Vous aimerez peut-être aussi
- NTP 339.114 2009 Concreto PremezcladoDocument36 pagesNTP 339.114 2009 Concreto Premezcladoalberto bellido100% (3)
- Normatividad TuberiasDocument4 pagesNormatividad TuberiasAntero SicllaPas encore d'évaluation
- NTP Iso TR 4191 - 2016Document127 pagesNTP Iso TR 4191 - 2016Papias Arbaizo100% (3)
- AASHTO M 252-09 ESP Tuberia Corrugada de PE para DrenajeDocument11 pagesAASHTO M 252-09 ESP Tuberia Corrugada de PE para DrenajeDanilo Rojas MartinezPas encore d'évaluation
- NORMA TECNICA ATSM C 478 Pozos de Registro de Concreto Prefabricado y ReforzadoDocument20 pagesNORMA TECNICA ATSM C 478 Pozos de Registro de Concreto Prefabricado y ReforzadoJuan Enrique Torres Zavala0% (1)
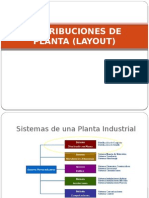
- Distribuciones de Planta (Layout)Document99 pagesDistribuciones de Planta (Layout)cvegasuazo100% (1)
- AASHTO M 294-11 ESP Tuberia Corrugada PE 300 A 1500 MM Diametro PDFDocument17 pagesAASHTO M 294-11 ESP Tuberia Corrugada PE 300 A 1500 MM Diametro PDFDanilo Rojas MartinezPas encore d'évaluation
- NTP Tubos PlasticoDocument22 pagesNTP Tubos PlasticoManuel Delgado100% (2)
- Sistema Presion Ntp-Iso 1452Document2 pagesSistema Presion Ntp-Iso 1452henryvl78100% (7)
- Normas Tecnicas InacalDocument22 pagesNormas Tecnicas InacalAPPS BLACKPas encore d'évaluation
- Ntp-Iso 4427-1 PDFDocument22 pagesNtp-Iso 4427-1 PDFHernando Andrés Ramírez Gil100% (16)
- 19.norma NTP 399.002-2009 3ra Edicion PDFDocument32 pages19.norma NTP 399.002-2009 3ra Edicion PDFBasde Asai100% (1)
- ISO 1452-1 (Aprobada Resolución 67-2011) GENERALIDADESDocument20 pagesISO 1452-1 (Aprobada Resolución 67-2011) GENERALIDADESFreddy CernaPas encore d'évaluation
- Curso de Osmosis InversaDocument79 pagesCurso de Osmosis Inversajessiquimi100% (5)
- Ctps Et 004 Criterios Aceptacion Materiales Nacional e ImportadoDocument11 pagesCtps Et 004 Criterios Aceptacion Materiales Nacional e ImportadoedwinPas encore d'évaluation
- Valvula Compuerta BridaDocument1 pageValvula Compuerta BridaJuan CarlosHuaman HuamanPas encore d'évaluation
- NTP 339.111 1997 - Tapas de Hormigón (Concreto) Con Marco de Fierro Fundido para Buzones He Instalaciones Afines - Requisitos PDFDocument19 pagesNTP 339.111 1997 - Tapas de Hormigón (Concreto) Con Marco de Fierro Fundido para Buzones He Instalaciones Afines - Requisitos PDFWilliam Cordova100% (3)
- Iso 4427-2Document28 pagesIso 4427-2xiomy5028Pas encore d'évaluation
- NTP 399.090-2002 - Cementos Disolventes para PVCDocument19 pagesNTP 399.090-2002 - Cementos Disolventes para PVCEugenio Jesús100% (1)
- Semana 2 Tema 3 - CompressedDocument48 pagesSemana 2 Tema 3 - CompressedJorge BustamantePas encore d'évaluation
- Norma Técnica NTP 331.040 Peruana 2006 (Revisada El 2015) : 2015-12-11 2 EdiciónDocument13 pagesNorma Técnica NTP 331.040 Peruana 2006 (Revisada El 2015) : 2015-12-11 2 EdiciónJavier HonoresPas encore d'évaluation
- ArcGIS CompletoDocument4 pagesArcGIS CompletoRichard Fernández EgúsquizaPas encore d'évaluation
- NTP Iso 7005-1 - Bridas de AceroDocument117 pagesNTP Iso 7005-1 - Bridas de AceroJoseph Linaja100% (6)
