Vous aimerez peut-être aussi
- Chapter - 10 (T2 Laboratories)Document27 pagesChapter - 10 (T2 Laboratories)BigbearBigbearPas encore d'évaluation
- Refining Gas Processing Petrochemicals: Special FeaturesDocument148 pagesRefining Gas Processing Petrochemicals: Special FeaturesMuhammad IlyasPas encore d'évaluation
- Well Intervention IntroductionDocument43 pagesWell Intervention Introductionmissaoui100% (3)
- Prevent Disastrous DecisionsDocument7 pagesPrevent Disastrous Decisions홍인기Pas encore d'évaluation
- Premier International-FinalDocument26 pagesPremier International-FinalAbdulrahman JradiPas encore d'évaluation
- Ehs Qcfi 2022.Document15 pagesEhs Qcfi 2022.ajinkyagaikwad2610Pas encore d'évaluation
- Steam Turbine StartupDocument17 pagesSteam Turbine StartupRahul ChoubeyPas encore d'évaluation
- DMU ENGT5053 Assignment B Project Initiation Document v1.2Document17 pagesDMU ENGT5053 Assignment B Project Initiation Document v1.2Hinna KhanPas encore d'évaluation
- Bhopal IncidentDocument22 pagesBhopal IncidentAnonymous MwhZ2eVnB100% (1)
- Shower Leak TestDocument12 pagesShower Leak TestSuman GhoshPas encore d'évaluation
- Engineering Conference (As of 17 May 17) Ver.3 FinalDocument43 pagesEngineering Conference (As of 17 May 17) Ver.3 FinalHer NannyPas encore d'évaluation
- Why Systemic Management Failures in Well ControlDocument43 pagesWhy Systemic Management Failures in Well Controlivan8villegas8buschPas encore d'évaluation
- POM Assignment-2 (Deepwater Horizon Oil SpillDocument13 pagesPOM Assignment-2 (Deepwater Horizon Oil Spillchaitanyasave28Pas encore d'évaluation
- Siwes Presentation 2019Document12 pagesSiwes Presentation 2019AanuPas encore d'évaluation
- 2019 PP Topics 0Document3 pages2019 PP Topics 0최승원Pas encore d'évaluation
- Combating: When Is Too MuchDocument120 pagesCombating: When Is Too MuchnehaPas encore d'évaluation
- Comissionamento Biodiesel Ct#1Document24 pagesComissionamento Biodiesel Ct#1RAFAEL fONTOURAPas encore d'évaluation
- Sea Service 3RD EngineerDocument3 pagesSea Service 3RD EngineerPrabhat GuptaPas encore d'évaluation
- Well InjectionDocument6 pagesWell InjectionЧингиз КенебаевPas encore d'évaluation
- Toseef 2023Document2 pagesToseef 2023moj mastiPas encore d'évaluation
- Pursuing Improvements in Rotating MachineryDocument7 pagesPursuing Improvements in Rotating MachineryRicardo BecPas encore d'évaluation
- 3BCN8 15026 A01 G01 DCS Operation and Maintenance ManualDocument58 pages3BCN8 15026 A01 G01 DCS Operation and Maintenance Manualramses mantillaPas encore d'évaluation
- Filmtec™ Bw60-1812-75 Element: Product Data SheetDocument4 pagesFilmtec™ Bw60-1812-75 Element: Product Data Sheetnagaraj p sPas encore d'évaluation
- Aviation Week 1961-03-13Document159 pagesAviation Week 1961-03-13tordo22100% (1)
- JPT 2017-FebreroDocument84 pagesJPT 2017-Febreroabraham dominguezPas encore d'évaluation
- Safety Bulletin January-2022Document4 pagesSafety Bulletin January-2022BinayPas encore d'évaluation
- PTQ PTQ: OptimisingDocument124 pagesPTQ PTQ: OptimisingTruth SeekerPas encore d'évaluation
- Introduction to Petroleum Process SafetyD'EverandIntroduction to Petroleum Process SafetyÉvaluation : 3 sur 5 étoiles3/5 (2)
- Oin Ops C&i 006Document66 pagesOin Ops C&i 006Sony RamaPas encore d'évaluation
- Inspectioneer Post Vol 2 - Issue I - Spring 2011 - SLH - WebDocument2 pagesInspectioneer Post Vol 2 - Issue I - Spring 2011 - SLH - WebJohn M. CavotePas encore d'évaluation
- 2019-ptq-q4 PDFDocument124 pages2019-ptq-q4 PDFHARIS SHAHIDPas encore d'évaluation
- Customer First Service Manual, Rev. B: Kodak Digital Science XP-535 LASER IMAGING FILM PROCESSORDocument41 pagesCustomer First Service Manual, Rev. B: Kodak Digital Science XP-535 LASER IMAGING FILM PROCESSORJose QuiscaPas encore d'évaluation
