Vous aimerez peut-être aussi
- NBR 5462 TB 116 - Confiabilidade e MantenabilidadeDocument37 pagesNBR 5462 TB 116 - Confiabilidade e MantenabilidadeAntonio Jose78% (9)
- Bomba centrífuga: cálculos de altura, vazão e potênciaDocument2 pagesBomba centrífuga: cálculos de altura, vazão e potênciaCaio ValérioPas encore d'évaluation
- Império Romano - História A/ 10.º AnoDocument8 pagesImpério Romano - História A/ 10.º AnoCarlos Vicente100% (3)
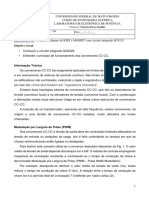
- Circuito SG3525 conversor CC-CCDocument7 pagesCircuito SG3525 conversor CC-CCNikolas Augusto100% (1)
- Vagão Forrageiro ManualDocument82 pagesVagão Forrageiro ManualTORNEARIA LIPPERTPas encore d'évaluation
- SNQC, Níveis, Atribuições E Muito Mais.... Ϙ INSPESOLDADocument27 pagesSNQC, Níveis, Atribuições E Muito Mais.... Ϙ INSPESOLDAlazaroccsPas encore d'évaluation
- EstratégiaDocument12 pagesEstratégiaRicardoPas encore d'évaluation
- Qualificação Nivel 3 SNQC 2022 - SITEDocument1 pageQualificação Nivel 3 SNQC 2022 - SITEedcam13Pas encore d'évaluation
- NA-001 Rev 29Document31 pagesNA-001 Rev 29JACILDO SOARES CAVALCANTEPas encore d'évaluation
- Artigo MelhoriasDocument17 pagesArtigo MelhoriaslazaroccsPas encore d'évaluation
- Capitulo 2Document97 pagesCapitulo 2lazaroccsPas encore d'évaluation
- RCM - MCC - Ach - Analise Da Confiabilidade HumanaDocument2 pagesRCM - MCC - Ach - Analise Da Confiabilidade HumanalazaroccsPas encore d'évaluation
- Cientistas alertam sobre pragas que podem acabar com a humanidadeDocument6 pagesCientistas alertam sobre pragas que podem acabar com a humanidadelazaroccsPas encore d'évaluation
- Edital PetrobrasDocument50 pagesEdital PetrobraslazaroccsPas encore d'évaluation
- Release 3T20 VFinalDocument51 pagesRelease 3T20 VFinallazaroccsPas encore d'évaluation
- Determinação Dos Fatores de Intensificação E Concentração de Tensões Gerados Por Entalhes em Materiais FrágeisDocument14 pagesDeterminação Dos Fatores de Intensificação E Concentração de Tensões Gerados Por Entalhes em Materiais FrágeislazaroccsPas encore d'évaluation
- Monopol I 10018673Document78 pagesMonopol I 10018673julhyCborgesPas encore d'évaluation
- Case BraskemDocument6 pagesCase BraskemlazaroccsPas encore d'évaluation
- Corrosão e Proteção Dos MateriaisDocument79 pagesCorrosão e Proteção Dos Materiaisemerson william vidalPas encore d'évaluation
- Avaliacao Das Tecnicas de Soldagem Com e Sem Tecimento Aplicadas No Reparo de Trincas em Escavadeiras HidraulicasDocument67 pagesAvaliacao Das Tecnicas de Soldagem Com e Sem Tecimento Aplicadas No Reparo de Trincas em Escavadeiras HidraulicaslazaroccsPas encore d'évaluation
- 1 - APRES HIST. V. SIST MAN PREDIAL 15575 - Intro 5674 REMOTA VS FEVDocument83 pages1 - APRES HIST. V. SIST MAN PREDIAL 15575 - Intro 5674 REMOTA VS FEVlazaroccsPas encore d'évaluation
- MATSUSHITADocument1 pageMATSUSHITAlazaroccsPas encore d'évaluation
- Apresentação Institucional: Saiba MaisDocument48 pagesApresentação Institucional: Saiba MaislazaroccsPas encore d'évaluation
- Braskem comunica redução da participação do Norges Bank para 4,906Document3 pagesBraskem comunica redução da participação do Norges Bank para 4,906lazaroccsPas encore d'évaluation
- Custos de manutenção naval de petroleiros no BrasilDocument18 pagesCustos de manutenção naval de petroleiros no BrasilHeygleson Henrique de MirandaPas encore d'évaluation
- Artigo CBCDocument15 pagesArtigo CBClazaroccsPas encore d'évaluation
- Reunião Apimec: 3 de Dezembro de 2020Document37 pagesReunião Apimec: 3 de Dezembro de 2020lazaroccsPas encore d'évaluation
- App Engines Reports Assets Pdfs BeGBpHy8yok4KuuJx Y3WQDocument21 pagesApp Engines Reports Assets Pdfs BeGBpHy8yok4KuuJx Y3WQlazaroccsPas encore d'évaluation
- Matriz CurricularDocument1 pageMatriz CurricularlazaroccsPas encore d'évaluation
