Vous aimerez peut-être aussi
- PPC de La Salsa de TomateDocument6 pagesPPC de La Salsa de TomateEL Nuevo Sapi50% (2)
- Microbiologia de Alimentos Conserva de Tomates HaccpDocument16 pagesMicrobiologia de Alimentos Conserva de Tomates Haccpguanipa20100% (1)
- Plan Haccp para Queso Fresco FinalDocument27 pagesPlan Haccp para Queso Fresco Finalbcampos50% (2)
- Haccp Pasta de TomateDocument10 pagesHaccp Pasta de TomateMARIA ISABEL ROMERO ESCOBAR100% (1)
- ISO 22000 Ejemplo ManualDocument35 pagesISO 22000 Ejemplo Manualdiggerexe100% (2)
- Haccp MayonesasDocument134 pagesHaccp MayonesasMelvonne FiestasPas encore d'évaluation
- Manual HACCP para Lechuga Pre CortadaDocument41 pagesManual HACCP para Lechuga Pre CortadaKarla100% (2)
- Haccp Mermelada de FresaDocument153 pagesHaccp Mermelada de FresaDiaz Varias MaricruzPas encore d'évaluation
- Inen SalDocument10 pagesInen SalDomenica DueñasPas encore d'évaluation
- Inf. Vida de Anaquel Jamones y Salchichas, Marzo 11Document22 pagesInf. Vida de Anaquel Jamones y Salchichas, Marzo 11Olguis Cholguis100% (3)
- BPM, POES, MIP y HACCPDocument50 pagesBPM, POES, MIP y HACCPMaryanod Duque100% (2)
- Sistema Haccp Aplicado A PanesDocument12 pagesSistema Haccp Aplicado A PanesSabrii Urriola VergaraPas encore d'évaluation
- Aplicación PHS en Mi Línea de ProducciónDocument31 pagesAplicación PHS en Mi Línea de ProducciónMichael Bracamonte RomeroPas encore d'évaluation
- Microbiologia 2Document9 pagesMicrobiologia 2Kevy ValkiriaPas encore d'évaluation
- Examen Sobre Las Buenas Practicas de ManufacturaDocument3 pagesExamen Sobre Las Buenas Practicas de ManufacturapanarocoPas encore d'évaluation
- Analisis Microbiologico Del PanDocument4 pagesAnalisis Microbiologico Del PanRaul Gomez100% (1)
- UD11 LegumbresDocument6 pagesUD11 LegumbresSabela RuzoPas encore d'évaluation
- Haccp en Deshidratación de FrutasDocument47 pagesHaccp en Deshidratación de FrutasPedro Estrella ParianPas encore d'évaluation
- Grupo 4 Microorganismos Que Contaminan La HarinaDocument24 pagesGrupo 4 Microorganismos Que Contaminan La Harinaluis Proaño100% (1)
- Determinacion y Analisis de Pruebas de PlataformaDocument3 pagesDeterminacion y Analisis de Pruebas de PlataformaMayra Alejandra Gomez ArguelloPas encore d'évaluation
- Análisis HACCP salsa tomateDocument10 pagesAnálisis HACCP salsa tomatevinicioPas encore d'évaluation
- Guía Técnica para El Análisis Microbiológico de Superficies en Contacto Con Alimentos y BebidasDocument13 pagesGuía Técnica para El Análisis Microbiológico de Superficies en Contacto Con Alimentos y BebidasAlex Bautista BordaPas encore d'évaluation
- Evaluacion Capacitacion HaccpDocument2 pagesEvaluacion Capacitacion HaccpJose ZuluagaPas encore d'évaluation
- Plan PaprikaDocument33 pagesPlan PaprikaJULIO CESAR SOLIS MUÑOZ100% (1)
- Limites Permisibles MicrobiologicosDocument13 pagesLimites Permisibles MicrobiologicosRakel OrendainPas encore d'évaluation
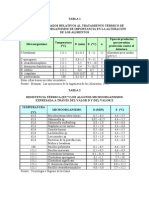
- Valores de resistencia térmica de microorganismosDocument5 pagesValores de resistencia térmica de microorganismosJosé LauraPas encore d'évaluation
- APPCC de Aceite de OlivaDocument10 pagesAPPCC de Aceite de Olivamc_m_e100% (1)
- Diferencias Entre Un PCC y PPRODocument3 pagesDiferencias Entre Un PCC y PPROClaudia Patiño100% (1)
- Plan HCCP para Yogurt Tipo IIDocument13 pagesPlan HCCP para Yogurt Tipo IIEsteban Cisneros0% (2)
- Poes Aplicado A La Elaboracion de PanDocument5 pagesPoes Aplicado A La Elaboracion de PanJuan de la Cruz33% (3)
- Mantenga la Higiene: Procedimientos Operativos Estandarizados de Saneamiento (POESDocument6 pagesMantenga la Higiene: Procedimientos Operativos Estandarizados de Saneamiento (POESgamdb84Pas encore d'évaluation