- Throttle Linkage CheckDocument4 pagesThrottle Linkage Checkjbert55Pas encore d'évaluation
- 4 SOP-Tank Farm Final Sent To ZonesDocument37 pages4 SOP-Tank Farm Final Sent To ZonesVijayPas encore d'évaluation
- 1107修改TRK HEI AC 00P0 110 418 012 ABoileroverallhydraulicpressuretestplanDocument48 pages1107修改TRK HEI AC 00P0 110 418 012 ABoileroverallhydraulicpressuretestplanDavidPas encore d'évaluation
- VT4E DN05 P3QU 830001 Commissioning PDocument28 pagesVT4E DN05 P3QU 830001 Commissioning PLan RungPas encore d'évaluation
- NBSP Indorama NBSP 2009 NBSP DraftDocument133 pagesNBSP Indorama NBSP 2009 NBSP Draftkirandevi1981Pas encore d'évaluation
- 36 - Battery Eliminator by Rakesh KumarDocument15 pages36 - Battery Eliminator by Rakesh KumarAbdu SamadPas encore d'évaluation
- Risks in Power PlantDocument20 pagesRisks in Power Plantspalaniyandi100% (1)
- 2019 March AFPM AM DUPONT CNOOC Paper - CNOOC Experience With The IsoThermingDocument19 pages2019 March AFPM AM DUPONT CNOOC Paper - CNOOC Experience With The IsoThermingPervaiz RizviPas encore d'évaluation
- Diploma MechanicalDocument4 pagesDiploma Mechanicaltajshah283Pas encore d'évaluation
- Refinery Operation and Maintenance Lecture1Document30 pagesRefinery Operation and Maintenance Lecture1Kirunda AndrewPas encore d'évaluation
- Chapter 2 Maintenance PDFDocument33 pagesChapter 2 Maintenance PDFnjenns100% (2)
- Presentation-1 Improving Energy Efficiency - Muhammad Farooq - FFCDocument26 pagesPresentation-1 Improving Energy Efficiency - Muhammad Farooq - FFCUmar AslamPas encore d'évaluation
- SP 1242Document17 pagesSP 1242Drilling Engineering ChannelPas encore d'évaluation
- PCP Study Case Fullarticle GMC15-150Document18 pagesPCP Study Case Fullarticle GMC15-150Gunjesh kumarPas encore d'évaluation
- 35mmw Power Plant Manual - ZH-CN - enDocument271 pages35mmw Power Plant Manual - ZH-CN - enbaloch.devstudioPas encore d'évaluation
- Generox™ CSR: A Total Control Program Providing Safe and Economical DisinfectionDocument4 pagesGenerox™ CSR: A Total Control Program Providing Safe and Economical Disinfectionjuan pablo suarezPas encore d'évaluation
- PTQ Q2 2024 IssueDocument102 pagesPTQ Q2 2024 IssueReyes SanchezPas encore d'évaluation
- Focs2 WDocument76 pagesFocs2 WTECNO AYUDAPas encore d'évaluation
- General Maintenance RevisedDocument80 pagesGeneral Maintenance RevisedseanaluderPas encore d'évaluation
- PnP5 - Power FailureDocument2 pagesPnP5 - Power FailureKenneth Bryan VillagonezaPas encore d'évaluation
- 16-CMM-PRO-00-022-Agitator Commissioning Procedure RevBDocument7 pages16-CMM-PRO-00-022-Agitator Commissioning Procedure RevBPrawit PoonkaeoPas encore d'évaluation
- ML100481066Document2 pagesML100481066Juan ShunaPas encore d'évaluation
- M Shakeel..Document2 pagesM Shakeel..moj mastiPas encore d'évaluation
- 1.2 Plant Integrity and ReliabilityDocument43 pages1.2 Plant Integrity and Reliabilityrodrigoperezsimone100% (1)
- NT2 L3 G GC - GN 69 00001 - BDocument34 pagesNT2 L3 G GC - GN 69 00001 - BHuynh Thanh TamPas encore d'évaluation
- Report WeeklyDocument5 pagesReport WeeklynovanPas encore d'évaluation
- Audit ComplianceDocument1 pageAudit ComplianceNitin SharmaPas encore d'évaluation
- Oxygen Pathways in Oxidative Coupling of Methane and Related ProcessesDocument11 pagesOxygen Pathways in Oxidative Coupling of Methane and Related Processes李承家Pas encore d'évaluation
- Synthesis, Characterization and Microwave Absorption Properties of Dendrite-Like Fe O Embedded Within Amorphous Sugar Carbon MatrixDocument10 pagesSynthesis, Characterization and Microwave Absorption Properties of Dendrite-Like Fe O Embedded Within Amorphous Sugar Carbon Matrix李承家Pas encore d'évaluation
