001 6.3 MW Turbine of SNM Co. Ltd. Tokyo Japan in Karnataka, IndiaBehzad Totakhaneh BonabPas encore d'évaluation
- Shivam TrainingDocument25 pagesShivam TrainingAR GPas encore d'évaluation
- Training Report ON Familiarisation of Thermal Power Plant: Aakash Ranjan GhoshDocument25 pagesTraining Report ON Familiarisation of Thermal Power Plant: Aakash Ranjan GhoshAR GPas encore d'évaluation
- Vocational training report on power generation processes and components at KBUNL power plantDocument33 pagesVocational training report on power generation processes and components at KBUNL power plantShanu PrakashPas encore d'évaluation
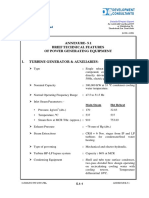
- Annexure-5.1 Brief Technical Features of Power Generating Equipment Turbine Generator & AuxiliariesDocument4 pagesAnnexure-5.1 Brief Technical Features of Power Generating Equipment Turbine Generator & AuxiliariespankajmayPas encore d'évaluation
- Evaluation Report Experiencia Com Menos Uma ZonaDocument4 pagesEvaluation Report Experiencia Com Menos Uma ZonaSaraPaivaPas encore d'évaluation
- Hitachi Boiler PDFDocument5 pagesHitachi Boiler PDFRichard Andrianjaka LuckyPas encore d'évaluation
- Application of Leading-Edge High-Efficiency USC Lignite-Fired Power Plant in Turow, PolandDocument4 pagesApplication of Leading-Edge High-Efficiency USC Lignite-Fired Power Plant in Turow, PolandDenkaPas encore d'évaluation
- The Large Capacity Gas Turbine For Pressurized Fluidized Bed Combustion (PFBC) Boiler Combined Cycle Power PlantDocument3 pagesThe Large Capacity Gas Turbine For Pressurized Fluidized Bed Combustion (PFBC) Boiler Combined Cycle Power PlantParmeshwarPaulPas encore d'évaluation
- GTG 1733PW LM6000 220MwBarge 50HzDocument11 pagesGTG 1733PW LM6000 220MwBarge 50Hzwidyo saptoto100% (1)
- Alali 2018Document8 pagesAlali 2018ankitPas encore d'évaluation
- Power Plant Engineering SyllabusDocument136 pagesPower Plant Engineering SyllabusDept of MechanicalPas encore d'évaluation
- Information Archieve - 2-3-2020Document15 pagesInformation Archieve - 2-3-2020Mizanul HoquePas encore d'évaluation
- Practical Training ReportDocument26 pagesPractical Training ReportNishant SharmaPas encore d'évaluation
- Key Values: (Project Number) (Project Name)Document3 pagesKey Values: (Project Number) (Project Name)Stancu AndreiPas encore d'évaluation
- 21 Sumitava CVDocument2 pages21 Sumitava CVchatuusumitavaPas encore d'évaluation
- Spesifikasi Pltgu Blok 2Document1 pageSpesifikasi Pltgu Blok 2Daniel Garnando KristianPas encore d'évaluation
- ThorCon International Molten Salt Reactor DesignDocument4 pagesThorCon International Molten Salt Reactor DesignFahdila RahmaPas encore d'évaluation
- NUCLEAR POWER REPORTDocument40 pagesNUCLEAR POWER REPORTsaravanaPas encore d'évaluation
- 116 MW Gas Based Power Plant - Tech Details PDFDocument5 pages116 MW Gas Based Power Plant - Tech Details PDFProject AnalysisPas encore d'évaluation
- Compro Aii 2021Document14 pagesCompro Aii 2021mbetPas encore d'évaluation
- Introduction of Hitachinaka Thermal Power Station Unit 2, Tokyo Electric Power CompanyDocument3 pagesIntroduction of Hitachinaka Thermal Power Station Unit 2, Tokyo Electric Power CompanyEdzwan RedzaPas encore d'évaluation
- BGR EnergyDocument27 pagesBGR Energytanmaypurohit100% (1)
- Project Report: Vocational Training atDocument32 pagesProject Report: Vocational Training atShrinivas PrabhuPas encore d'évaluation
