Académique Documents
Professionnel Documents
Culture Documents
1PKM
Transféré par
tomekgil111Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
1PKM
Transféré par
tomekgil111Droits d'auteur :
Formats disponibles
1.
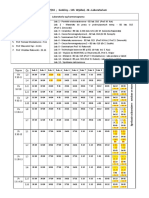
Obliczy i narysowa pasowanie - niekorzystny
Narysowa rozkad pl tolerancji oraz obliczy parametry pasowania - skone ustawienie osadzonej czci
i poda jego rodzaj, jeeli wiadomo: - trudnoci z dopasowaniem klina
N=100mm, T0=m, TW=20m, EI=0, es=-10m - stosowany przy maych prdkociach obrotowych
N- wymiar nominalny, O-linia zerowa, ES- odchyka grna otworu,
EI- dolna, es-grna waka, ei- dolna, T0-tolerancja otworu, TW-tol. 9. Narysowa uoyskowanie wau uniemoliwiajce jego
waka, A-wymiar graniczny dolny, B-wym.gr.grny, Lmax-luz osiowe przesunicie
maksymalny, Lmin-mn, T-tolerancja pasowania.
T0=ES-EI, TW=es-ei, A0=N+EI, AW=N+ei, B0/w=N+ES, Lmax=ES-ei, 5. Przekadnia pasowa (rozkad napre w ruchu i
Lmin=EI-es, T=T0-TW, T=Lmax-Lmin, T=Wmax-Wmin, spoczynku)
L/Wsr=0,5(Lmax+Lmin) PRZEKADNIAMI mechanicznymi nazywamy mechanizmy 10. oysko lizgowe (hydrodynamiczne, h-statyczne,
Gdzie W to wcisk suce do przenoszenia energii co zazwyczaj poczone jest ze rozkad cinie)
Pasowanie lune Lmax>0, Lmin>0 (A-H, a-h) zmian prdkoci obrotowej i odpowiednimi zmianami si i Tarcie pynne mona uzyska na zasadzie h-statycznej lub h-
Pasowanie mieszane Lmax>0, Lmin<0 (J-N,P, j-n,p) momentw. dynamicznej poprzez:
Pasowanie cisnae Lmax<0, Lmin<0 (N-Z,n-z) a) klin smarny
Pasowanie okrela charakter wsppracy waka z otworem, zaley b) efekt wciskania smaru
jedynie od rznicy ich wymiarw przed poczeniem, obrazem RYSUNEK NAPRENIA W PASIE I ROZKAD SI Realizacja klina smarnego wymaga spenienia 3 warunkw:
pasowania jest skojarzenie dwch pl tolerancji- otworu i waka - istnienia prdkoci polizgu wikszej od prdkoci granicznej
Lmax=-Wmin, Lmin=-Wmax - spenienia warunku geometrycznego tzn. istnienia pomidzy
Zasada staego otworu- kojarzenie tolerancji waka z tolerancj lizgajcymi si po sobie powierzchni, przestrzeni zwajcej si w
otworu, ktrego dolna odchyka jest rwna zero EI=0.Taki otwr kierunku ruchu
oznacza si H - cigego dostarczania do tej powierzchni wystarczajcej iloci
Zasada staego waka- kojarzenie tolerancji otworu z tolerancj smaru
waka ktrego grna odchyka jest rwna 0 es=0. Taki waek Realizacja tarcia pynnego na zasadzie efekt wciskania smaru:
oznaczmy h - istnienie odpowiedniej wartoci skadowej, prdkoci ruchu czopa
Dane: w kierunku normalnym do powierzchni nonych
ES=T0+EI=30, ei=es-Tw=-30, Ao=N+EI=100, - istnienie moliwie silnego dawienia smaru na wypywie z oyska
Bo=N+ES=100,03mm, Aw=N+ei=99,97mm, Bw=N+es=99,99mm, - cigego dostarczania wystarczajcej iloci smaru na miejsce
Lmax=ES-ei=60, Lmin=EI-es=10, T=To+Tw=50 wycinitego z oyska
Zasada hydrostatyczna: gdy istnieje trudno w uzyskaniu tarcia
pynnego na zasadzie hydrodynamicznej, ze wzgldu na niemono
spenienia ktrego z podstawowych warunkw.