- Raman Microspectroscopy of Soot and Related Carbonaceous Materials. Spectral Analysis and Structural Information PDFDocument12 pagesRaman Microspectroscopy of Soot and Related Carbonaceous Materials. Spectral Analysis and Structural Information PDFDavidPas encore d'évaluation
- 1 s2.0 S0021951713003734 MainDocument9 pages1 s2.0 S0021951713003734 Main李承家Pas encore d'évaluation
- Applied Catalysis A: General: Wei Di, Jihong Cheng, Shuxun Tian, Jing Li, Jingyun Chen, Qi SunDocument16 pagesApplied Catalysis A: General: Wei Di, Jihong Cheng, Shuxun Tian, Jing Li, Jingyun Chen, Qi Sun李承家Pas encore d'évaluation
- Carbon Monoxide As A Selective Reducing Agent in Organic ChemistryDocument10 pagesCarbon Monoxide As A Selective Reducing Agent in Organic Chemistry李承家Pas encore d'évaluation
- Problem Set 4.4: Advanced Engineering Mathematics, by Erwin Kreyszig 10 - EdDocument18 pagesProblem Set 4.4: Advanced Engineering Mathematics, by Erwin Kreyszig 10 - Ed李承家Pas encore d'évaluation
- Advances and Innovations of Heterogeneous Catalysis - v2 (YCL)Document15 pagesAdvances and Innovations of Heterogeneous Catalysis - v2 (YCL)李承家Pas encore d'évaluation
- Catalysts 04 00226Document30 pagesCatalysts 04 00226李承家100% (1)
- Chapter 2 Introduction To Integrated Circuit FabricationDocument19 pagesChapter 2 Introduction To Integrated Circuit Fabrication李承家Pas encore d'évaluation
- Chapter 3 Semiconductor Basics and Wafer ManufacturingDocument44 pagesChapter 3 Semiconductor Basics and Wafer Manufacturing李承家Pas encore d'évaluation
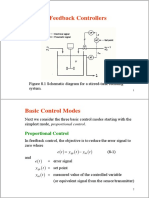
- More General Transfer Function Models: Bs Gs AsDocument21 pagesMore General Transfer Function Models: Bs Gs As李承家Pas encore d'évaluation
- Studies On Oxidative Coupling of Methane UsingDocument14 pagesStudies On Oxidative Coupling of Methane Using李承家Pas encore d'évaluation
- Problem Set 4.5: Advanced Engineering Mathematics, by Erwin Kreyszig 10 - EdDocument8 pagesProblem Set 4.5: Advanced Engineering Mathematics, by Erwin Kreyszig 10 - Ed李承家Pas encore d'évaluation
- Feedback Controllers: Proportional ControlDocument14 pagesFeedback Controllers: Proportional Control李承家Pas encore d'évaluation
- Problem Set 4.3: Advanced Engineering Mathematics, by Erwin Kreyszig 10 - EdDocument15 pagesProblem Set 4.3: Advanced Engineering Mathematics, by Erwin Kreyszig 10 - Ed李承家Pas encore d'évaluation
- Problem Set 4.3: Advanced Engineering Mathematics, by Erwin Kreyszig 10 - EdDocument15 pagesProblem Set 4.3: Advanced Engineering Mathematics, by Erwin Kreyszig 10 - Ed李承家Pas encore d'évaluation
- Control System Instrumentation: Transducers and TransmittersDocument7 pagesControl System Instrumentation: Transducers and Transmitters李承家Pas encore d'évaluation
- Chapter 13Document16 pagesChapter 13李承家Pas encore d'évaluation
- Chapter 13Document16 pagesChapter 13李承家Pas encore d'évaluation
- Introduction To Process ControlDocument16 pagesIntroduction To Process Control李承家Pas encore d'évaluation
- Development of Empirical Models From Process Data: - An Attractive AlternativeDocument10 pagesDevelopment of Empirical Models From Process Data: - An Attractive Alternative李承家Pas encore d'évaluation
- Control System Instrumentation: Transducers and TransmittersDocument7 pagesControl System Instrumentation: Transducers and Transmitters李承家Pas encore d'évaluation
- Chapter 14Document6 pagesChapter 14李承家Pas encore d'évaluation
- Chapter 5Document20 pagesChapter 5Ana PereiraPas encore d'évaluation
- Transfer Function Models: Development of Transfer FunctionsDocument16 pagesTransfer Function Models: Development of Transfer Functions李承家Pas encore d'évaluation
- Laplace Transforms: LinearDocument11 pagesLaplace Transforms: Linear李承家Pas encore d'évaluation
- Introduction To Process ControlDocument16 pagesIntroduction To Process Control李承家Pas encore d'évaluation
