Vous aimerez peut-être aussi
- The Concise Calibration & Test Equipment Management Guide: The Concise Collection, #1D'EverandThe Concise Calibration & Test Equipment Management Guide: The Concise Collection, #1Évaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Thermometer CalibrationDocument8 pagesThermometer CalibrationGeroldo 'Rollie' L. Querijero100% (1)
- SOP CAL Refrigerator FreezerDocument3 pagesSOP CAL Refrigerator FreezerJamall Clt33% (3)
- Refrigerator Temp SopDocument8 pagesRefrigerator Temp SopdeshankarunarathnePas encore d'évaluation
- Uncertainty in Thermometer CalibrationDocument6 pagesUncertainty in Thermometer CalibrationJoel Villasanta DeocaresPas encore d'évaluation
- Termometer and Hygrometer Calibration LiteratureDocument2 pagesTermometer and Hygrometer Calibration LiteratureHarryPas encore d'évaluation
- SOP For Calibration of ThermometerDocument3 pagesSOP For Calibration of Thermometersinner86Pas encore d'évaluation
- Thermometer Calibration Guide PDFDocument8 pagesThermometer Calibration Guide PDFteknisi primaPas encore d'évaluation
- 02-Calibration & Control of Measuring & Monitoring DevicesDocument1 page02-Calibration & Control of Measuring & Monitoring DeviceskitekPas encore d'évaluation
- Cal Cert FormatDocument6 pagesCal Cert FormatINSTRUCAL CALIBRATION SERVICESPas encore d'évaluation
- Calibrate Metal Tapes Using Standard Tape MethodDocument12 pagesCalibrate Metal Tapes Using Standard Tape Methodhaharamesh100% (1)
- U 929 RPM MeterDocument7 pagesU 929 RPM MeterAmit KumarPas encore d'évaluation
- Lab3 Temperature and Calibration - FINALrrDocument6 pagesLab3 Temperature and Calibration - FINALrrDerrick SheePas encore d'évaluation
- Validator AVS Qualification Detailed Report: CommentsDocument12 pagesValidator AVS Qualification Detailed Report: CommentsAshari EndraPas encore d'évaluation
- Certificate of CalibrationDocument2 pagesCertificate of CalibrationMiguel Angel Pacahuala CristobalPas encore d'évaluation
- NIMT-CNL-SP No. 601 Standard Procedure for Calibration of Pressure Measuring Instruments Hydraulic TypeDocument18 pagesNIMT-CNL-SP No. 601 Standard Procedure for Calibration of Pressure Measuring Instruments Hydraulic Typeamelchan_tiquePas encore d'évaluation
- pH Meter SOPDocument6 pagespH Meter SOPChristian JosephPas encore d'évaluation
- Stability and UniformityDocument6 pagesStability and UniformitymegacobPas encore d'évaluation
- Calibration Report for Digital ThermometerDocument4 pagesCalibration Report for Digital ThermometerSherwin John NavarroPas encore d'évaluation
- Is 13875 1 1993Document17 pagesIs 13875 1 1993KOSAKA LABPas encore d'évaluation
- Deutscher Kalibrierdienst: Guideline DKD-R 5-1 Calibration of Resistance ThermometersDocument24 pagesDeutscher Kalibrierdienst: Guideline DKD-R 5-1 Calibration of Resistance Thermometersjonh66-1Pas encore d'évaluation
- Method Statement For PH MeterDocument2 pagesMethod Statement For PH MeterMuhamed RasheedPas encore d'évaluation
- Calibration of Electronic Balance SOPDocument2 pagesCalibration of Electronic Balance SOPRavi YadavPas encore d'évaluation
- Standard Operating Procedure For Calibration and Maintenance of Weigh BalancesDocument7 pagesStandard Operating Procedure For Calibration and Maintenance of Weigh BalancesSimon Malwack100% (1)
- Sop For Operation and Calibration of Analytical BalanceDocument2 pagesSop For Operation and Calibration of Analytical BalanceDolly BijaniPas encore d'évaluation