- NTP ISO 4435 2005 (Revisada El 2019)Document38 pagesNTP ISO 4435 2005 (Revisada El 2019)Freddy Cerna75% (4)
- Normas Técnicas Peruanas Aprobadas en Su Versión 2018 Sobre Concreto y AgregadosDocument1 pageNormas Técnicas Peruanas Aprobadas en Su Versión 2018 Sobre Concreto y AgregadosRonaldiny salomePas encore d'évaluation
- ISO1167Document22 pagesISO1167JOSE HUANCAHUIREPas encore d'évaluation
- NTP 339.037 2008Document17 pagesNTP 339.037 2008Anthony López Huaman0% (1)
- NTP ISO 4427 3 2008 Tubos de Polietileno Parte ConexionesDocument50 pagesNTP ISO 4427 3 2008 Tubos de Polietileno Parte ConexionesErick Reyna Chirinos100% (3)
- Beneficios de La Capacitación para Las EmpresasDocument5 pagesBeneficios de La Capacitación para Las EmpresasAlberto Huaman PumaPas encore d'évaluation
- Perfil Competencia Maestro PasteleroDocument5 pagesPerfil Competencia Maestro PasteleroEduardo Mauricio Soto RodriguezPas encore d'évaluation
- NTP 339.216 2007Document17 pagesNTP 339.216 2007William Arnold Castillon Salvatierra100% (2)
- 10 Guia Supervisión de La Jefatura de Servicios de Prestaciones Medicas v.2018Document23 pages10 Guia Supervisión de La Jefatura de Servicios de Prestaciones Medicas v.2018juan manuel gutierrezPas encore d'évaluation
- Expediente Fichas Tecnicas - Tuberia NICOLL-APROBADODocument120 pagesExpediente Fichas Tecnicas - Tuberia NICOLL-APROBADOLuis Antonio Mayta Mayta100% (1)
- NTP ISO 21138-2 (Revisada El 2021)Document74 pagesNTP ISO 21138-2 (Revisada El 2021)Rodrigo BellidoPas encore d'évaluation
- Norma ISO 4422Document20 pagesNorma ISO 4422Miguel Mateos0% (1)
- NTP Iso 2531 - Tubos y Accesorios HDFDocument75 pagesNTP Iso 2531 - Tubos y Accesorios HDFJoseph Linaja100% (1)
- Listado de Empresas - Sello Sedapal ActualizadoDocument4 pagesListado de Empresas - Sello Sedapal ActualizadoRicardo Avila100% (1)
- NTP Iso 8772 2009 PDFDocument33 pagesNTP Iso 8772 2009 PDFlalo111095Pas encore d'évaluation
- Tapas Buzones NTP-339-111-1997 PDFDocument19 pagesTapas Buzones NTP-339-111-1997 PDFDavid Zuñiga100% (1)
- ISO 1452-3 (Aprobada Resolución #19-2012) CONEXIONESDocument60 pagesISO 1452-3 (Aprobada Resolución #19-2012) CONEXIONESFreddy CernaPas encore d'évaluation
- Iso 4427-3Document50 pagesIso 4427-3Renatto Holguin CordovaPas encore d'évaluation
- Iso 4427-5Document17 pagesIso 4427-5Renatto Holguin CordovaPas encore d'évaluation
- Norma ISO 4435Document36 pagesNorma ISO 4435vladyflores529100% (1)
- 07Cap5-Costo y Presupuesto de La Obra PDFDocument84 pages07Cap5-Costo y Presupuesto de La Obra PDFRichard Fernández EgúsquizaPas encore d'évaluation
- Norma Tecnica NTP 400 021 Peruana 2002Document13 pagesNorma Tecnica NTP 400 021 Peruana 2002César EscobarPas encore d'évaluation
- NTP ISO 21138-3-2010 - Sistema de Tuberías Plásticas para Alcantarillado de Pared EstructuradaDocument70 pagesNTP ISO 21138-3-2010 - Sistema de Tuberías Plásticas para Alcantarillado de Pared EstructuradaJuan Ccahuantico100% (2)