- Examen HACCP - B (Solucionario)Document2 pagesExamen HACCP - B (Solucionario)Monkey D Nando100% (3)
- Pruebas de PlataformaDocument7 pagesPruebas de PlataformaYOHNNY ALEXÁNDER YEPES CATAÑOPas encore d'évaluation
- PLAN HACCP DE MANGO ENVASADO EN ALMIBAR LeslyDocument25 pagesPLAN HACCP DE MANGO ENVASADO EN ALMIBAR LeslyClaudia Zegarra Araya100% (1)
- HACCP en JugosDocument58 pagesHACCP en JugosRosa RiosPas encore d'évaluation
- Cuestonario BPM y HaccpDocument18 pagesCuestonario BPM y Haccposcar espinelPas encore d'évaluation
- BPM. DiapositivasDocument47 pagesBPM. DiapositivasGerardo Chacon Gomez100% (4)
- Iso 3972Document12 pagesIso 3972Flor ValdizònPas encore d'évaluation
- Microbiologia AlimentosDocument5 pagesMicrobiologia AlimentosLuis Juárez100% (1)
- Clasificación de Productos Hortofrutícolas-1Document30 pagesClasificación de Productos Hortofrutícolas-1Guevara FlorPas encore d'évaluation
- Plan HACCP para salsa de tomateDocument12 pagesPlan HACCP para salsa de tomateJim Belt89% (9)
- Plan Haccp Aceite de Olivo Extra Virgen y Aceituna Botija en SalmueraDocument38 pagesPlan Haccp Aceite de Olivo Extra Virgen y Aceituna Botija en SalmueraAnthu BluePas encore d'évaluation
- Plan de Haccp para Jugo de ManzanaDocument23 pagesPlan de Haccp para Jugo de ManzanaNestor Biligran Gil Terrones0% (1)
- Haccp - Equipo HaccpDocument4 pagesHaccp - Equipo Haccpchuchomori100% (1)
- Evaluacion ManipuladoresDocument7 pagesEvaluacion ManipuladoresMaria cristina Reinoso trujilloPas encore d'évaluation
- Vida útil leche pasteurizadaDocument13 pagesVida útil leche pasteurizadaBreynerChunquiSuarez100% (1)
- Cuestionario BPM-HACCP ResueltoDocument9 pagesCuestionario BPM-HACCP ResueltosugeidyPas encore d'évaluation
- Microorganismos Presentes en Las Operaciones de Produccion de Galletas Tipo MariaDocument5 pagesMicroorganismos Presentes en Las Operaciones de Produccion de Galletas Tipo MariaTito Huillca100% (1)
- Documentación para Sistema HaccpDocument23 pagesDocumentación para Sistema HaccpClaudia Araque Ardila83% (6)
- Análisis de Peligro en Materia Prima y EnvasesDocument12 pagesAnálisis de Peligro en Materia Prima y EnvasesSonia DominguezPas encore d'évaluation
- Norma regional salsa ajíDocument8 pagesNorma regional salsa ajíJuan Yana MangoPas encore d'évaluation
- Analisis de Riesgos y Puntos Criticos de ControlDocument56 pagesAnalisis de Riesgos y Puntos Criticos de ControlEdgar Cotrina RimacPas encore d'évaluation
- Haccp de Bebida Hecho A Base de Suero de LecheDocument31 pagesHaccp de Bebida Hecho A Base de Suero de LecheBrayan Chavez Ore100% (1)
- Haccp ImplantaciónDocument46 pagesHaccp ImplantaciónRodolfito090% (1)
- HaccpDocument12 pagesHaccpErick OrtegaPas encore d'évaluation
- Plan Haccp MafreDocument18 pagesPlan Haccp MafreMilena LopezPas encore d'évaluation
- Modelo HACCP para faenamiento de cerdosDocument24 pagesModelo HACCP para faenamiento de cerdosJulian Forero Rios100% (1)
- Sistema HACCP gastronomíaDocument9 pagesSistema HACCP gastronomíadaniela olayaPas encore d'évaluation
- Haccp FaoDocument11 pagesHaccp FaoKarina Mercado AbarcaPas encore d'évaluation
- HACCP ArregladoDocument14 pagesHACCP ArregladoKevinW.KleinPas encore d'évaluation
- 1.tesis CuyesDocument87 pages1.tesis CuyesJesús Briham Torres PaimaPas encore d'évaluation
- Procesamiento CafeDocument173 pagesProcesamiento CafeMaximo Alberto Parhuana ParedesPas encore d'évaluation
- Tesis Aloe y YaconDocument128 pagesTesis Aloe y YaconMaximo Alberto Parhuana ParedesPas encore d'évaluation
- HACCP1Document153 pagesHACCP1Lesly Centeno100% (1)