- Calibration of Thermal Process EquipmentsDocument3 pagesCalibration of Thermal Process EquipmentsAmar SinghPas encore d'évaluation
- Conformity Assessment of Temperature Measuring Devices Used in Forensic Science Laboratories Under Iso/iec 17025: 2017Document9 pagesConformity Assessment of Temperature Measuring Devices Used in Forensic Science Laboratories Under Iso/iec 17025: 2017IJAR JOURNALPas encore d'évaluation
- Template For Intermediate Check Sheet For Deadweight TesterDocument1 pageTemplate For Intermediate Check Sheet For Deadweight Testervasudeva yasas100% (1)
- 1.SOP For Calibratioon of Pressure GaugesDocument3 pages1.SOP For Calibratioon of Pressure Gaugesget_engineer05100% (1)
- THERMOMETER CALIBRATION USING CONTROLLED TEMPERATURE Baths Cal926 PDFDocument7 pagesTHERMOMETER CALIBRATION USING CONTROLLED TEMPERATURE Baths Cal926 PDFGustavo SánchezPas encore d'évaluation
- Ba Tho 5000toce Full Calibration Sop en 58130094bDocument38 pagesBa Tho 5000toce Full Calibration Sop en 58130094bعبدالعزيز بدرPas encore d'évaluation
- 06 Torque ToolsDocument28 pages06 Torque Toolselva RfPas encore d'évaluation
- Calibration Certification Procedure Ultra Pro 80 Ultracentrifuge - 2008341445 - 100729 - 4Document3 pagesCalibration Certification Procedure Ultra Pro 80 Ultracentrifuge - 2008341445 - 100729 - 4luroguitaPas encore d'évaluation
- U 5753 Centrifuge 17300Document1 pageU 5753 Centrifuge 17300NENO BHUBANESWAR100% (1)
- CAT CP 1 (T) Calibration of RTDDocument4 pagesCAT CP 1 (T) Calibration of RTDAmar Singh100% (1)
- Appendix-I PQ #. 1 Sampling Point: SP001 (Feed Water Inlet) : G Io N CH Lo Rid e Ni Tra TeDocument14 pagesAppendix-I PQ #. 1 Sampling Point: SP001 (Feed Water Inlet) : G Io N CH Lo Rid e Ni Tra TeaKureishiPas encore d'évaluation
- SOP-QAD-001 - Inhouse CalibrationDocument4 pagesSOP-QAD-001 - Inhouse Calibrationdanaka00750% (2)
- Calibration of Micro - PipetteDocument17 pagesCalibration of Micro - PipettemdasifkhaleelPas encore d'évaluation
- Calibration, American Laboratory: FlijkeDocument3 pagesCalibration, American Laboratory: FlijkeAMINE MEDDAHIPas encore d'évaluation
- SOP For Preparation of TrendsDocument2 pagesSOP For Preparation of TrendsАнна ОрлеоглоPas encore d'évaluation
- Method Statement For Conductivity MeterDocument2 pagesMethod Statement For Conductivity MeterMuhamed RasheedPas encore d'évaluation
- Stability Chamber Calibration ProcedureDocument1 pageStability Chamber Calibration ProcedureNageshwar Thadakamalla100% (1)
- Chlorine Test: SpectroquantDocument1 pageChlorine Test: Spectroquantanica moldovanPas encore d'évaluation
- SOP of Calibration of BalanceDocument3 pagesSOP of Calibration of BalanceYousif100% (1)
- NIST Stopwatch & Timer Calibrations 2009Document82 pagesNIST Stopwatch & Timer Calibrations 2009ririmonir100% (1)
- Calibration Requirements For Determining Particle Size Distribution Using Light Interaction MethodsDocument6 pagesCalibration Requirements For Determining Particle Size Distribution Using Light Interaction Methodstuhintahmid1093Pas encore d'évaluation
- Calibrate BTU Meter CertificateDocument1 pageCalibrate BTU Meter CertificateEby JoyPas encore d'évaluation
- Monitoring Variations in Tests and CalibrationsDocument5 pagesMonitoring Variations in Tests and CalibrationsV VijayPas encore d'évaluation