- NORMA TECNICA ATSM C 478 Pozos de Registro de Concreto Prefabricado y Reforzado (2.12.10) SP1FDocument20 pagesNORMA TECNICA ATSM C 478 Pozos de Registro de Concreto Prefabricado y Reforzado (2.12.10) SP1FLuis lavado MartellPas encore d'évaluation
- Ntp-Iso 7259 - Valvulas de CompuertaDocument26 pagesNtp-Iso 7259 - Valvulas de CompuertaJoseph Linaja100% (5)
- Diagnostico EmpresarialDocument16 pagesDiagnostico EmpresarialJonatan Andres Guzman Hernandez100% (1)
- Norma de Curado AceleradoDocument40 pagesNorma de Curado Aceleradodavid.daley.david100% (1)
- Hoja Técnica Marco y Tapa para VálvulaDocument2 pagesHoja Técnica Marco y Tapa para VálvulaDavid Salguero Olvea50% (2)
- Diario Oficial de Colombia N° 49.854. 24 de Abril de 2016Document12 pagesDiario Oficial de Colombia N° 49.854. 24 de Abril de 2016www.oficial.coPas encore d'évaluation
- Iso 4427 1 PDFDocument22 pagesIso 4427 1 PDFNortino LopezPas encore d'évaluation
- ISO 1452-5 (Aprobada Resolución #19-2012) APTITUD AL USO DEL SISTEMADocument23 pagesISO 1452-5 (Aprobada Resolución #19-2012) APTITUD AL USO DEL SISTEMAFreddy CernaPas encore d'évaluation
- NTP 339.216Document17 pagesNTP 339.216BRAYAN ANTHONY CARRION YAUYOPas encore d'évaluation
- NTP-IsO 4633 Anillos de Caucho 2017Document26 pagesNTP-IsO 4633 Anillos de Caucho 2017robert nick eusebio teheranPas encore d'évaluation
- CTPS-RE-001 Consideraciones Tecnicas para El Uso de Tuberias y Accesorios (Agua Potable)Document1 pageCTPS-RE-001 Consideraciones Tecnicas para El Uso de Tuberias y Accesorios (Agua Potable)Luis CastañedaPas encore d'évaluation
- NTP ISO 4435 2005 (Revisada El 2014)Document38 pagesNTP ISO 4435 2005 (Revisada El 2014)Freddy Cerna100% (1)
- 0 NTP-ISO-1452-4-Aprobada-Resolucion-N-19-2012 PDFDocument22 pages0 NTP-ISO-1452-4-Aprobada-Resolucion-N-19-2012 PDFAnonymous YtXbtdPas encore d'évaluation
- Especificaciones Tecnicas de Tapa de MediaDocument1 pageEspecificaciones Tecnicas de Tapa de MediadvengoaPas encore d'évaluation
- Catalogo Buzon STANDARDDocument1 pageCatalogo Buzon STANDARDJC ParedesPas encore d'évaluation
- NTP 341.031 ModificadoDocument21 pagesNTP 341.031 ModificadoJhon Sivore100% (1)
- NTP Iso TR 4191 - 2016Document157 pagesNTP Iso TR 4191 - 2016Alex Levano VelasquezPas encore d'évaluation
- Hoja Tecnica - Fluidcon 400hDocument1 pageHoja Tecnica - Fluidcon 400hClaudia MestanzaPas encore d'évaluation
- Normas Técnicas Agua y AlcantarilladoDocument2 pagesNormas Técnicas Agua y AlcantarilladoOmar11100% (1)
- Certificado de Calidad - Geomalla Biaxial 3030 - 0001-0002087Document1 pageCertificado de Calidad - Geomalla Biaxial 3030 - 0001-0002087Jhoel QuispePas encore d'évaluation
- Ficha Tecnica Arena FinaDocument3 pagesFicha Tecnica Arena FinaJ Kevin CobaPas encore d'évaluation
- 0 NTP ISO 1452 4 Aprobada Resolucion N 19 2012 PDFDocument22 pages0 NTP ISO 1452 4 Aprobada Resolucion N 19 2012 PDFJOSEPH HENRY ARQQUE ARQQUEPas encore d'évaluation
- NTP Iso 4427 1 PDFDocument22 pagesNTP Iso 4427 1 PDFnais311Pas encore d'évaluation
- NTP 339216 2007Document14 pagesNTP 339216 2007Instrumental MusicPas encore d'évaluation
