Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Impact of Pantawid Pamilyang Pilipino Program On EducationDocument10 pagesImpact of Pantawid Pamilyang Pilipino Program On EducationEllyssa Erika MabayagPas encore d'évaluation
- Building Services Planning Manual-2007Document122 pagesBuilding Services Planning Manual-2007razanmrm90% (10)
- FT 800 Catridge Filtration Unit: 5,000 Psi Choke ManifoldDocument1 pageFT 800 Catridge Filtration Unit: 5,000 Psi Choke ManifoldAnand PatelPas encore d'évaluation
- Drop Down List: Length (FT)Document5 pagesDrop Down List: Length (FT)Anand PatelPas encore d'évaluation
- DataDocument3 pagesDataAnand PatelPas encore d'évaluation
- Targate BookDocument3 pagesTargate BookAnand PatelPas encore d'évaluation
- Skid (Choke Manifold) Material: SR No. Name Technical Dservice Qty Cost/UnitDocument1 pageSkid (Choke Manifold) Material: SR No. Name Technical Dservice Qty Cost/UnitAnand PatelPas encore d'évaluation
- Complete eQUIPMENTDocument3 pagesComplete eQUIPMENTAnand PatelPas encore d'évaluation
- Communication Tower Foundation Selection CriteriaDocument6 pagesCommunication Tower Foundation Selection CriteriaSara RamliPas encore d'évaluation
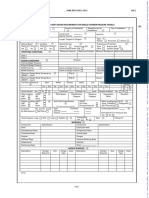
- F F F F F F F F F F F F F F F F: Form U-Dr-1 User'S Design Requirements For Single Chamber Pressure VesselsDocument1 pageF F F F F F F F F F F F F F F F: Form U-Dr-1 User'S Design Requirements For Single Chamber Pressure VesselsAnand PatelPas encore d'évaluation
- Lecture 15C.3: Lattice Towers and Masts: Esdep WG 15C Structural Systems: MiscellaneousDocument26 pagesLecture 15C.3: Lattice Towers and Masts: Esdep WG 15C Structural Systems: MiscellaneousAnand PatelPas encore d'évaluation
- Comparative Study EN 13445 / ASME Section VIII Div. 1 & 2Document48 pagesComparative Study EN 13445 / ASME Section VIII Div. 1 & 2Anand PatelPas encore d'évaluation
- LM2576/LM2576HV Series Simple Switcher 3A Step-Down Voltage RegulatorDocument21 pagesLM2576/LM2576HV Series Simple Switcher 3A Step-Down Voltage RegulatorcgmannerheimPas encore d'évaluation
- Global Divides: The North and The South: National University Sports AcademyDocument32 pagesGlobal Divides: The North and The South: National University Sports AcademyYassi CurtisPas encore d'évaluation
- Drive LinesDocument30 pagesDrive LinesRITESH ROHILLAPas encore d'évaluation
- Review On AlgebraDocument29 pagesReview On AlgebraGraziela GutierrezPas encore d'évaluation
- CV & Surat Lamaran KerjaDocument2 pagesCV & Surat Lamaran KerjaAci Hiko RickoPas encore d'évaluation
- Contents EEMUA Publication 190 Edition1 May 2015Document4 pagesContents EEMUA Publication 190 Edition1 May 2015Aditya JainPas encore d'évaluation
- Kyle Pape - Between Queer Theory and Native Studies, A Potential For CollaborationDocument16 pagesKyle Pape - Between Queer Theory and Native Studies, A Potential For CollaborationRafael Alarcón Vidal100% (1)
- C2 - Conveyors Diagram: Peso de Faja Longitud de CargaDocument1 pageC2 - Conveyors Diagram: Peso de Faja Longitud de CargaIvan CruzPas encore d'évaluation
- SachinDocument3 pagesSachinMahendraPas encore d'évaluation
- John L. Selzer - Merit and Degree in Webster's - The Duchess of MalfiDocument12 pagesJohn L. Selzer - Merit and Degree in Webster's - The Duchess of MalfiDivya AggarwalPas encore d'évaluation
- Cooperative Learning: Complied By: ANGELICA T. ORDINEZADocument16 pagesCooperative Learning: Complied By: ANGELICA T. ORDINEZAAlexis Kaye GullaPas encore d'évaluation
- Apexi Powerfc Instruction ManualDocument15 pagesApexi Powerfc Instruction ManualEminence Imports0% (2)
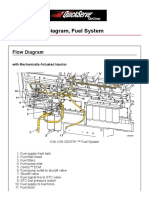
- Cummin C1100 Fuel System Flow DiagramDocument8 pagesCummin C1100 Fuel System Flow DiagramDaniel KrismantoroPas encore d'évaluation
- ML Ass 2Document6 pagesML Ass 2Santhosh Kumar PPas encore d'évaluation
- Pathology of LiverDocument15 pagesPathology of Liverערין גבאריןPas encore d'évaluation
- Unsuccessful MT-SM DeliveryDocument2 pagesUnsuccessful MT-SM DeliveryPitam MaitiPas encore d'évaluation
- 2014 - A - Levels Actual Grade A Essay by Harvey LeeDocument3 pages2014 - A - Levels Actual Grade A Essay by Harvey Leecherylhzy100% (1)
- QuexBook TutorialDocument14 pagesQuexBook TutorialJeffrey FarillasPas encore d'évaluation
- Thesis PaperDocument53 pagesThesis PaperAnonymous AOOrehGZAS100% (1)
- Clockwork Dragon's Expanded ArmoryDocument13 pagesClockwork Dragon's Expanded Armoryabel chabanPas encore d'évaluation
- Gas Dynamics and Jet Propulsion 2marksDocument15 pagesGas Dynamics and Jet Propulsion 2marksAbdul rahumanPas encore d'évaluation
- Fds-Ofite Edta 0,1MDocument7 pagesFds-Ofite Edta 0,1MVeinte Años Sin VosPas encore d'évaluation
- Sakui, K., & Cowie, N. (2012) - The Dark Side of Motivation - Teachers' Perspectives On 'Unmotivation'. ELTJ, 66 (2), 205-213.Document9 pagesSakui, K., & Cowie, N. (2012) - The Dark Side of Motivation - Teachers' Perspectives On 'Unmotivation'. ELTJ, 66 (2), 205-213.Robert HutchinsonPas encore d'évaluation
- Inside:: Issue 4 - February 2004 Bi-Monthly Warhammer E-ZineDocument40 pagesInside:: Issue 4 - February 2004 Bi-Monthly Warhammer E-ZineJoe BloggsPas encore d'évaluation
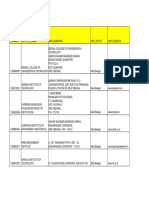
- MCI Approved Medical College in Uzbekistan PDFDocument3 pagesMCI Approved Medical College in Uzbekistan PDFMBBS ABROADPas encore d'évaluation
- Kazon Greater Predator MothershipDocument1 pageKazon Greater Predator MothershipknavealphaPas encore d'évaluation
- WBDocument59 pagesWBsahil.singhPas encore d'évaluation
- Advanced Chemical Engineering Thermodynamics (Cheg6121) : Review of Basic ThermodynamicsDocument74 pagesAdvanced Chemical Engineering Thermodynamics (Cheg6121) : Review of Basic ThermodynamicsetayhailuPas encore d'évaluation