- SASSCO Intermediate Check InstructionDocument4 pagesSASSCO Intermediate Check InstructionStudent ForeignPas encore d'évaluation
- 29-Stop Watch Calibration CartificateDocument1 page29-Stop Watch Calibration CartificateCustomer SupportPas encore d'évaluation
- Calibrating Balances MLS Technical Guide 25Document9 pagesCalibrating Balances MLS Technical Guide 25iptPas encore d'évaluation
- 01Document30 pages01dwimukh360Pas encore d'évaluation
- Calibration of Phase Sequence IndicatorDocument6 pagesCalibration of Phase Sequence IndicatorManivasagan VasuPas encore d'évaluation
- Environmental ConditionDocument7 pagesEnvironmental ConditionTammam AbourshaidPas encore d'évaluation
- Mitutoyo Bore Gauge PDFDocument12 pagesMitutoyo Bore Gauge PDFAnonymous 8rb48tZSPas encore d'évaluation
- BME-01 Equipment Iddentification TagDocument4 pagesBME-01 Equipment Iddentification TagPAPPU RANJITH KUMARPas encore d'évaluation
- Calibration of Dial Temperature Gauges Digital Temparature Indicators ControllersDocument5 pagesCalibration of Dial Temperature Gauges Digital Temparature Indicators ControllersCharlie Dela RosaPas encore d'évaluation
- Monitoring Environmental Parameters of Incubators, Fridge-Freezers QC-05-05 EPADocument17 pagesMonitoring Environmental Parameters of Incubators, Fridge-Freezers QC-05-05 EPAAna M VrrPas encore d'évaluation
- Manual Placa Baza ASUS Athlon M3ADocument134 pagesManual Placa Baza ASUS Athlon M3APetre CrisuPas encore d'évaluation
- TestDocument78 pagesTestFroggyerPas encore d'évaluation
- DS IN0029 en Co 59667 PDFDocument2 pagesDS IN0029 en Co 59667 PDFGilberto Andrés JuradoPas encore d'évaluation
- Thermocouple Accuracy Standards IEC-EN 60584-2 and ASTM E230-ANSI MC96.1Document2 pagesThermocouple Accuracy Standards IEC-EN 60584-2 and ASTM E230-ANSI MC96.1Gilberto Andrés JuradoPas encore d'évaluation
- Week-6 Angular Measurement Metro 27-10-2011Document28 pagesWeek-6 Angular Measurement Metro 27-10-2011Gilberto Andrés JuradoPas encore d'évaluation
- EURAMET-cg-08 V 2.1 ChangesDocument18 pagesEURAMET-cg-08 V 2.1 ChangesGilberto Andrés JuradoPas encore d'évaluation
- Errata Ansiashrae Standard 72-2005Document2 pagesErrata Ansiashrae Standard 72-2005Gilberto Andrés JuradoPas encore d'évaluation
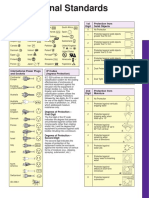
- International Standards Agencies 1st Protection From Digit Solid ObjectsDocument1 pageInternational Standards Agencies 1st Protection From Digit Solid ObjectsGilberto Andrés JuradoPas encore d'évaluation
- Testo 735 multi-channel thermometerDocument6 pagesTesto 735 multi-channel thermometerGilberto Andrés JuradoPas encore d'évaluation
- Gerrys BeamDocument1 pageGerrys BeamGilberto Andrés JuradoPas encore d'évaluation
- 11 RadialDocument5 pages11 RadialGilberto Andrés JuradoPas encore d'évaluation
- Activity English MariaDocument3 pagesActivity English MariaGilberto Andrés JuradoPas encore d'évaluation
- Python TutorDocument116 pagesPython TutorRajkumar RPas encore d'évaluation
- Unit 2 - CH 2. Decision Making and BranchingDocument21 pagesUnit 2 - CH 2. Decision Making and BranchingManjunatha H RPas encore d'évaluation
- 8051 Chap6 InterruptsDocument13 pages8051 Chap6 InterruptsDangthieuhoi VuPas encore d'évaluation
- StarBoard Software Installation Guide PDFDocument12 pagesStarBoard Software Installation Guide PDFSigo GattPas encore d'évaluation
- HPI DB Creation 12cDocument13 pagesHPI DB Creation 12cVinu3012Pas encore d'évaluation