- PDF Generacion de Caudales Mensuales en La Sierra Peruana Meriss II OkDocument83 pagesPDF Generacion de Caudales Mensuales en La Sierra Peruana Meriss II OkRichard Fernández Egúsquiza100% (1)
- Fusionar Presupuestos Con Presto y Cost ItDocument4 pagesFusionar Presupuestos Con Presto y Cost ItRichard Fernández EgúsquizaPas encore d'évaluation
- Manual Cost It - PrestoDocument47 pagesManual Cost It - PrestoRichard Fernández EgúsquizaPas encore d'évaluation
- Ii 063Document15 pagesIi 063Richard Fernández EgúsquizaPas encore d'évaluation
- Presentacion TormangDocument12 pagesPresentacion TormangIlse SaavedraPas encore d'évaluation
- Textiles Copacabana PDFDocument13 pagesTextiles Copacabana PDFespecular67% (3)
- Marco Conceptual Dip 20-21Document104 pagesMarco Conceptual Dip 20-21YeseniaPas encore d'évaluation
- 6presentacion Uniminuto VirtualDocument47 pages6presentacion Uniminuto VirtualZulma AcostaPas encore d'évaluation
- Informe de Calidad en Una PapeleraDocument22 pagesInforme de Calidad en Una PapeleraGianmarco OrtizPas encore d'évaluation
- Especificaciones Técnicas Reservorio 450 m3 ETDocument30 pagesEspecificaciones Técnicas Reservorio 450 m3 ETHenry Martinez100% (2)
- OrganigramaDocument4 pagesOrganigramaErica Dueñas ReynosoPas encore d'évaluation
- CADCAMDocument26 pagesCADCAMEdisson VargasPas encore d'évaluation
- Linaje Argentino Trabajo InvestDocument24 pagesLinaje Argentino Trabajo InvestevelynPas encore d'évaluation
- Decreto 4790 Del 19 Diciembre de 2008Document22 pagesDecreto 4790 Del 19 Diciembre de 2008Bran Bran Beltran RiosPas encore d'évaluation
- EjoteDocument48 pagesEjoteambientalistacobanerPas encore d'évaluation
- Pol 4Document81 pagesPol 4Pool CusiPas encore d'évaluation
- Imagen Unid II CuestionarioDocument88 pagesImagen Unid II CuestionarioYessica RiveroPas encore d'évaluation
- Catalogo Steel ModernizacionDocument15 pagesCatalogo Steel ModernizacionRodrigo OrtegaPas encore d'évaluation
- PETS-PLRN-01 - B Preparación, Limpieza, Refine y NivelaciónDocument11 pagesPETS-PLRN-01 - B Preparación, Limpieza, Refine y NivelaciónfreddyPas encore d'évaluation
- Ordoñez Neyra Erich DavidDocument97 pagesOrdoñez Neyra Erich DaviddinaPas encore d'évaluation
- Qué Es Gobierno de TIDocument8 pagesQué Es Gobierno de TIRoger ChavarriaPas encore d'évaluation
- Proyecto de Grado-2pdfDocument90 pagesProyecto de Grado-2pdfE-A CORONEL CRPas encore d'évaluation
- Clase 5 Calidad de Salud y Gestión ClinicaDocument51 pagesClase 5 Calidad de Salud y Gestión ClinicaValeria Bardales RodriguezPas encore d'évaluation
- Universidad Abierta para Adultos: Asignatura: Tema: ParticipanteDocument10 pagesUniversidad Abierta para Adultos: Asignatura: Tema: Participantesahira estevesPas encore d'évaluation
- D1-MGC-01 MANUAL DE CALIDAD (1) (Recuperado)Document26 pagesD1-MGC-01 MANUAL DE CALIDAD (1) (Recuperado)JOHANA0% (1)
- Carta IberoamericanaDocument4 pagesCarta IberoamericanaClaudelino Ruiz DiazPas encore d'évaluation
- Recomendaciones y Conclusiones para Doe Run Peru de OsinergminDocument24 pagesRecomendaciones y Conclusiones para Doe Run Peru de OsinergminJavier Andres Matos AlejandroPas encore d'évaluation