- Report For Four Week Training at Guru Hargobind Thermal Plant (GHTP) Lehra MohabbatDocument23 pagesReport For Four Week Training at Guru Hargobind Thermal Plant (GHTP) Lehra MohabbatLovepreet SinghPas encore d'évaluation
- Permanent Magnet Synchronous Generator For Wind-Power GenerationDocument6 pagesPermanent Magnet Synchronous Generator For Wind-Power GenerationPradip KhatriPas encore d'évaluation
- 1 SMDocument5 pages1 SMTitipong PulbunrojPas encore d'évaluation
- HPT's Activity Report for Thermal Power PlantsDocument40 pagesHPT's Activity Report for Thermal Power Plantspedro peresPas encore d'évaluation
- " Suratgarh Super Thermal Power Station": Submitted ToDocument58 pages" Suratgarh Super Thermal Power Station": Submitted ToSahuManishPas encore d'évaluation
- Handbook of Electrical Engineering: For Practitioners in the Oil, Gas and Petrochemical IndustryD'EverandHandbook of Electrical Engineering: For Practitioners in the Oil, Gas and Petrochemical IndustryPas encore d'évaluation
- Longwall Mining at Shallow Depth of Cover in IndiaD'EverandLongwall Mining at Shallow Depth of Cover in IndiaPas encore d'évaluation
- 247 574 1 SM 1 PDFDocument6 pages247 574 1 SM 1 PDFPower PlantPas encore d'évaluation
- Manual GripperbelttabletopDocument21 pagesManual Gripperbelttabletopdony ramdhaniPas encore d'évaluation
- Maintain High-Voltage BushingsDocument10 pagesMaintain High-Voltage BushingsNoé Rafael Colorado SósolPas encore d'évaluation
- Manual GripperbelttabletopDocument1 pageManual Gripperbelttabletopdony ramdhaniPas encore d'évaluation
- Installation and Service Manual For Chain Conveyors, Belt Conveyors and Gripper Elevators / LoweratorsDocument32 pagesInstallation and Service Manual For Chain Conveyors, Belt Conveyors and Gripper Elevators / Loweratorsdony ramdhaniPas encore d'évaluation
- Fusíveis de Média TensãoDocument44 pagesFusíveis de Média TensãoFred AvelarPas encore d'évaluation
- CFMTS White Paper-JcDocument9 pagesCFMTS White Paper-Jcdony ramdhaniPas encore d'évaluation
- Installation and Service Manual For Chain Conveyors, Belt Conveyors and Gripper Elevators / LoweratorsDocument32 pagesInstallation and Service Manual For Chain Conveyors, Belt Conveyors and Gripper Elevators / Loweratorsdony ramdhaniPas encore d'évaluation
- TANK EXPERTSDocument14 pagesTANK EXPERTSdony ramdhaniPas encore d'évaluation
- CFMTS White Paper-JcDocument9 pagesCFMTS White Paper-Jcdony ramdhaniPas encore d'évaluation
- Installation and Service Manual For Chain Conveyors, Belt Conveyors and Gripper Elevators / LoweratorsDocument32 pagesInstallation and Service Manual For Chain Conveyors, Belt Conveyors and Gripper Elevators / Loweratorsdony ramdhaniPas encore d'évaluation
- Erection Documentation OrganizationDocument108 pagesErection Documentation Organizationdony ramdhaniPas encore d'évaluation
- CFMTS White Paper-JcDocument9 pagesCFMTS White Paper-Jcdony ramdhaniPas encore d'évaluation
- Toyo VCSDocument12 pagesToyo VCSdony ramdhaniPas encore d'évaluation
- Medium Voltage Switchgear Construction Checklist (Over 500 kVA)Document6 pagesMedium Voltage Switchgear Construction Checklist (Over 500 kVA)dony ramdhaniPas encore d'évaluation
- Prime Movers and Governing Systems: This Material Should Not Be Used Without The Author's ConsentDocument32 pagesPrime Movers and Governing Systems: This Material Should Not Be Used Without The Author's ConsentNalini SivanesanPas encore d'évaluation
- Vibratory Conveyors: Custom Engineered for Granular Materials HandlingDocument8 pagesVibratory Conveyors: Custom Engineered for Granular Materials Handlingdony ramdhaniPas encore d'évaluation