- ABAP RESTful Programming ModelDocument27 pagesABAP RESTful Programming Modellancelot630Pas encore d'évaluation
- Kpi RNC LevelDocument24 pagesKpi RNC LevelIan Juanda MarboenPas encore d'évaluation
- Chapter 3: User Interfaces: ObjectivesDocument24 pagesChapter 3: User Interfaces: ObjectivesAbdullahSarfarazPas encore d'évaluation
- Compal LA-7201P M/B Schematic and NotesDocument53 pagesCompal LA-7201P M/B Schematic and NotesmilanTT11Pas encore d'évaluation
- Monthly bill for internet servicesDocument2 pagesMonthly bill for internet servicesJagjeet Johal JattPas encore d'évaluation
- HAP Specification Non Commercial VersionDocument259 pagesHAP Specification Non Commercial VersionCraig100% (1)
- R 3 ExtractionDocument39 pagesR 3 ExtractionVinoth Kumar PeethambaramPas encore d'évaluation
- Game Engine Programming 1 Game PlatformDocument8 pagesGame Engine Programming 1 Game PlatformJayPas encore d'évaluation
- Akshat Kumar - Data Structures & AlgorithmDocument18 pagesAkshat Kumar - Data Structures & AlgorithmJYOTIRMOY CHATTERJEEPas encore d'évaluation
- Factors Behind Cost Differences in Similar Software ProductsDocument5 pagesFactors Behind Cost Differences in Similar Software ProductsMary Joy Paclibar BustamantePas encore d'évaluation
- 106106140Document2 pages106106140A vyasPas encore d'évaluation
- Banking BPO Market Forecast 2014-2018 - Nelson HallDocument84 pagesBanking BPO Market Forecast 2014-2018 - Nelson HallUtkarsh RaiPas encore d'évaluation
- RFCMDocument220 pagesRFCMAkella Ramana KumarPas encore d'évaluation
- Aola Q Hace DDDDDDDDDDDDocument2 pagesAola Q Hace DDDDDDDDDDDapi-454365545Pas encore d'évaluation
- Iphone SE N69 051-00648 4.0.0Document60 pagesIphone SE N69 051-00648 4.0.0fede.almadaPas encore d'évaluation
- Top Down ParsingDocument37 pagesTop Down ParsingShukla ShravanPas encore d'évaluation
- Huawei Technologies Co., LTDDocument8 pagesHuawei Technologies Co., LTDAgung AndikaPas encore d'évaluation
- Defense and Security Workshop Logistics and MaintenanceDocument2 pagesDefense and Security Workshop Logistics and MaintenanceharisomanathPas encore d'évaluation
- Eoffice TrainingDocument28 pagesEoffice TraininganantPas encore d'évaluation
- EBS122 DevgDocument756 pagesEBS122 Devgzakir_hPas encore d'évaluation
- Assignment 6Document6 pagesAssignment 6Infosys CampusPas encore d'évaluation
- BdiDocument12 pagesBdiSaptarshi BhattacharjeePas encore d'évaluation
- DVG 5121SPDocument3 pagesDVG 5121SPLalit AroraPas encore d'évaluation
- Writing The Basic Sales LetterDocument6 pagesWriting The Basic Sales LetterAngel dreamPas encore d'évaluation
- ADT ListDocument3 pagesADT ListCicio FlaviuPas encore d'évaluation
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingD'EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingÉvaluation : 5 sur 5 étoiles5/5 (4)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingD'EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (33)
- The Secret Life of Lobsters: How Fishermen and Scientists Are Unraveling the Mysteries of Our Favorite CrustaceanD'EverandThe Secret Life of Lobsters: How Fishermen and Scientists Are Unraveling the Mysteries of Our Favorite CrustaceanPas encore d'évaluation
- The Other End of the Leash: Why We Do What We Do Around DogsD'EverandThe Other End of the Leash: Why We Do What We Do Around DogsÉvaluation : 5 sur 5 étoiles5/5 (63)