Cinienie w warstwie smaru oddzielajcej czop od panewki
wywoujemy przez pompowanie smaru pomp znajdujc si poza
D1-koo napdzajce
oyskiem. Cinienie i wydatek pompy dobieramy tak, aby sia
D2- koo napdzane
wypadkowa cinienia i w warstwie smaru rwnowaya obcienie
oyska.
S1=S2*e1 oysko h-dynamiczne musi istnie odpowiednia prdko
Jest to pasowanie lune wg staego otworu Lmax > 0 ; Lmin > 0 S1-S2=T- sia uyteczna oysko h-statyczne smar pompowany jest przez pomp
Pasowanie : - lune Lmax>0; Lmin>0 (AH, ah) znajdujc si na zewntrz oyska
- mieszane Lmax>0; Lmin<0 (JN(p), jn(p)) Przekadnie pasowe
- ciasne Lmax<0; Lmin<0 (NZ, nz) Zalety: pynno ruchu, cichobieno, zdolno agodzenia drga, 11. Narysowa osadzenie na wale koa zbatego
moliwo ustawienia osi w dowolny sposb, maa wraliwo na
dokadno wykonania.
12. Rysunek sprzga oponowego
2. Sposoby spawania Wady: due wymiary, niestao, przeoenia, wraliwo pasa na
- gazowe stosowane do czenia cienkich blach szkodliwe dziaanie otoczenia
- ukowe najczciej stosowane, rdem ciepa jest uk elektryczny Materiay na pasy: skra, guma z tkanin bawenian, baweniany,
powstajcy midzy elektrod a czonym elementem weniany, mas polimerowy.
- atomowe czenie czci ze stali wysokostopowych,
aroodpornych itp. Oraz napawanie czci stopami twardymi
- plazmowe do czenia grubych blach (5 20mm) bez 6. Rodzaje uszkodze zbw
przygotowania brzegw jak i do czenia cienkich blach (0,01mm) -rysy hartownicze pknicia
- elektronowe umoliwiajce czenie materiaw o rnych -uszkodzenia interferencyjne wystpuj przy nadmiernym nacisku
waciwociach (aluminium srebro) i rnych grubociach pomidzy stop a gow
- laserowe -odpryski s inicjowane przez rysy i pknicia w utwardzonej
tworzyw termoplastycznych w strumieniu gorcego powietrza warstwie
-wytarcia i wydarcia- s wynikiem obecnoci twardych
zanieczyszcze pomidzy zbami
3. Narysowa poczenie wpustowe i wielowypustowi -zatarcie i przegrzanie powstaje przy zaniku smaru i metalicznym
Wpustowe: styku zba
-pitting- ma posta piramidkowych ubytkw na powierzchniach 13. Materiay oyskowe (lizgowe, toczne, z czego rolki?)
bocznych jest inicjowany przez pknicia w ktre wszed olej Materiay oyskowe powinny spenia nastpujce cechy:
-zgniot i zamanie uszkodzenie nieutwardzonych zbw o zbyt 1.Dobra odksztacalno.
maej granicy plastycznoci 2.Odporno na zatarcia.
3.Wytrzymao na naciski.
4.Wytrzymao zmczeniowa.
7. Metody ksztatowania waw (wpyw karbw i sposoby 5.Odporno na korozj.
agodzenia) 6.Dobre przewodnictwo ciepa.
Ksztatowanie powierzchni swobodnych przeprowadzamy po 7.Odpowiedni rozszerzalno ciepln.
uksztatowaniu powierzchni roboczych, czyli czopw-naley 8.Korzystna struktura materiau (niskie )
Poczenia wpustowe su do osadzania na wale rnych czci uwzgldni aby d1/d2 <=1,2 , natomiast czopy naley ksztatowa 9.Dodra obrabialno.
maszyn (k zbatych, pasowych). Na wale i otworze wykonane s wedug zalece normy. 10.Niska cena.
odpowiednie rowki, w ktre wprowadzony jest wpust. Zadaniem Gadko powierzchni oyska lizgowe: biae metale oowiowe (16), cynowe (babbit,
wpustu jest przenoszenie momentu obrotowego z wau na 1.czopw kocowych :Rz=2,5-0,32m 83), stopy kadmowe, aluminiowe, brzy oowiowe (B1032), brzy
wsppracujc cz. 2.powieszchni swobodnych : way wolno obrotowe i rednio biene cynowe
Materiay na wpusty: Rm 500MPa 45, St5, St6 (Rz=10-5m), wysokoobrotowe ( Rz=2,5m) oyska toczne: piercienie i elementy toczne wykonuje si z H15,
Rodzaje wpustw: pryzmatyczne, czenkowe, czopkowe Tolerancje powierzchnie swobodne wykonujemy w tolerancji H15SG, koszyczki z blach (metod toczenia) ze stali, brzu,
symetryczne, niesymetryczne. warsztatowej IT14 (h14) przy duych obrotach IT12 do IT10 mosidzu, tworzyw sztucznych.