- Deaerator Heater and Storage Tank Inspection PolicyDocument4 pagesDeaerator Heater and Storage Tank Inspection Policydony ramdhaniPas encore d'évaluation
- Deaerator Heater and Storage Tank Inspection PolicyDocument4 pagesDeaerator Heater and Storage Tank Inspection Policydony ramdhaniPas encore d'évaluation
- Jetty Environmental Standard Chapter 6 - Project Description - Temporary Jetty DevelopmentDocument28 pagesJetty Environmental Standard Chapter 6 - Project Description - Temporary Jetty Developmentdony ramdhaniPas encore d'évaluation
- SPH Erection Piping System Rev 2-2-5Document4 pagesSPH Erection Piping System Rev 2-2-5dony ramdhani100% (2)
- Efficiency Studies of Combination Tube BoilersDocument10 pagesEfficiency Studies of Combination Tube BoilersJuan Sebastian AlarconPas encore d'évaluation
- ThesisDocument81 pagesThesisতানভীর আহমেদPas encore d'évaluation
- Chapter 8 AIR POLLUTION PDFDocument20 pagesChapter 8 AIR POLLUTION PDFMy SelfPas encore d'évaluation
- Handbook of Energy & Economic Statistics of Indonesia 2016Document71 pagesHandbook of Energy & Economic Statistics of Indonesia 2016Mohamad Nasir100% (1)
- DestDistillation of CarbonDocument4 pagesDestDistillation of CarbonSovan ChakrabortyPas encore d'évaluation
- PT Arutmin Indonesia Future Product Alternative and Potential MarketDocument6 pagesPT Arutmin Indonesia Future Product Alternative and Potential MarketkresnoPas encore d'évaluation
- 5C1. Coal Ash Generation Process and Application FieldsDocument2 pages5C1. Coal Ash Generation Process and Application Fieldssrigirisetty208Pas encore d'évaluation
- Gujarat Technological University: Project Report ON Scope of Utility Reduction in Chemical IndustryDocument24 pagesGujarat Technological University: Project Report ON Scope of Utility Reduction in Chemical IndustryPradeep SutharPas encore d'évaluation
- Kuyasa BrochureDocument20 pagesKuyasa BrochuresafinditPas encore d'évaluation
- Kota Super Thermal Power PlantDocument29 pagesKota Super Thermal Power Plantatul mishra75% (4)
- San PHDDocument350 pagesSan PHDfabioalfaia8085Pas encore d'évaluation
- PT Adaro Energy Indonesia TBK (ADRO)Document15 pagesPT Adaro Energy Indonesia TBK (ADRO)Arief RahmatullahPas encore d'évaluation
- GNDTP 4 Months Training Report SummaryDocument69 pagesGNDTP 4 Months Training Report SummaryAbhishek DeyPas encore d'évaluation
- Fixed Chimney-Bull's Trench KilnDocument9 pagesFixed Chimney-Bull's Trench KilnadagooodPas encore d'évaluation
- Employment Trends Survey - MaFoi Consultancy 2011Document24 pagesEmployment Trends Survey - MaFoi Consultancy 2011MTC Global TrustPas encore d'évaluation
- Chen 2020Document24 pagesChen 2020Tomás Pessoa Londe CamargosPas encore d'évaluation
- Gr. 3 - Matter and Energy - HW PacketDocument12 pagesGr. 3 - Matter and Energy - HW PacketTrudie PanPas encore d'évaluation
- Proximate AnalysisDocument10 pagesProximate AnalysisJahidin FITKPas encore d'évaluation
- Low Carbon Energy: Sustainable Solution for Nigeria's Energy SecurityDocument21 pagesLow Carbon Energy: Sustainable Solution for Nigeria's Energy SecurityekepaulemekaPas encore d'évaluation
- 3 Chapter Three Fossile FuelDocument70 pages3 Chapter Three Fossile FuelyonasPas encore d'évaluation
- Virtual plant tour discusses electricity production processDocument3 pagesVirtual plant tour discusses electricity production processArnel AlmonteroPas encore d'évaluation