Vous aimerez peut-être aussi
- Cotización Material de EscritorioDocument2 pagesCotización Material de EscritorioMauricio Jarandilla NuñezPas encore d'évaluation
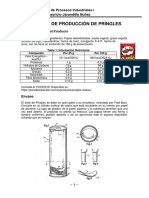
- PringlesDocument9 pagesPringlesMauricio Jarandilla Nuñez100% (1)
- Cultura AymaraDocument4 pagesCultura AymaraMauricio Jarandilla NuñezPas encore d'évaluation
- Lista para Plan ºDocument5 pagesLista para Plan ºMauricio Jarandilla NuñezPas encore d'évaluation
- 43 Ind 841Document4 pages43 Ind 841Mauricio Jarandilla NuñezPas encore d'évaluation
- LaboratorioDocument18 pagesLaboratorioMauricio Jarandilla NuñezPas encore d'évaluation
- Planilla de MuestreoDocument37 pagesPlanilla de MuestreoMauricio Jarandilla NuñezPas encore d'évaluation
- 38 Ind 742Document3 pages38 Ind 742Mauricio Jarandilla NuñezPas encore d'évaluation
- Caso 5Document6 pagesCaso 5Mauricio Jarandilla NuñezPas encore d'évaluation
- Genesis Molero UNIDAD (III)Document14 pagesGenesis Molero UNIDAD (III)Johanny AlvaradoPas encore d'évaluation
- Dessarrollismo EconomicoDocument3 pagesDessarrollismo EconomicoStefy AcurioPas encore d'évaluation
- Plan de Negocios Del Programa de Competencias Laborales de As de Buena VoluntadDocument43 pagesPlan de Negocios Del Programa de Competencias Laborales de As de Buena VoluntadHelmut Joseph Quiroz VillalazPas encore d'évaluation
- Drones para Agricultura - Beneficios y Casos RealesDocument8 pagesDrones para Agricultura - Beneficios y Casos RealesAlexander CalledoPas encore d'évaluation
- Plan de Desarrollo Municipal 2020-2023 San Martin CesarDocument86 pagesPlan de Desarrollo Municipal 2020-2023 San Martin CesarFincas ParcelasPas encore d'évaluation
- Etapas de Desarrollo en La EmpresaDocument8 pagesEtapas de Desarrollo en La EmpresaKatherineGutierrezSanchezPas encore d'évaluation
- Agenda 21 Capítulo 36Document13 pagesAgenda 21 Capítulo 36J4DYSPas encore d'évaluation
- Solicitud Fondos y Variables GarantizadosDocument2 pagesSolicitud Fondos y Variables GarantizadosJose Arnoldo SanchezPas encore d'évaluation
- Bosch Frenos PDFDocument80 pagesBosch Frenos PDFCentro de Estudio AutomotrizPas encore d'évaluation
- Deber de Interes SimpleDocument4 pagesDeber de Interes SimpleMadelyne MoralesPas encore d'évaluation
- Clasificacion de Cuenta (Inventario e Ilustracion)Document15 pagesClasificacion de Cuenta (Inventario e Ilustracion)copyy centeerPas encore d'évaluation
- La Elasticidad de La DemandaDocument8 pagesLa Elasticidad de La DemandaMarcela NoriegaPas encore d'évaluation
- Exposición de Motivos Ley 142 de 1994Document18 pagesExposición de Motivos Ley 142 de 1994Sebastian MaestrePas encore d'évaluation
- Amanecida Amanecida La Real La RealDocument5 pagesAmanecida Amanecida La Real La RealPaulana OregarPas encore d'évaluation
- Antecedentes AuditoriaDocument4 pagesAntecedentes AuditoriaAndrea VenegasPas encore d'évaluation
- Matriz de Ansoff Alicorp SDocument4 pagesMatriz de Ansoff Alicorp Spll2360% (5)
- CONTASOL Importacion Excel CalcDocument51 pagesCONTASOL Importacion Excel Calcjorgekf13Pas encore d'évaluation
- CUI - Lista de Precios Del 25 % TODOS LOS CURSOS Período 4 Marzo (Vigencia Desde El 20-02-2022)Document1 pageCUI - Lista de Precios Del 25 % TODOS LOS CURSOS Período 4 Marzo (Vigencia Desde El 20-02-2022)Gonzalo FragaPas encore d'évaluation
- Caso Welz Business MachineDocument5 pagesCaso Welz Business MachinePedro Huaccha RodriguezPas encore d'évaluation
- 0 Tema 01 Aux Advos Entidades Locales 2018Document31 pages0 Tema 01 Aux Advos Entidades Locales 2018Ana Reyes100% (3)
- Trabajo Nº2Document4 pagesTrabajo Nº2VladimirCoello100% (1)
- La Construcción de Una Planta Termoeléctrica en La Playa Salinas en El Distrito de Chilca (ADICIONAL)Document4 pagesLa Construcción de Una Planta Termoeléctrica en La Playa Salinas en El Distrito de Chilca (ADICIONAL)James Ernes Llacza CarmeloPas encore d'évaluation
- Efecto Renta y Efecto Sustitucion - 2018 - 1 PDFDocument18 pagesEfecto Renta y Efecto Sustitucion - 2018 - 1 PDFDiego Espinoza AntialónPas encore d'évaluation
- SEGUNDO INFORME PROYECCccccccccDocument39 pagesSEGUNDO INFORME PROYECCccccccccJesus Simeon de WhittePas encore d'évaluation
- Investigacion de Produccion de Horticolas en El Cantón LojaDocument13 pagesInvestigacion de Produccion de Horticolas en El Cantón LojaPaul Andres Campoverde TorresPas encore d'évaluation
- Micro - Punto de Equilibrio (Oferta y Demanda)Document51 pagesMicro - Punto de Equilibrio (Oferta y Demanda)Aldair Bg74% (84)
- Limites de Efectivo en VentanillasDocument3 pagesLimites de Efectivo en VentanillasLisbeth Thalia FloresPas encore d'évaluation
- La Economía de 1940 A 1970 - SíntesisDocument3 pagesLa Economía de 1940 A 1970 - Síntesisiirenealmeida.iaPas encore d'évaluation
- Trabajo Inversiones en AccionesDocument9 pagesTrabajo Inversiones en AccionesMGSP25Pas encore d'évaluation
- Esp. Tec PartidaDocument290 pagesEsp. Tec PartidaMónica MiguelPas encore d'évaluation