Tolerancja rowkw: Uwzgldnianie wpustu:
Waek Piasta 1.Jeeli obcienie jest w przyblieniu statyczne wystarczy, by
Lune D10/h9, F9/h9, H9,h9 moment bezwadnoci przekroju z rowkiem by nie mniejszy od 14. Wypisa kty w gwintach pod wzgldem samochownoci
Mieszane N9/h9 Js9/h9 momentu bezwadnoci zarysu teoretycznego. i sprawnoci
Ciasne N9/h9, P9/h9 2.Gdy wa pracuje w zmiennym cyklu obcienia przy niewielkim
udziale momentu skrcajcego moment bezwadnoci koa
Wielowypustowe: wpisanego winien by nie mniejszy ni teoretyczny
3.Gdy wystpuje duy udzia momentu skrcajcego moment
bezwadnoci koa wsprodkowego z przekrojem poprzecznym
wau, stycznego zewntrznie do dna rowka pod wpust winien by nie
mniejszy od teoretycznej
a) Naley dy do agodnego ksztatowania przej stosujc
np. stoki przejciowe zamiast odsadze
b) Jeeli ukowe odsadzenie jest konieczne stara si o
moliwie duy promie przejciowy
c) Zaleca si wyrwnywanie wspczynnikw bezpieczestwa
prowadzce do uzyskania najlepszej konstrukcji
d) Gadko powierzchni jest czynnikiem istotnie
wpywajcym na podwyszenie wytrzymaoci
Poczenie bezporednie, na czopie wau s wykonane wystpy zmczeniowej
(wypusty) wsppracujce z odpowiednimi rowkami w piacie. e) Naley pamita ze powoki ochronne z metali o maej
Zalety: poczenie krtsze jak w poczeniu wpustami, dokadniejsze wytrzymaoci mog by rdem pierwszych pkni
osiowania, zmniejszenie naciskw jednostkowych, zmniejszenie zmczeniowych
oporw tarcia. f) Zwikszenie wytrzymaoci zmczeniowej mona uzyska
Rodzaje osiowania: na zewntrz rednicy, na wew. rednicy, na przez wytwarzanie na powierzchni elementu odpowiednich
bokach wypustu. napi wstpnych
g) Czsto dziaanie karbu mona zastpi stosujc dodatkowe
4. Rozkad cinie w oysku lizgowym (osiowe i karby odciajce /karby powoduj spitrzenie napre/
poprzeczne)
Rozkad naciskw (cinienia) w oysku lizgowym
-kt opasania Sprawno:
8. Czym rni si klin od wpustu
-kt pomidzy kierunkiem obcienia, a pocztkiem klina smarnego
Wpust Lv
-kt okrelajcy miejsce najmniejszej gruboci warstewki olejowej
(teta)-wsprzdna ktowa mierzona w kierunku obrotw Lw
a(tetaa)- wsprzdna ktowa mierzona od linii rodkw czopa i panewki do
pocztku klina smarnego Lv Q h ds tg Q
Qpmax- kt okrelajcy miejsce maksymalnego cinienia
Qpo- kt okrelajcy koniec klina smarnego Lw 2Ms ds tg ( ( ' )) Q
tg
tg ( ' )
n
tg
D
v
2
tg '
cos v
Wpust: przenosz moment skrcajcy, dobre osiowanie
wsppracujcych czci.
Klin: niewielki moment skrcajcy Najwiksz sprawno ma gwint trapezowy niesymetryczny,
- stosowane przy minimalnych wymaganiach co do wsposiowoci trapezowy symetryczny, okrgy, metryczny.
