Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Experiment-3 ObjectiveDocument3 pagesExperiment-3 ObjectiveHimanshu JangidPas encore d'évaluation
- Previous Year PapersDocument16 pagesPrevious Year PapersHimanshu JangidPas encore d'évaluation
- Metrology Lab 1-2Document10 pagesMetrology Lab 1-2Himanshu JangidPas encore d'évaluation
- Do HV Fun K inDocument1 pageDo HV Fun K inHimanshu JangidPas encore d'évaluation
- HHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHDocument32 pagesHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHseptian praditaPas encore d'évaluation
- Apple Style Guide 2013 PDFDocument197 pagesApple Style Guide 2013 PDFAliosha SemionovPas encore d'évaluation
- Theory of Ic TuDocument1 pageTheory of Ic TuHimanshu JangidPas encore d'évaluation
- DHSJDJDDNDNDocument2 pagesDHSJDJDDNDNHimanshu JangidPas encore d'évaluation
- Untitled SpreadsheetDocument6 pagesUntitled SpreadsheetHimanshu JangidPas encore d'évaluation
- Me Iii 2011 PDFDocument24 pagesMe Iii 2011 PDFswai singhPas encore d'évaluation
- Refrigeration SylDocument3 pagesRefrigeration SylHimanshu JangidPas encore d'évaluation
- Me Iii 2011 PDFDocument24 pagesMe Iii 2011 PDFswai singhPas encore d'évaluation
- Md2 Syl PDFDocument3 pagesMd2 Syl PDFHimanshu JangidPas encore d'évaluation
- Learn About Electromagnetic BrakesDocument21 pagesLearn About Electromagnetic BrakesHimanshu JangidPas encore d'évaluation
- Operations Research P Rama Murthy PDFDocument716 pagesOperations Research P Rama Murthy PDFPaban Raj LohaniPas encore d'évaluation
- Learn About Electromagnetic BrakesDocument21 pagesLearn About Electromagnetic BrakesHimanshu JangidPas encore d'évaluation
- ILD Website TarifDocument242 pagesILD Website TarifHimanshu JangidPas encore d'évaluation
- Course Title Course Level: UG Credit Units: Course Code: MAE301Document3 pagesCourse Title Course Level: UG Credit Units: Course Code: MAE301Himanshu JangidPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Motor Daewoo Lanos Mecanica ElectricidadDocument615 pagesMotor Daewoo Lanos Mecanica ElectricidadSergio Isaac Lagos LagosPas encore d'évaluation
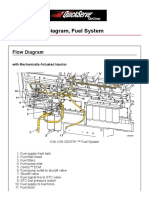
- Cummin C1100 Fuel System Flow DiagramDocument8 pagesCummin C1100 Fuel System Flow DiagramDaniel KrismantoroPas encore d'évaluation
- Bimba - Air Valves - CatalogDocument124 pagesBimba - Air Valves - CatalogGene LiPas encore d'évaluation
- CarburacionDocument40 pagesCarburacionBerniSomex SomexemosPas encore d'évaluation
- Six Months Industrial Training Report at International Tractors Limited HoshiarpurDocument8 pagesSix Months Industrial Training Report at International Tractors Limited HoshiarpurOmprakashSainiPas encore d'évaluation
- Upgrading 4G15 PerfomanceDocument10 pagesUpgrading 4G15 Perfomancewira2581100% (2)
- Parts Manual 777d SN FKR 200-UpDocument670 pagesParts Manual 777d SN FKR 200-UpEghie Rahardi100% (1)
- D10TDocument2 pagesD10TjoseluisyalicoPas encore d'évaluation
- Annexure To SOW 10 Standard Specification For Steam TracingDocument9 pagesAnnexure To SOW 10 Standard Specification For Steam TracingASHISH GORDEPas encore d'évaluation
- ENGINE PERFORMANCE AND EMISSION TESTING LAB MANUALDocument43 pagesENGINE PERFORMANCE AND EMISSION TESTING LAB MANUALNIKASH mani100% (1)
- Service Manual: First Edition Second Printing Part No. 52709Document440 pagesService Manual: First Edition Second Printing Part No. 52709Jhon Hever Benitez100% (1)
- d560 h2 Doosan Dp180laDocument7 pagesd560 h2 Doosan Dp180laGuvanchPas encore d'évaluation
- Oym DoosanDocument175 pagesOym DoosanAdrian AlexanderPas encore d'évaluation
- Kia J3Document6 pagesKia J3ANTONIO RUGAMA100% (1)
- D20Dtf Engine: 1. SpecificationDocument26 pagesD20Dtf Engine: 1. SpecificationKada Ben youcefPas encore d'évaluation
- Iseki Th4260 4290 4330 Parts ManualDocument20 pagesIseki Th4260 4290 4330 Parts Manualreva100% (45)
- TA1 Visual Hydraulic Excavator InspectionDocument13 pagesTA1 Visual Hydraulic Excavator InspectionJoel RodríguezPas encore d'évaluation
- HD-6A, HD-6AG, HD-6B, HD-6E Crawler Tractor Parts CatalogDocument384 pagesHD-6A, HD-6AG, HD-6B, HD-6E Crawler Tractor Parts CatalogAnonymous 6dNlD7n0100% (1)
- Mitsubishi SL SM Engine Service ManualDocument20 pagesMitsubishi SL SM Engine Service Manualbryan100% (43)
- Manual Book HHO Generator Joko Energy 20Document72 pagesManual Book HHO Generator Joko Energy 20HusamZarourPas encore d'évaluation
- 4 1012 - 2012 - TU - en PDFDocument98 pages4 1012 - 2012 - TU - en PDFMarcelo Olivares100% (10)
- Bomba de Doble DiafragmaDocument3 pagesBomba de Doble DiafragmaOmar Horna PinedoPas encore d'évaluation
- Part Number Part Name Part Number Part Name: Weichai Power WD10 Engine Spare Parts For EngineeringDocument3 pagesPart Number Part Name Part Number Part Name: Weichai Power WD10 Engine Spare Parts For EngineeringMd. Arefin Shawon100% (1)
- System Operation Mechanical Cat 3306 SN EpsDocument37 pagesSystem Operation Mechanical Cat 3306 SN EpsEd Calhe94% (18)
- Em PDFDocument339 pagesEm PDFEdgardoCadaganPas encore d'évaluation
- MAX Performance Data Display InsightsDocument4 pagesMAX Performance Data Display InsightsErlangga Yudha PratamaPas encore d'évaluation
- 2014 GMC Sierra 1500 - BrochureDocument52 pages2014 GMC Sierra 1500 - BrochureThibeauPas encore d'évaluation
- Toaz - Info R 15 V 1 38b1pdf PRDocument64 pagesToaz - Info R 15 V 1 38b1pdf PRishan jainPas encore d'évaluation
- Tif Evo4 5 - 1Document139 pagesTif Evo4 5 - 1Jameson Ong100% (2)
- BMWDocument5 pagesBMWlorenscribd100% (1)