- Wayfinding: The Science and Mystery of How Humans Navigate the WorldD'EverandWayfinding: The Science and Mystery of How Humans Navigate the WorldÉvaluation : 4.5 sur 5 étoiles4.5/5 (18)
- Spoiled Rotten America: Outrages of Everyday LifeD'EverandSpoiled Rotten America: Outrages of Everyday LifeÉvaluation : 3 sur 5 étoiles3/5 (19)
- The Revolutionary Genius of Plants: A New Understanding of Plant Intelligence and BehaviorD'EverandThe Revolutionary Genius of Plants: A New Understanding of Plant Intelligence and BehaviorÉvaluation : 4.5 sur 5 étoiles4.5/5 (137)
- Why Fish Don't Exist: A Story of Loss, Love, and the Hidden Order of LifeD'EverandWhy Fish Don't Exist: A Story of Loss, Love, and the Hidden Order of LifeÉvaluation : 4.5 sur 5 étoiles4.5/5 (699)
- The Lives of Bees: The Untold Story of the Honey Bee in the WildD'EverandThe Lives of Bees: The Untold Story of the Honey Bee in the WildÉvaluation : 4.5 sur 5 étoiles4.5/5 (44)
- The Mind of Plants: Narratives of Vegetal IntelligenceD'EverandThe Mind of Plants: Narratives of Vegetal IntelligenceÉvaluation : 4.5 sur 5 étoiles4.5/5 (11)
- Come Back, Como: Winning the Heart of a Reluctant DogD'EverandCome Back, Como: Winning the Heart of a Reluctant DogÉvaluation : 3.5 sur 5 étoiles3.5/5 (10)
- Gathering Moss: A Natural and Cultural History of MossesD'EverandGathering Moss: A Natural and Cultural History of MossesÉvaluation : 4.5 sur 5 étoiles4.5/5 (347)
- World of Wonders: In Praise of Fireflies, Whale Sharks, and Other AstonishmentsD'EverandWorld of Wonders: In Praise of Fireflies, Whale Sharks, and Other AstonishmentsÉvaluation : 4 sur 5 étoiles4/5 (221)
- Last Child in the Woods: Saving Our Children From Nature-Deficit DisorderD'EverandLast Child in the Woods: Saving Our Children From Nature-Deficit DisorderÉvaluation : 4 sur 5 étoiles4/5 (283)
- The Big, Bad Book of Botany: The World's Most Fascinating FloraD'EverandThe Big, Bad Book of Botany: The World's Most Fascinating FloraÉvaluation : 3 sur 5 étoiles3/5 (10)
- The Nature Fix: Why Nature Makes us Happier, Healthier, and More CreativeD'EverandThe Nature Fix: Why Nature Makes us Happier, Healthier, and More CreativeÉvaluation : 4 sur 5 étoiles4/5 (157)
- The Hummingbirds' Gift: Wonder, Beauty, and Renewal on WingsD'EverandThe Hummingbirds' Gift: Wonder, Beauty, and Renewal on WingsÉvaluation : 4.5 sur 5 étoiles4.5/5 (60)
- Soil: The Story of a Black Mother's GardenD'EverandSoil: The Story of a Black Mother's GardenÉvaluation : 4.5 sur 5 étoiles4.5/5 (16)
- The Rise and Fall of the Dinosaurs: A New History of a Lost WorldD'EverandThe Rise and Fall of the Dinosaurs: A New History of a Lost WorldÉvaluation : 4 sur 5 étoiles4/5 (591)
- The Hidden Life of Trees: What They Feel, How They CommunicateD'EverandThe Hidden Life of Trees: What They Feel, How They CommunicateÉvaluation : 4 sur 5 étoiles4/5 (1002)
- A-level Biology Revision: Cheeky Revision ShortcutsD'EverandA-level Biology Revision: Cheeky Revision ShortcutsÉvaluation : 5 sur 5 étoiles5/5 (5)
- A Garden of Marvels: How We Discovered that Flowers Have Sex, Leaves Eat Air, and Other Secrets of PlantsD'EverandA Garden of Marvels: How We Discovered that Flowers Have Sex, Leaves Eat Air, and Other Secrets of PlantsPas encore d'évaluation
- Braiding Sweetgrass: Indigenous Wisdom, Scientific Knowledge and the Teachings of PlantsD'EverandBraiding Sweetgrass: Indigenous Wisdom, Scientific Knowledge and the Teachings of PlantsÉvaluation : 4.5 sur 5 étoiles4.5/5 (1422)