- nierwnomierny rozkad napre
Najwiksz samohamowno ma gwint metryczny a najmniejsz k) obliczenie zastpczego obcienia:
trapezowy niesymetryczny. p0 max( p01 , p02 )
warunek samohamownoci
p01 X 0 Fr Y0 F0
p02 FV
15. Sprzgo dopuszczajce nie wsposiowo (oldhama,
l) obliczenie nonoci spoczynkowej C0 = S0 * P0
zbate) (to samo co nizej: sprzgo zbate dwurzdowe)
m) dobieramy oysko: nono i wymiary
n) sprawdzenie trwaoci ciernej oyska
o) weryfikacja nonoci efektywnej Ce = ft * C
p) dobr rodka smarnego
r) obliczenie trwaoci efektywnej:
Ce P
Le a1 , a2 , a3 ( )
P0
16. Sprzgo zbate dwurzdowe s) przyjcie pasowa oraz uszczelnienie komory smarnej 23. Rnice pomidzy przekadni zamknita a otwart
Przekadni zamknit liczymy na naciski powierzchniowe (liczymy
OYSKO LIZGOWE: odlego osi), a sprawdzamy na zginanie. Oblicza si j take
a) dobr materiau na Panew i jej wymiarw zmczeniowo.
b) sprawdzenie warunkw wytrzymaociowych Natomiast przekadni otwart oblicza si na zginanie, a sprawdza na
P naciski stykowe.
pr Przekadnia otwarte pracuje w mniejszej iloci cykli, a przekadnia
DL zamknita w wikszej iloci cykli.
P obcienie czopa, D rednica czopa [mm], L czynna dugo
Panwi [mm]
24. Geometria koa zbatego (wieniec)
Mg W zalenoci od ksztatu geometrycznego bryy, na ktrej nacito
g zby rozrnia si koa walcowe i stokowe oraz ich odmiany (koa
Wx walcowe)
c) obliczenie luzw w oysku - o zbach prostych
d) dobr oleju na podstawie Sommerfelda - o zbach skonych
n" - o zbach daszkowych
S
17. Rodzaje elementw tocznych w oyskach (co to jest pr 2 - z uzbieniem wewntrznym
powierzchnia styku) - zbatka
Kola stokowe:
Elementy toczne: kilki, waeczki, igieki, baryki, stoki
Powierzchnia styku w oyskach wystpuj 2 rodzaje styku: r - o zbach prostych
punktowe lub liniowe elementw tocznych z bieniami, w czasie n prdko obrotowa [Obr/s] - o zbach skonych
pracy oyska wystpuj bardzo due naciski jednostkowe, a pod ich - lepko dynamiczna [Pa * s] - o zbach krzywoliniowych
wpywem znaczne naprenia tzw. stykowe. - paskie
- luz promieniowy
18. Do czego suy krzywa Woltera (wykres Woltera i r- promie czopa 25. Parametry k zbatych (kty itp.)
Schmita) - luz wzgldny
Wykres Whlera buduje si sprawdzenia napre powodujcych e) dobr pasowania
zniszczenie w funkcji liczby cykli. Wytrzymao zmczeniow f) sprawdzenie warunku tarcia pynnego 1. powierzchnia
(granic zmczenia) wyznacza si na podstawie bada okrelonej h0 > R21 + R22 podziaowa
liczby prbek wzorcowych, obcionych napreniem a i g) sprawdzenie iloci oleju przepywajcego przez oysko 2. powierzchnia boczna
h) objto pyww bocznych zba
napreniem rednim m o rnych wartociach, a do ich
zniszczenia przy licznie cykli Nc lub do czasu przekroczenia i) kt okrelajcy miejsca max cinienia 3. wierzchoek zba
umownej liczby cykli Na. Otrzymane punkty nanosimy na wykres, j) kt okrelajcy miejsca min gruboci filmu olejowego 4. dno wrbu
po ich poczeniu dostajemy wykres. k) kt okrelajcy koniec klina smarnego 5. zarys zba
l) sprawdzenie warunku (prV)=(prV)dop 6. wrb
m) minimalna prdko obrotowa 7. czoo uzbienia
8. podziaka nominalna
20. Na co oblicza si przekadnie otwarte
Przekadnie otwarte oblicza si na zginanie: - Modu m = P/
P podziaka mierzona na
2 M ST K obwodzie koa
F (1,45 1,5)3 FP
2m podziaowego
FP dopuszczalne naprenia na zginanie zmczeniowe - rednica podziaowa
i sprawdza na naciski stykowe: d=m*z