- Theoretical Models of CH Ilp Chemical ProcessesDocument14 pagesTheoretical Models of CH Ilp Chemical Processes李承家Pas encore d'évaluation
- A Brief History of PetroleumDocument2 pagesA Brief History of PetroleumManish Tukaram Deshpande100% (1)
- ThermfldDocument3 pagesThermfldjnmanivannanmechPas encore d'évaluation
- Combustion and Flame Class 8 Notes Science Chapter 6Document3 pagesCombustion and Flame Class 8 Notes Science Chapter 6zodika khiangtePas encore d'évaluation
- Alkanes Nomenclature, Conformational Analysis, and An Introduction To SynthesisDocument41 pagesAlkanes Nomenclature, Conformational Analysis, and An Introduction To SynthesisDenisse BadiolaPas encore d'évaluation
- MSDS of LPGDocument7 pagesMSDS of LPGDinesh KanukolluPas encore d'évaluation
- Astm d4929Document7 pagesAstm d4929Rafael TavaresPas encore d'évaluation
- Basic Fire Safety (Introduction)Document12 pagesBasic Fire Safety (Introduction)Irpan NurhakimPas encore d'évaluation
- Oil and Petroleum CompaniesDocument3 pagesOil and Petroleum Companiesapi-377865350% (2)
- PGM FiDocument54 pagesPGM FiBkk Kramat100% (2)
- VPARL1998 99no61Document292 pagesVPARL1998 99no61chemsac2Pas encore d'évaluation
- Safety Training: Hot WorksDocument66 pagesSafety Training: Hot WorksMuneeb Ur Rehman100% (1)
- Questions and Answers (Q&A's) : LNG Information Paper No. 7Document20 pagesQuestions and Answers (Q&A's) : LNG Information Paper No. 7panthaloor100% (1)
- Assignment-15 Fire Safety: Sub: Building Construction-VDocument11 pagesAssignment-15 Fire Safety: Sub: Building Construction-Vbrijesh varshneyPas encore d'évaluation
- Avoid Getting Differentially Stuck Drilling Depleted ZonesDocument5 pagesAvoid Getting Differentially Stuck Drilling Depleted ZonesJairo PuentesPas encore d'évaluation
- Fire Safety in Power plants-NPTIDocument65 pagesFire Safety in Power plants-NPTIbijoy0% (1)
- Thermal Fluid HeatersDocument166 pagesThermal Fluid Heatersbornluky100% (1)
- Renewable and Non Renewable ResourcesDocument40 pagesRenewable and Non Renewable ResourcesChristian John Musngi0% (1)
- Catalogue enDocument155 pagesCatalogue enworkingPas encore d'évaluation
- Rice Husk Based Energy GenerationDocument25 pagesRice Husk Based Energy GenerationTU_MTECH_ENV11Pas encore d'évaluation
- Periodic Service 1000 Hours PC 200-8: Present By: Muh Arif Budiawan SyamDocument28 pagesPeriodic Service 1000 Hours PC 200-8: Present By: Muh Arif Budiawan SyamMuh Arief Budiawan Arief100% (1)
- Fire Protection Facilities FOR Ports Handling Hydrocarbons: First Edition, January, 1992 Second Edition, October, 2005Document33 pagesFire Protection Facilities FOR Ports Handling Hydrocarbons: First Edition, January, 1992 Second Edition, October, 2005becpavanPas encore d'évaluation
- Problem 09 - Instrumentation & Control ValvesDocument16 pagesProblem 09 - Instrumentation & Control ValvesJorge Enciso AcuñaPas encore d'évaluation
- Martin Power: Www. TTS-martin - SKDocument3 pagesMartin Power: Www. TTS-martin - SKiona gybPas encore d'évaluation
- Yanmar Air Cooled, Diesel Generator YDG5001SEDocument37 pagesYanmar Air Cooled, Diesel Generator YDG5001SESunthron Somchai75% (8)
- Project TopicsDocument11 pagesProject TopicsPatel BhargavPas encore d'évaluation
- Best Tips of The Month PDFDocument74 pagesBest Tips of The Month PDFOddbox2113100% (1)
- UTEX UPAK Injectable PackingDocument7 pagesUTEX UPAK Injectable PackingUNIISCRIBDPas encore d'évaluation
- 8015 BDocument28 pages8015 BAbdul Raheem U LPas encore d'évaluation
- Benzene: Chemical Economics HandbookDocument3 pagesBenzene: Chemical Economics HandbookMaría VásquezPas encore d'évaluation
- Session 3.2 Combustion en The Clinker KilnDocument15 pagesSession 3.2 Combustion en The Clinker KilnNereo SpenglerPas encore d'évaluation