- Daytrade: estratégias e ferramentas para operar no intradayDocument38 pagesDaytrade: estratégias e ferramentas para operar no intradayBruno Alves88% (8)
- Instruções de Pagamento Pelo Internet Banking Ou CaixaDocument1 pageInstruções de Pagamento Pelo Internet Banking Ou CaixalazaroccsPas encore d'évaluation
- Planejamento ForexDocument2 pagesPlanejamento ForexlazaroccsPas encore d'évaluation
- A o D S: Có Ss ST Conteúdo MDocument110 pagesA o D S: Có Ss ST Conteúdo MlazaroccsPas encore d'évaluation
- Guiarevisao21julho2019 PDFDocument21 pagesGuiarevisao21julho2019 PDFChristiano PinhoPas encore d'évaluation
- 3º Ano - AngiospermasDocument52 pages3º Ano - AngiospermasJhonPas encore d'évaluation
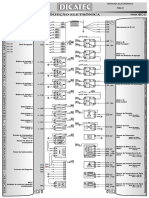
- Honda New Civic 1.8 2006Document3 pagesHonda New Civic 1.8 2006Pedro Almeida Junior100% (1)
- Bruno de Almeida Simoes - 230530 - 192925Document7 pagesBruno de Almeida Simoes - 230530 - 192925Red SunPas encore d'évaluation
- Resolução #028 Dispõe Sobre Credenciamento, Recrendenciamento e Autorização Educação InfantilDocument30 pagesResolução #028 Dispõe Sobre Credenciamento, Recrendenciamento e Autorização Educação InfantilJuliana MesquitaPas encore d'évaluation
- Guia Unesp de Profissões 2023Document173 pagesGuia Unesp de Profissões 2023WAGNER MEIADO DO REGOPas encore d'évaluation
- A Importância Dos Lubrificantes Automóveis - ROCHA PNEUS - 1621833714923Document5 pagesA Importância Dos Lubrificantes Automóveis - ROCHA PNEUS - 1621833714923JULIOPas encore d'évaluation
- Ventilador pulmonar VLP 6000 para emergênciasDocument1 pageVentilador pulmonar VLP 6000 para emergênciasailson.marins sl98104120Pas encore d'évaluation
- G Series Catalogo ROSSI PTDocument482 pagesG Series Catalogo ROSSI PTViniciusPas encore d'évaluation
- Reiri 1Document69 pagesReiri 1Rainbow. .dashlokaaPas encore d'évaluation
- RESOLUÇÃO 996Document6 pagesRESOLUÇÃO 996ritielesimeoliPas encore d'évaluation
- FundamentosDocument2 pagesFundamentosCleo CoelhoPas encore d'évaluation
- Psicologia e ReligiãoDocument7 pagesPsicologia e ReligiãoFranciscoWalissonPas encore d'évaluation
- Motovibradores IndustriaisDocument45 pagesMotovibradores IndustriaisalanfbventuraPas encore d'évaluation
- Ficha 4283Document2 pagesFicha 4283JORCY DE CARVALHO ALVES - SDPas encore d'évaluation
- Manutenção de equipamento de ar condicionadoDocument1 pageManutenção de equipamento de ar condicionadoAnonymous FZs3yBHh7Pas encore d'évaluation
- O Menino Selvagem e o processo de socializaçãoDocument3 pagesO Menino Selvagem e o processo de socializaçãoJose Pereira(12LHCSE)Pas encore d'évaluation
- DESCRITOR 3 - SimuladoDocument3 pagesDESCRITOR 3 - SimuladoIsabel RothPas encore d'évaluation
- Apostila de Geometria Analítica (Professor)Document27 pagesApostila de Geometria Analítica (Professor)Leonardo Tizatto WeinfurterPas encore d'évaluation
- Questionário - Questões Marks - 2 ProvaDocument8 pagesQuestionário - Questões Marks - 2 ProvaJohanaPas encore d'évaluation
- Chef Flexivel - 100 Receitas para Bater Os MacrosDocument131 pagesChef Flexivel - 100 Receitas para Bater Os MacrosallonsoPas encore d'évaluation
- Neutralizadores de vibraçõesDocument45 pagesNeutralizadores de vibraçõesBernardo GuimarãesPas encore d'évaluation
- Derivadas Funções TrigDocument3 pagesDerivadas Funções TrigLeonardo Faria100% (1)
- Prova Eags 2023 Cod 20 PDF Rede Elétrica FuDocument2 pagesProva Eags 2023 Cod 20 PDF Rede Elétrica FuFabio HorsayPas encore d'évaluation
- Oferta de conselhos e reflexões sobre a vidaDocument12 pagesOferta de conselhos e reflexões sobre a vidaFatima4BretzPas encore d'évaluation
- Regulamento de Urbanização e EdificaçãoDocument35 pagesRegulamento de Urbanização e EdificaçãoAnonymous wXNVIXbUPas encore d'évaluation
- Guia para iniciantes no Muay ThaiDocument18 pagesGuia para iniciantes no Muay ThaiDoutor NordsonPas encore d'évaluation