- rednica wierzchokw
FT n 1
H 0 Z E Z H Z Z Z B HP da=m(z+2)
Zk- obszar wytrzymaoci zmczeniowej przy maej iloci cykli bd n - rednica podstaw df=m(z-2,5)
ZE wspczynnik sprystoci materiau k - wysoko powy zba ha=m
Zo- obszar wytrzymaoci zm. przy ograniczonej iloci cykli
ZH wspczynnik geometrii zarysu - wysoko stopy zba h f = 1,25m
Zz- obszar wytrzymaoci zm. przy nieograniczonej iloci cykli
Z wspczynnik stopnia pokrycia wysoko zba h=ha+hf = 2,25m
Sposoby obliczenia wspczynnika w poszczeglnych obszarach: Z - wspczynnik pochylenia zba grubo zba s = 0,5p j; j luz boczny
ZB wspczynnik zmiany krzywizny powierzchni styku szeroko wrbu e = 0,5p + j
1.Nc<104-obszar obcie statycznych =Re/max
HP dopuszczalne naprenia na naciski stykowe luz wierzchokowy c = ha hf = 0,25m
2.104<Nc<107 obszar wytrzymaoci ograniczonej z=Zo/max (Zo- luz obwodowy j = 0,04m
wyznaczone dowiadczalnie lub obliczone Zo=Zg(107/Nc)^)
3.Nc>107 obszar wytrzymaoci nieograniczonej =Zg/max 21. Narysowa poczenie rubowe
Zbiornik cinieniowy Punkt przyporu miejsce chwilowego styku zbw
Linia przyporu utworzona przez kolejne punkty przyporu
Liczba cakowita cykli Okrg zasadniczy okrg, ktrego rednica zasadnicza db jest
Nc=n(1/min)*60*h(ilo godzin)*z(liczba zmian)*D(dni)*l(lat) styczna do linii przyporu db = d * cosp
m=(max+min)/2- naprenie rednie Kt przyporu kt, ktry tworzy linia przyporu ze styczn do k
a=(max-min)/2- amplituda napre tocznych
R=min/max wspczynnik asymetrii cyklu uk przyporu uk jaki zakrela na kole tocznym zb od chwili
Kappa=m/a- wspczynnik staoci obcienia wejcia do wyjcia z przyporu
Wykres Haigha Liczba przyporu stosunek dugoci uku przyporu do podziaki na
kole tocznym.
26. Poczenie sworzniem lunym i ciasnym
- ciasno liczymy na cinanie:
4F
Sztywno ciskanych elementw oblicza si biorc pod uwag
t kt (ktj , kt 0 )
przenoszenie naciskw wgb materiau poprzez tzw. STORZKI
WPLYWU o kcie rozwarcia 90st. Stoki te zamienia si nastpnie
2d 2
- luno liczymy na zginanie:
na zastpcze walce o powierzchni przekroju Fk, ktre przyrwnuje
si do powierzchni przekrojw stokw. Podziaaniem zewntrznej F L1 L2 F L
M g max ( ) 1
Wykres Smitha siy osiowej Q ruba wydua si dodatkowo o odcinek s jej 2 2 2 2 4
cakowite wyduenie osignie warto s+s odpowiadajc F ( L1 2 L2 ) FL
wypadkowej sile na ni dziaajcej Qw . Konierze natomiast ze
wzgldu na wyduenie rub odpr si o t sam wielko s, a i 8 8
wypadkow odksztacenie bdzie wynosio k-s. W zwizku z tym
dziaajca pierwotnie na nie sia nacigu wstpnego ruby Qo zmaleje L1 + 2L2 = L
do wartoci Qo. FL
Qw=Qo+Qd
g k g (k g 0 , k gj )
8 0,1 d 3
Qo=Qw+Q
Qo=(1.5-2)Q pokrywy cinieniowe dla sworznia dronego:
d 4 d 04
Qo=(0.2-0.6)Q pokrywy oyskowe Wx 0,1( )
d
AC=Qd*ctg, AC=(Q-Qd)*ctg Na naciski midzy sworzniem, a uchem:
Qd*ctg=(Q-Qo)*ctg
Aby narysowa wykres potrzeba Re, Zo,Zj. F
Qd=Q*ctg/(ctg+ctg)=Q*1/(1+ctg/ctg)=Q*1/(1+ck/cs) p k0
Jeeli przy wzrocie obcienia stosunek amplitudy a do naprenia Wzrost nacigu w rubie pod odcieniem Q jest tym wikszy im d L1
redniego m bdzie stay to warto wytrzymaoci zmczeniowej stosunek ck/cs dla zmniejszenia obcienia Qw naley zmniejszy Widekami a sworzniem:
okrela punkt k1 sztywno ruby. F
a/m=const, x2=z1/max=E*k1/CD p k0
Jeli przy wzrocie obcie naprenie rednie cyklu pozostaje
2d L2
stae to wytrzymao zmczeniowa odpowiadajca punktowi D L1 = (1,4 1,7)d L2 = (0,3 0,5)L1 d0 = (0,5 0,6)d