- Cafe, Como Fuente AntioxidanteDocument79 pagesCafe, Como Fuente AntioxidanteDiego Sandoval ToctoPas encore d'évaluation
- Chocolate OrganicoDocument111 pagesChocolate OrganicoPérez Gutiérrez ErisellPas encore d'évaluation
- Desarrollo tecnología elaboración chocolate coberturaDocument88 pagesDesarrollo tecnología elaboración chocolate coberturamaurizzio13Pas encore d'évaluation
- Perfil de Proyecto Cuyes 2015Document65 pagesPerfil de Proyecto Cuyes 2015Maximo Alberto Parhuana Paredes100% (1)
- Macerados de Frutas en AlcoholDocument99 pagesMacerados de Frutas en AlcoholRonald Nelson Iman Rivas100% (2)
- Producción de queso Paria en cooperativaDocument104 pagesProducción de queso Paria en cooperativaMaximo Alberto Parhuana ParedesPas encore d'évaluation
- Tseis Chocolate Orgánico Con PlatanoDocument92 pagesTseis Chocolate Orgánico Con PlatanoMaximo Alberto Parhuana ParedesPas encore d'évaluation
- Udla Ec Tiag 2011 13 PDFDocument250 pagesUdla Ec Tiag 2011 13 PDFNelson GuerreroPas encore d'évaluation
- Desarrollo tecnología elaboración chocolate coberturaDocument88 pagesDesarrollo tecnología elaboración chocolate coberturamaurizzio13Pas encore d'évaluation
- Tesis Chocolates HoyDocument222 pagesTesis Chocolates HoyMaximo Alberto Parhuana ParedesPas encore d'évaluation
- Sistematización de Experiencias PCyS I PDFDocument52 pagesSistematización de Experiencias PCyS I PDFMaximo Alberto Parhuana ParedesPas encore d'évaluation
- 02 2928wgggrrggeDocument124 pages02 2928wgggrrggeStpe MXPas encore d'évaluation
- Tesis Queso Fresco 3Document147 pagesTesis Queso Fresco 3Maximo Alberto Parhuana Paredes100% (1)
- Etanol de Cafe TesisDocument52 pagesEtanol de Cafe TesisMaximo Alberto Parhuana Paredes100% (1)
- Confección de Un Manual HACCP Aceite y Harina de Pescado PDFDocument50 pagesConfección de Un Manual HACCP Aceite y Harina de Pescado PDFevi1967Pas encore d'évaluation
- TESIS DeisnfectantesDocument125 pagesTESIS DeisnfectantesMaximo Alberto Parhuana ParedesPas encore d'évaluation
- Proyecto de Inversión para La Elaboración de Mermelada Con El Fruto Del Xoconostle.Document320 pagesProyecto de Inversión para La Elaboración de Mermelada Con El Fruto Del Xoconostle.Ernesto Sohma100% (1)
- Mermelada de pomarrosa y camu camu de la UNADocument99 pagesMermelada de pomarrosa y camu camu de la UNAMaximo Alberto Parhuana ParedesPas encore d'évaluation
- QuechuaDocument49 pagesQuechuaGabi DíazPas encore d'évaluation
- Plan Haccp para Queso Fresco FinalDocument27 pagesPlan Haccp para Queso Fresco FinalMaximo Alberto Parhuana Paredes100% (1)
- Cadena Valor CuyDocument195 pagesCadena Valor CuySantiago Fortunatoc Cercado Ramos100% (1)
- Plan Haccp LacteosDocument229 pagesPlan Haccp LacteosMaximo Alberto Parhuana Paredes100% (1)
- Andre Sebastian Estudio Pre-Factibilidad Pastas Secas No Rellenas Quinua Kiwicha CañihuaDocument131 pagesAndre Sebastian Estudio Pre-Factibilidad Pastas Secas No Rellenas Quinua Kiwicha CañihuajhoverucvPas encore d'évaluation
- Factibilidad para La Instalación de Una Planta Procesadora de Hojuelas de QuinuaDocument175 pagesFactibilidad para La Instalación de Una Planta Procesadora de Hojuelas de QuinuaMaximo Alberto Parhuana ParedesPas encore d'évaluation
- Factibilidad para La Instalación de Una Planta Procesadora de Hojuelas de QuinuaDocument175 pagesFactibilidad para La Instalación de Una Planta Procesadora de Hojuelas de QuinuaMaximo Alberto Parhuana ParedesPas encore d'évaluation
- Prop Harina de QuinuaDocument64 pagesProp Harina de QuinuaPao labonitaPas encore d'évaluation