okrelona jest punktem k2, wspczynnik bezpieczestwa
m=const x2=Z2/z=Ck2/CD
D-punkt pracy. 27. Zaprojektowa poczenie spawane
19. Tok obliczeniowy oysk tocznych i lizgowych
OYSKA TOCZNE
a) ustalenie schematu konstrukcyjnego oyskowania
b) okrelenie wartoci i kierunku obcie i prdkoci
obrotowej
- dla obcie zmiennych obliczamy Po i no
c) ustalenie geometrycznych ogranicze konstrukcyjnych i rednicy
czopa i gniazda
d) wybr typu oyska
e) przyjcie wymaganej twardoci oyska L
f) wyznaczenie wartoci stosunku c/p dla przyjtej twardoci i typu
oyska
Re
g) obliczenie obcienia zastpczego kr
p V X FV YFa Xe
x,y wspczynnik zaleny od typu i rodzaju oyska 22. Narysowa sprzgo tarczowe sztywne F
r
h) obliczenie obcienia efektywnego pe = fd * p q b
i) obliczenie wymaganej nonoci ruchowej - czy prt przeniesie obcienie
c
C pe ( ) F1 = 0,5F ob. jednej nakadki
p Grubo nakadki
j) obliczenie efektywnej nonoci ruchowej Ce = ft * C
F1 -wytarcia i wydarcia- s wynikiem obecnoci twardych Niekorzystne jest poczenie jednostronn spoin pachwinow przy
gn zanieczyszcze pomidzy zbami obcieniach zmiennych.
b kr -zatarcie i przegrzanie powstaje przy zaniku smaru i metalicznym
a = 0,7h styku zba 36. Rodzaje uszkodze w koach zbatych
kt = 0,65kt - spoina pachwinowa -pitting- ma posta piramidkowych ubytkw na powierzchniach -rysy hartownicze pknicia
L1 F / a*kt bocznych jest inicjowany przez pknicia w ktre wszed olej -uszkodzenia interferencyjne wystpuj przy nadmiernym nacisku
Ln = 2L1 -zgniot i zamanie uszkodzenie nieutwardzonych zbw o zbyt pomidzy stop a gow
maej granicy plastycznoci -odpryski s inicjowane przez rysy i pknicia w utwardzonej
e2 korozja moe by spowodowana brakiem oleju warstwie
F1 F -wytarcia i wydarcia- s wynikiem obecnoci twardych
b
32. Pitting zanieczyszcze pomidzy zbami
e1
F2 F Zjawisko to nie jest cakowicie poznane zwaszcza jego pocztek -zatarcie i przegrzanie powstaje przy zaniku smaru i metalicznym
b powstawania. Jest jednym z rodzajw uszkodze k zbatych. Z styku zba
Mg obserwacji wiadomo, e moe ono by przejciowe i trwae -pitting- ma posta piramidkowych ubytkw na powierzchniach
g kg ' postpujce, objawiajce si na zbach k mikkich o twardoci bocznych jest inicjowany przez pknicia w ktre wszed olej
Wx poniej 350HB, w przekadniach zamknitych, obficie smarowanych, -zgniot i zamanie uszkodzenie nieutwardzonych zbw o zbyt
b q2 zwykle po przekroczeniu liczby cykli obcie N>104 cykli. maej granicy plastycznoci
Wx Obserwujemy rwnie umiejscowienie wykrusze zwykle w okolicy korozja moe by spowodowana brakiem oleju
b
kg = 0,9kg rednicy podziaowej koa z tendencj rozcigania si na stop zba,
a wic w obszarze najwikszego nacisku przy niedostatku filmu 37. Sprzgo umoliwiajce zmian osi i pochylenie
olejowego. Na poddanej naciskom i napreniom stycznym (rysunek taki jak w pytaniu 16)
F
rj ktj ' powierzchni zba powstaj pknicia. Pknicia te odchylone od
aL normalnej do powierzchni zba w stron dziaania si tarcia 38. Tolerancje i pasowania
wypeniaj si olejem, ktry moe wydatnie przyspieszy proces Tolerancja wymiaru polega na okreleniu dwch wymiarw
wykruszania w zalenoci od tego czy jest zacinity w szczelinie granicznych: A- dolnego, B- grnego, midzy ktrymi powinien si
czy te z niej wyciskany. W przypadku gdy szczelina wypeniona znale wymiar przedmiotu.
olejem zostaje za kadym obrotem najpierw przymknita, a nastpnie Rnic pomidzy grnym a dolnym wymiarem granicznym
poddana naciskowi, nastpuje powikszenie jej rozmiarw a do nazywamy tolerancj T wymiaru, rnic pomidzy wymiarem
powstania wykruszenia. grnym i nominalnym- odchyk grn (ES- dla wymiaru
wewntrznego, es- dla wymiaru zewntrznego), a rnic midzy
28. Obliczy poczenie kokowe 33. Narysowa acuchy wymiarem dolnym i nominalnym odchyk doln (EI, ei).
N- wymiar nominalny
A=N +EI lub A=N+ei
B=N +ES lub B=N+es
Poczenie kokowe T=ES-EI lub T=es-ei albo T=B-A
liczymy na cinanie:
Cech charakterystyczn prasowa s luzy graniczne:
Najmniejszy Lmin, najwikszy Lmax.
4F NEIES - tak samo i waek
t kt Lmin=Aotworu-Bwaka=Ao-Bw=EI-es
dk 2 n Lmax=Bo-Aw=ES-ei
n liczba cinanych przekrojw Jeeli z obliczenia wynika dla Lmin warto ujemna (luz ujemny czyli
8M 0 wcisk), a dla Lmax- dodatnia, to wystpuje pasowanie mieszane, jeli
t kt za i dla Lmax wynika warto ujemna, to wystpuje pasowanie
n d k2 d w
ciasne. Lmin i Lmax dodatnia to lune.
Na nacisk powierzchniowy midzy czopem a kokiem:
6M 0 Pasowania wg staego otworu:
pmax pdop
n dw dk
2 Lune:H7/g6,H7/h6,H7/f7,H7/e8,H8/h7
Mieszane:H7/js6,H7/k6,H7/n6
Na nacisk midzy tulej a kokiem:
Ciasne:H7/p6,H7/r6,H7/s6
4M 0 Pasowania wg staego waka:
p max p dop
n (D 2 d w ) d
2 Lune:G7/h6,H7/h6,F8/h6,H8/h7,H8/h8
Mieszane:Js7/h6,K7/h6,N7/h6
(koek wzduny liczy jak wpust)
Ciasne:P7/h6.
29. Obliczy wpust
39. Korekcja P, P0
1.PO przesunicie zarysu bez zmiany odlegoci osi.(X-X) Polega
na przesuniciu narzdzia zbatkowego na jednym kole na zewntrz
34. Rodzaje pocze spawanych o tak sam wielko, o jak w drugim kole- ku wntrzu.
W zalenoci od przeznaczenia spoin: Stosuje si z1+z2>=2zg(zg)
None, szczelne, zczne Zastosowanie PO pozwala na usunicie podcicia zba na kole ale
Ze wzgldu na ksztat spoiny: jest take gdy podcicie nie grozi poprawnoci wsppracy z wiksz
Czoowe, pachwinowe, otworowe, punktowe, brzene liczb przyporu.