- Reunión especialistas estructural y geotecnia obra Taras-La LimaDocument2 pagesReunión especialistas estructural y geotecnia obra Taras-La Limadannychacon27Pas encore d'évaluation
- Diseño ElásticoDocument8 pagesDiseño ElásticoBani LlontopPas encore d'évaluation
- Actividades - Conecta Empleo Examen 3Document6 pagesActividades - Conecta Empleo Examen 3José Antonio Castillo Villanes100% (1)
- Mejora servicio agua riego AngasmarcaDocument2 pagesMejora servicio agua riego AngasmarcarenzoPas encore d'évaluation
- Regimen Laboral Publico PERUDocument383 pagesRegimen Laboral Publico PERULiz Espinoza100% (3)
- Mediciones motor verificaciones componentesDocument22 pagesMediciones motor verificaciones componentesFrancisco Xavier100% (1)
- Proyecto de Titulo Analisis Acqua Futuro SPA 2021 TrabajandoDocument27 pagesProyecto de Titulo Analisis Acqua Futuro SPA 2021 TrabajandoCarlos Alberto Maldonado OssesPas encore d'évaluation
- Mapa Conceptual Induccion A La EmpresaDocument2 pagesMapa Conceptual Induccion A La Empresacarlos riveraPas encore d'évaluation
- Perfil laboral y académico Yisnnney Tabares JimenezDocument5 pagesPerfil laboral y académico Yisnnney Tabares JimenezJonathanAlexanderManceraTabaresPas encore d'évaluation
- Ampliacion de Escritura Por Mi y Ante Mi Coperativa 20-2017Document4 pagesAmpliacion de Escritura Por Mi y Ante Mi Coperativa 20-2017Federico Clemente Solis Batz85% (13)
- ET CalculoDocument24 pagesET CalculoJuan Pablo Vicuña Del RioPas encore d'évaluation
- Diagrama SipocDocument1 pageDiagrama Sipocoswaldo vargas100% (1)
- g5 PD EstructuralDocument21 pagesg5 PD EstructuralMiguel AlejandroPas encore d'évaluation
- Certi EzraDocument4 pagesCerti EzraJeremías Lutin CastilloPas encore d'évaluation
- Generador HidraulicoDocument5 pagesGenerador Hidraulicolarmmx100% (1)
- Zclase Semana13 - Plan de Contingencia AmbientalDocument14 pagesZclase Semana13 - Plan de Contingencia AmbientalMarisol SCanoPas encore d'évaluation
- OndansetrónDocument5 pagesOndansetrónKaren VertizblancoPas encore d'évaluation
- Anexo 16 Vol IIIDocument40 pagesAnexo 16 Vol IIIjuanPas encore d'évaluation
- Instructivo Renovacion Licencia 1Document6 pagesInstructivo Renovacion Licencia 1Esteban VediaPas encore d'évaluation
- Planificación, Estructura y Flujos de Trabajo en La Producción CiberperiodísticaDocument19 pagesPlanificación, Estructura y Flujos de Trabajo en La Producción CiberperiodísticaSaragapiPas encore d'évaluation
- Tarea2 Qwerty vs. DvorakDocument1 pageTarea2 Qwerty vs. DvorakJailene MontoyaPas encore d'évaluation
- Gaceta Aguinaldo 2021Document36 pagesGaceta Aguinaldo 2021cesar castellanosPas encore d'évaluation
- Volúmenes Sólidos de RevoluciónDocument10 pagesVolúmenes Sólidos de RevoluciónEstefanny Castillo100% (1)
- Informe N 03 Empleabilidad de La Brujula Cinta Metrica y Cinta Con Angulos HorizontalesDocument11 pagesInforme N 03 Empleabilidad de La Brujula Cinta Metrica y Cinta Con Angulos HorizontalesWILLY DARIO FLORES DE LA CRUZPas encore d'évaluation
- Aceite Mobil Delvac MX 15W-40Document3 pagesAceite Mobil Delvac MX 15W-40Anonymous hEqjR5gPas encore d'évaluation
- Problema Con CorreccionesDocument18 pagesProblema Con Correccionesbladenight77Pas encore d'évaluation
- Tubos estructurales especificacionesDocument6 pagesTubos estructurales especificacionesJOHN SANTOSPas encore d'évaluation
- NTC 5215-Tubos de Concreto Reforzado para Alcantarillado Fabricados Segun Metodo de Disño DirectoDocument6 pagesNTC 5215-Tubos de Concreto Reforzado para Alcantarillado Fabricados Segun Metodo de Disño Directojuan pablo HoyosPas encore d'évaluation
- AGA SISTEMAS DE INFORMACIÓN (Enviar)Document18 pagesAGA SISTEMAS DE INFORMACIÓN (Enviar)Gaby R. CárdenasPas encore d'évaluation