Rodzaje spoin: 2.P- przesunicie zarysu ze zmian odlegoci osi (X+X). Stosuje si
Wpust liczymy na nacisk powierzchniowy: gdy z1+z2<2zg , oraz gdy wzgldy konstrukcyjne wymagaj zmiany
2F odlegoci osi. Po zastosowaniu przesunicia zarysu x1,x2 osie k
p k0
L0 h n ulegaj rozsuniciu i nowa odlego osi bdzie rwna
4M 0 ap=a0+(x1+x2)*m- odlego pozorna.
p k0 Aby skasowa luz obwodowy zblia si koa na odlego
L0 h d w n ar=a0*cos0/cost t toczny kt przyporu a0=z1+z2/2*m
L = L0 + b invt=2*(x1+x2)/(z1+z2)*tg0+inv0
L0 czynna dugo wpustu 35. Poczy 2 belki za pomoc spawu tak aby zachoway Dla zachowania luzu wierzchokowego naley ci gowy o
n- ilo wpustw sprawno caej belki km=ap+am
h- wysoko wpustu Mamy do rozdysponowania x1+x2=const, w praktyce x 2=0 lub x1=0
b- szeroko wpustu lub x1=x2.
30. Korekcja 40. Rodzaje oczek przy przekadni acuchowej
Podcicia zba podczas obtaczania obwiedniowego wystpuje Rodzaje oczek:
wwczas gdy cz narzdzia zbatki wytwarza zarys ktry nie jest - sworzniowy
ewolwent. - tulejkowy
W praktyce podcicie wystpuje wtedy gdy wystpuje bardzo mao - rolkowy
zbw. - zbaty
Graniczna liczba zbw Zg=y*2/sin2o zg(o=20st)=17, a gdy - ogniwo
dopuszczamy niewielkie podcicie zbw zg=14 (rysunki znajduj si w pytaniu 33
Rozrnia si 2 podstawowe przypadki stosowania k z
przesunitym zarysem:
- bez zmiany odlegoci P-0
- ze zmian odlegoci P
31. Zuycie k zbatych
-rysy hartownicze pknicia
-uszkodzenia interferencyjne wystpuj przy nadmiernym nacisku
pomidzy stop a gow
-odpryski s inicjowane przez rysy i pknicia w utwardzonej
warstwie
)
Vous aimerez peut-être aussi
- Klasycy W DyskoteceDocument46 pagesKlasycy W Dyskotecetomekgil111Pas encore d'évaluation
- Tematy Obliczenia Napędów Ciernych Z 2018 (7855)Document3 pagesTematy Obliczenia Napędów Ciernych Z 2018 (7855)tomekgil111Pas encore d'évaluation
- Fale Dunaju - GłosyDocument29 pagesFale Dunaju - Głosytomekgil111Pas encore d'évaluation
- Żeglarz PDFDocument14 pagesŻeglarz PDFtomekgil111Pas encore d'évaluation
- SprawozdanieDocument6 pagesSprawozdanietomekgil111Pas encore d'évaluation
- Wymiana PościeliDocument1 pageWymiana Pościelitomekgil111Pas encore d'évaluation
- Dynamika 2 t1 10Document1 pageDynamika 2 t1 10tomekgil111Pas encore d'évaluation
- Dynamika 2 t1 10Document1 pageDynamika 2 t1 10tomekgil111Pas encore d'évaluation
- Organizacja Zajęć WMI 2017Document2 pagesOrganizacja Zajęć WMI 2017tomekgil111Pas encore d'évaluation
- MP SPR 4Document4 pagesMP SPR 4tomekgil111Pas encore d'évaluation
- Pytania 2013 Opracowane v0.1 BetaDocument12 pagesPytania 2013 Opracowane v0.1 Betatomekgil111Pas encore d'évaluation
- E1758Document1 pageE1758Tom JotPas encore d'évaluation
- ToupoprawioneDocument64 pagesToupoprawionetomekgil111Pas encore d'évaluation
- Wejsciowka OdlewnictwoDocument4 pagesWejsciowka OdlewnictwoKlachuPas encore d'évaluation
- Katalog Materiałów Ściernych 3MDocument96 pagesKatalog Materiałów Ściernych 3MAnonymous Iw1wz25Pas encore d'évaluation
- PN-IsO 10209-4 - 2002.dokumentacja Techniczna Wyrobu - Terminologia.terminy Odnoszace Sie Do DokumentDocument16 pagesPN-IsO 10209-4 - 2002.dokumentacja Techniczna Wyrobu - Terminologia.terminy Odnoszace Sie Do DokumentEwa PikulPas encore d'évaluation
- Programowanie I Obsluga ObrabiarekDocument23 pagesProgramowanie I Obsluga ObrabiarekAmirAmiri100% (1)
- Su 11Document2 pagesSu 11PioPas encore d'évaluation